基于Plant Simulation的系统仿真技术应用
2018-06-04 08:25:04牛增善苗亚男马盈政
成组技术与生产现代化 2018年4期
牛增善,苗亚男,马盈政
(1.新乡航空工业(集团)有限公司 工艺研究所,河南 新乡 453049;2.机械工业第六设计研究院有限公司工业与智能中心,河南 郑州 450007)
随着现代信息技术的进步,系统仿真技术得到了飞速发展,在各领域的应用不断向广度和深度拓展.当前,系统仿真技术已经成为分析、研究各种复杂系统的重要工具,被广泛用于工程领域和一些非工程领域.
工艺物流系统是现代制造厂的重要组成部分,生产工艺和物流方案合理化是提高制造厂生产力和生产效率最重要的方法.通过建立适当颗粒度的离散型生产系统工艺物流仿真模型,形成数字化工厂的物理工厂与虚拟工厂的孪生映射关系,虚实结合,并经过虚拟仿真模型的迭代式模拟实验,可优化设计方案,指导真实的工厂规划、生产和管理;同时,该设计方案在真实工厂的应用效果可用于验证虚拟仿真模型优化方法的科学性.
虽然系统仿真技术已广泛应用于汽车、电子等大规模生产行业,但在航空领域应用较少.航空工业生产属于典型的多品种、小批量离散生产类型,近年来对系统仿真技术的需求日益强烈.因此,本文在对系统仿真需求进行分析的基础上,设定边界条件,构建基于Plant Simulation的离散型系统模型,并通过工艺仿真实现虚拟生产,以期优化某压力调节器生产单元(生产线)的实际生产工艺和物流方案.
1 系统仿真技术
系统仿真可定义为:在全部时间内,通过对系统的动态模型性能观测来求解问题的技术.系统仿真的主要过程包括建立模型、模型实验和结果分析.以控制理论、相似理论和数理统计理论为基础,借助计算机和其他专用的物理设备,可完成系统仿真的建模.利用所建立的系统模型,能够对真实或假想的系统进行实验(模型实验).运用统计分析方法、专家经验知识以及相关的系统资料,可完成实验结果的分析和辅助决策[1].
系统仿真可分为连续系统仿真和离散事件系统仿真.连续系统仿真是系统的状态随时间连续变化的仿真[2].多数工程系统都属于连续系统,如电力系统、机电工程系统、航空发动机系统等.而离散事件系统的状态仅与离散的时间点有关,当离散的时间点改变时,系统状态才发生变化.如果离散事件系统的活动和状态处于频繁变动的过程,就将其称为离散事件动态系统[3].
(1) 建模与仿真方法学.它指对于真实系统,确定其仿真模型的结构和参数.
(2) 仿真算法.仿真算法是将系统模型转换为仿真模型的一类算法.它经历了从串行算法到并行算法的发展过程[4],当前研究的重点在于实时连续算法、各类系统的并行算法及定性系统算法.
(3) 仿真软件.仿真软件充分吸收了仿真方法学、计算机、网络、图形/图像、多媒体、软件工程、自动控制、人工智能等技术的新成果,从而得到很大发展.
(4) 虚拟现实技术.虚拟现实技术是在综合系统仿真技术、计算机图形技术、传感技术、显示技术等基础上发展起来的.它以仿真的方式使人置身于一个虚拟的世界.
(5) 分布仿真技术.作为仿真技术的最新发展成果,它在高层体系结构(HLA)上建立了一个广泛的应用领域.不同地域的各种仿真系统可实现互操作和重用框架及规范[5].
2 系统仿真的需求分析
2.1 生产现场问题
某压力调节器生产单元(生产线)主要用于航空座舱压力调节部件的装配.经过调研,该装配车间的生产现场存在一些突出问题.
(1) 受企业性质和产品质量要求限制,生产过程中零件加工工序重复,存在工序浪费现象.
(2) 不重视人员使用效率,车间工位负荷不均,个别工位甚至存在较长的空闲时间.
(3) 设备利用率不高,经常处于停机等待状态,设备价值功率低.
(4) 车间生产调度采用人工操作方式,存在过多人为干扰因素,不符合智能生产要求.
(5) 因采用功能型生产组织方式,所以生产过程的断点多,生产周期难于控制.
2.2 仿真策略
(1) 仿真人员利用率,以提出人员分配建议.
(2) 仿真设备利用率,以找出制约生产的瓶颈设备.
(3) 仿真年产量,以验证该生产线产能设计是否满足需求.
3 仿真边界条件
在仿真之前,需输入工艺物流系统的生产信息.这些生产信息是影响仿真结果的重要因素,构成了仿真的边界条件[6].同时,考虑生产系统的复杂性,仿真过程应忽略其他不重要因素.
参照该生产线的实际生产情况,本文针对仿真系统设定了五大边界条件.
(1) 生产纲领.按照产品的设计年产量,所选生产线的生产纲领为:某压力调节器的年产量等于1 000套.
(2) 生产制度和年时基数.按照JBJ/T2-2000《机械工厂年时基数设计标准》规定,对应所选生产单元全年工作251 d,每周工作5 d,可查得该装配生产单元的年时基数(表1).

