
基于PLC的饮料灌装生产线控制系统的设计与实现
2018-06-04 03:42:06田万韬杨玥沈阳工学院王雪国网辽宁省电力有限公司
数码世界 2018年5期
田万韬 杨玥 沈阳工学院 王雪 国网辽宁省电力有限公司
1 灌装控制程序设计
当储料箱下最前和最后两个光电传感器检测到瓶子时,两个灌装光电开关1.04、1.05自动闭合,灌装停车辅助继电器1201.00得电,其常开触点闭合,灌装电磁阀100.02和灌装报警101.02得电,传送带停止,并且开始进行灌装并灌装报警灯闪烁,同时定时器TIM0000开始定时5s, 5s灌装结束并且传送带运行。
灌装程序梯形图如图1所示。
2 装盖程序
当机械手下最前和最后两个光电传感器检测到瓶子时,两个装盖光电开关1.06、1.07自动闭合,灌装停车辅助继电器1201.01得电,其常开触点闭合,传送带停止并且机械手向下推,定时器TIM00003开始定时2s,2s后定时器TIM00003常开触点闭合,装盖指示100.04和装盖报警100.05得电,进行装盖并且装盖指示灯闪烁;定时器TIM0001开始定时2s,2s后装盖结束并且传送带开始运行;定时器TIM0004开始定时2s,2s后机械手复位。装盖程序梯形图如图所示。
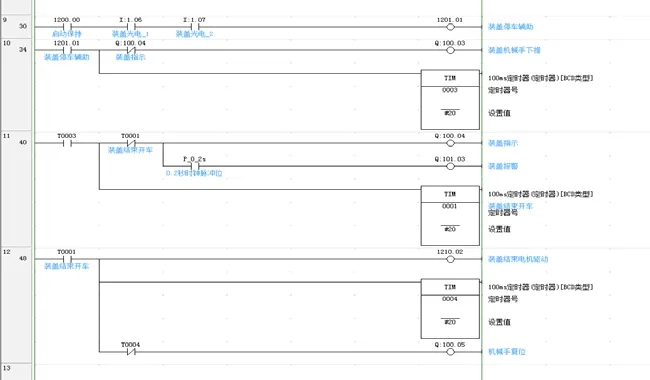
图2 装盖程序梯形图
3 组态通信
本次设计的界面运行时间较长,图中基本上反映出了本设计的设计思路各个部分的组成和相互协调运行功能。图中当选择启动键时,传送带运行空瓶到达相应的位置时,传感器1发出信号,传送带停止,对空瓶进行灌注,当满瓶时,瓶子继续运行,当到达盖盖探头位置时传感器2发出信号,瓶子停止探头伸出对满瓶进行加盖,加盖结束瓶子继续运行到达传感器3时候,传感器发出信号进行计数,当达到一定计数时进行整箱报警。设置手动复位按键,当遇到突发情况时,例如:瓶子破损,装盖没有盖上时,当瓶子位置偏移或者倒下时,可以通过开关进行停止。灌装工作图和装盖工作图如图3所示。
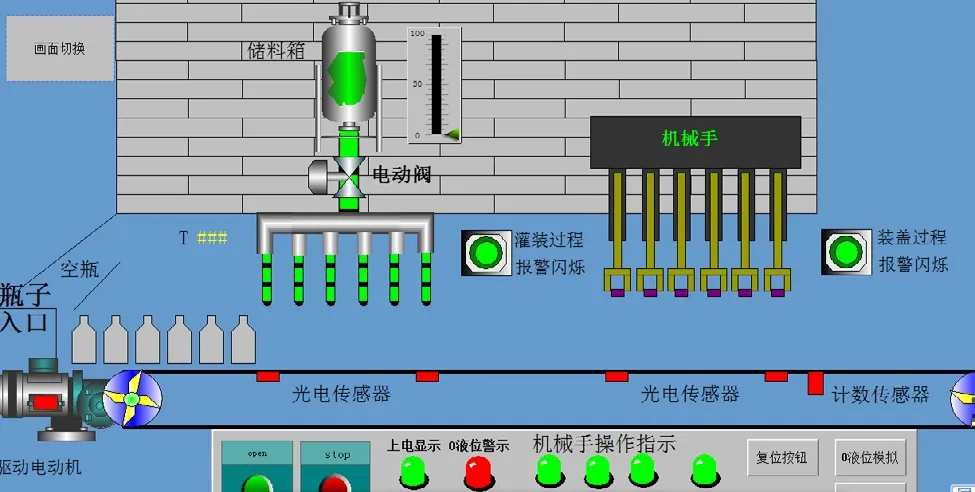
图3 灌装工作图
4 总结
可编程控制器PLC用定时器设置饮料罐装和压盖过程的时间,用计数器记录完成的罐装数量,因此可以通过设置PLC定时器和计数器的参数,来满足罐装不同规格容器的要求。饮料灌装机控制系统的硬件的配置和软件方面的设计,实现了生产线的自动高效化、智能灵敏化。构成实用、可靠的饮料灌装生产线PLC控制系统。对提高劳动效率,饮料质量和产量影响远大,意义非凡。
[1]李方园.PLC控制技术.[M].北京:电子工业出版社.2010:23-26.
[2]卫若亮.带式输送机拉紧控制系统的研究[D].西安:西安科技大学.2014.
猜你喜欢
初中生学习指导·提升版(2022年10期)2022-05-30 10:48:04
包装与食品机械(2021年4期)2021-09-17 07:11:38
电子制作(2019年19期)2019-11-23 08:41:56
电子制作(2019年23期)2019-02-23 13:21:26
知识就是力量(2019年1期)2019-01-10 01:49:00
酒·饮料技术装备(2018年1期)2018-04-28 09:09:02
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
制造技术与机床(2015年10期)2015-04-09 07:06:16
食品工业科技(2014年9期)2014-03-11 18:15:49