表1 压力调节器生产单元的年时基数
(3) 装配工艺流程.按照某压力调节器的装配工艺流程,对生产单元设计过程中相关工位进行规划(图1).

图1 压力调节器生产单元的装配工艺流程
(4) 生产工艺参数.依据实测工时,可计算出该生产单元的工艺参数(表2).

表2 压力调节器生产单元的工艺参数
(5) 其他约束条件.压力调节器生产单元的其他约束条件如表3所示.

表3 压力调节器生产单元的其他约束条件
4 基于Plant Simulation的离散系统模型构建
本文对企业的压力调节器生产流程进行模拟,针对车间工艺物流这一离散物流系统构建系统模型.通过模拟工艺物流路径和产品装配流程,基于Plant Simulation仿真软件对生产流程进行仿真模拟运行,采集并分析设备利用率、瓶颈设备、产量、人员利用率等相关生产要素[7].
Plant Simulation仿真软件是一款关于生产过程实现的图形化仿真软件,它以物件和事件为导向,使用户能够快速构建有关生产、物流等方面的系统模型.
工艺物流仿真模型主要包含虚拟三维模型和车间物流生产系统逻辑模型.
4.1 装配车间的虚拟三维模型
压力调节器装配车间的虚拟三维模型主要包括:厂房建筑结构模型、工艺设备模型、物流设备模型、典型产品模型等.所使用的建模工具主要为Autodesk Revit、Autodesk Inventor等.该三维模型漫游平台为Autodesk Navisworks.
4.2 装配车间的物流生产系统逻辑模型
采用基于Tecnomatix Plant Simulation二次开发的仿真柔性平台(图2),构建车间物流生产系统逻辑模型.该平台可针对重点仿真实验的生产线、设备、人员建立逻辑模型,进行数据分析和实验.
(1) 按照车间实际的加工流程和物流路径建立装配车间仿真逻辑模型(图3).
(2) 将厂房三维模型导入装配车间三维模型(图4)中.
(3) 依据人员、工位、产能的统计数据建立仿真统计模型(图5).
(4) 采用Simtalk语言,对生产系统的生产逻辑进行编程定义(图6).
5 仿真及其结果分析
采用专业工艺系统仿真软件进行工艺设备建模、车间设备布局、工艺物流仿真分析等,验证各阶段工艺设计方案的可行性,发现原生产工艺存在物流可达性、生产瓶颈等问题.为此,对部分设备的投入需求进行数据分析,并根据仿真结果,不断迭代改进工艺方案,以期实现虚拟试生产,突出方案设计的可视化和可量化,深度优化工艺和物流方案.
5.1 设计产能验证
将装配工艺设计参数输入仿真系统,验证生产线能否满足设计产能要求.产能验证输出结果如图7所示.

图2 基于Tecnomatix Plant Simulation二次开发的仿真柔性平台构成

图3 装配车间仿真逻辑模型
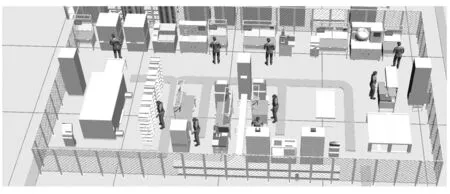
图4 装配车间三维模型

图5 仿真统计模型

图6 基于Simtalk语言的编程定义

图7 产能验证输出结果
装配车间某压力调节器所折合产品的生产纲领为1 000件/年.将其与产能验证输出结果对比可知,该装配车间能够满足设计产能要求.
设计产能时各工位设备利用率如表4所示.
表4 设计产能时各工位设备利用率%

工 位设备利用率三通开关10总装15试验20壳体组合件15膜片13活门座手柄10
从表4可以看出,各工位设备利用率均处于低位.其主要原因是每个工位只配备1个装配工人,装配生产线的效率主要取决于装配工人的工作效率.
5.2 装配车间人员负荷分析
根据车间正常生产安排,每个装配工位均按1人进行配备.装配车间各工种的人员工作效率见表5.模拟验证可得出,装配车间人员负荷状况如图8所示.

表5 装配车间各工种人员工作效率
注:1.线长只统计了配送工作量,其他线内管理类工作未统计;2.每个工位均配备1个装配1人.

图8 装配车间的人员负荷状况
5.3 装配车间生产线平衡
要达到生产线平衡,就必须找出瓶颈工序,并进行调整.从仿真结果可以看出,装配车间生产效率主要取决于装配工人的工作效率.根据装配工人的效率统计可知,该装配车间的瓶颈工序为“三通开关组合工位”.要达到整个生产线的平衡,就需对工人的配比进行调整.
多次模拟验证得出,表6所示的装配车间最佳人员配置能达到人员负荷最佳平衡状态.

表6 装配车间最佳人员配置
注:线长只统计了配送工作量,其他线内管理类工作未统计.
对瓶颈工位“开关活门组件装配工位”增加1人,调整后工人负荷基本上达到了相同水平,实现了整条生产线的平衡.
5.4 装配车间最大产能分析
从前期仿真结果可以看出,当达到设计产能时,装配车间人员及设备负荷均不高,可对装配车间进行全负荷生产模拟,以测试该生产线最大生产能力.其输出结果如图9所示,对应的人员负荷如图10所示.

图9 最大产能

图10 最大产能时人员负荷
从模拟结果可以看出,装配车间最大产能可达到2 769件/年,最大产能时人员负荷率基本处于80%以上.
6 生产线改善建议
采用专业工艺仿真软件进行工艺设备建模、车间设备布局、工艺物流仿真分析等,验证各阶段工艺设计方案的可行性,发现工艺设计存在的问题,对瓶颈工序、人员配比等问题进行迭代仿真分析,根据仿真分析结果提出建议,迭代改进工艺方案,最终达到工艺方案最优的目标.
6.1 瓶颈工位建议
装配车间生产效率主要取决于装配工人的工作效率.根据对装配工人的效率统计,该车间瓶颈为“三通开关组合工位”,要达到整个生产线的平衡需要对工人的配比进行调整[8].
针对装配车间瓶颈工位,建议操作工人由1人增加至2人,其余工位保持1人配置不变.生产线平衡后人员负荷如图11所示.由图11可以看出,所有人员负荷率保持在30%左右,达到了生产线平衡.

图11 生产线平衡后人员负荷
6.2 生产线产能建议
从仿真结果可以看出,当达到设计产能(1 000件/年)时,生产线设备及人员负荷率均处于低位,这与智能装配线目标不符,因此建议调整产能需求.
6.3 物料转运及信息采集方式建议
现阶段物料转运均采用人工推车方式,托盘均为开敞式通用托盘,容易出现物料混乱及丢失现象,增加生产线停滞风险,因此建议增加特定专用封闭托盘,减少物料遗落现象,使物料信息追踪更加完善.
增加便携式信息采集设备,如手持扫码枪、无线读码器等,以减少人员上传零件信息工作量,提高生产效率.
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
百科探秘·航空航天(2019年9期)2019-09-25 07:58:21
中国集体经济(2019年9期)2019-03-29 10:22:44
中国科技博览(2017年30期)2017-10-23 13:03:49
现代企业文化(2016年1期)2016-12-23 02:09:39
杭州(2015年9期)2015-12-21 02:51:49