
不锈钢立式光亮退火炉炉内带钢张力控制分析
2018-05-30 02:20程金山左怀龙乔爱民
设备管理与维修 2018年3期
林 刚,程金山,左怀龙,乔爱民
(宁波宝新不锈钢有限公司,浙江宁波 315807)
0 引言
不锈钢立式全氢光亮退火炉是冷轧不锈钢光亮板生产的关键设备。由于不锈钢钢带在炉子加热段和冷却段运行过程中,全程无辊子对带钢进行支撑,且炉内带钢运行通道相对狭窄,如张力不稳或者过大、过小,极易引起表面与周围设备接触,导致带钢表面发生擦划伤等质量缺陷,甚至发生带钢跑偏断带等恶性事故。为此,炉内带钢张力的控制极为关键。张力控制设备主要由弹跳辊(俗称跳舞辊)、气缸、钢构以及保护限位等装置构成,其中弹跳辊起非常重要作用。以某冷轧不锈钢厂1#光亮退火机组为背景解析张力控制机理。
1 设备主要技术参数
(1)弹跳辊主要技术参数。辊身材料铝合金,辊身直径840 mm,辊身长度1700 mm,辊身重量358 kg,辊身覆胶NBR,shore(80±5)mm,厚度 15 mm,摆动角度±15°,弹跳辊带钢包角 45°。
(2)气缸主要技术参数。缸径160 mm,杆径40 mm,行程250 mm 压力调节范围(0~0.6)MPa,
气缸活塞面积:大活塞面积S1=20 106.2 mm2;小活塞面积S2=1884.950 mm2。
2 炉内带钢控制机理分析
2.1 张力控制原理
张力控制装置主要由推拉气缸,弹跳辊和支撑机座组成(图1)。
不锈钢带退火过程中,不同规格的钢带需要不同的炉内张力F,带钢的实际张力F与单位张力以及带钢宽度、厚度成正比,见式(1)。

式中f——带钢设定单位张力,N/mm2
W——带钢宽度,mm
T——带钢厚度,mm
机组在运行状态下,弹跳辊支撑臂摆角处于中间位置,支撑臂水平,即跳舞辊在带钢合张力,气缸推(拉)力以及辊子重力的共同作用下处于平衡位置。由于辊子重力为定值,不锈钢带的张力大小仅与气缸压力的大小有关。因此,依据带钢的规格(宽度、厚度、密度)改变气缸的给定压力可达到控制炉内带钢张力的目的。气缸的设定压力和实际压力通过比例气动阀(4~20)mA自动闭环控制使得炉内的张力保持恒定不变。为保障弹跳辊支撑臂始终在水平位置,在弹跳辊的轴线处装设有弹跳辊位置补偿电位计,其信号送入炉子入口带钢速度调节程序,当支撑臂处于水平位置时,其值为50%,>50%时,降低炉子入口带钢速度,<50%时,提高炉子入口速度,控制弹跳辊支撑臂保持在水平位置。为保护设备,弹跳辊装备了2个极限位置限位开关,低极限开关用于检测带钢断带,高极限开关防止入口带钢速度控制出错时弹跳辊被带钢拉起,弹跳辊到达任何一个极限位位置,机组将停止运行。
2.2 弹跳辊受力分析

图1 张力控制设备原理
对于同一规格的带钢,其所需张力大小为定值。分析弹跳辊支撑臂水平时的受力情况。由图1及弹跳辊、气缸技术参数可知,弹跳辊所受重力G,气缸推(拉)力及带钢和张力F合。
(1)弹跳辊重力G=3508 888 N,方向向下,力臂为900 mm;
(2)气缸拉力(或推力)T,方向水平,力臂为400 mm;
(3)由弹跳辊包角45°以及张力F方向,计算可得带钢张力作用在弹跳辊的合力(图2)。
由力矩平衡原理,可得式(2)。

根据式(2)可以求得不同规格钢带下,气缸所需的拉(推)力T,当T为正时,气缸无杆腔充压,即活塞S2受压,表现为推力;当T为负时,气缸有杆腔充压,即活塞S1受压,表现为拉力;依据T的正负情况,结合气缸活塞面积S1,S2面积,即可得出不同规格钢带下气缸的设定压力 P1和 P2。
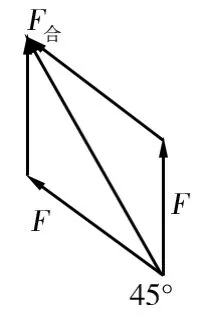
图2 带钢张力合力
3 控制软件分析
该冷轧不锈钢厂1#光亮退火机组控制系统为SIEMENS公司的S7-400PLC控制系统,炉体带钢张力控制相关软件功能:
(1)读弹跳辊比例阀 1 实际压力(4~20)mA=(0~0.6)MPa。
(2)比例阀1超出范围判定。比例阀1(-100~27 749)有效。
(3)读弹跳辊比例阀 2 实际压力(4~20)mA=(0~0.6)MPa。
(4)比例阀2超出范围判定(-100~27 749)有效。
(5)弹跳辊负载计算 根据带宽、厚度、密度计算带钢张力,并且(4~20)mA 输出到气缸比例调节阀1或2,算出实际带钢单位截面张力。
(6)根据带钢张力,弹跳辊比例阀1压力设定输出(0~0.6)MPa=(4~20)mA。
(7)根据带钢张力,弹跳辊比例阀2压力设定输出(0~0.6)MPa=(4~20)mA。
(8)判断比例阀1压力给定是否到达(误差±0.035 MPa)。
(9)判断比例阀2压力给定是否到达(误差±0.035 MPa)。
(10)弹跳辊到上限位置判定。
(11)弹跳辊到下限位置判定。联合辐射冷却段断代进行带钢断带判断。
(12)断带时,入口密封控制柜指示灯-H28亮。
(13)弹跳辊位置给机组线控制系统用于炉前张力辊组的速度调节。
4 模拟仿真
4.1 模拟仿真的方法和目的
仿真环境为SIEMENS STEP7中“simulation”仿真测试功能,通过输入不同规格的钢带数据,验证气缸压力给定是否在气缸压力范围(0~0.6)MPa内(机组生产带钢最大厚度2 mm,宽度1250 mm),同时,较直观地得出钢带规格与气缸有、无杆腔压力P1,P2的关系。仿真界面见图3。
图3 模拟仿真界面
4.2 模拟仿真数据
(1)数据设定符号及范围。DB41.DBD156带钢宽度范围(650~1350)mm,DB41.DBD152带钢厚度范围 (0.25 ~2)mm,DB41.DBD160带钢密度7.93kg/dm3,DB41.DBD148炉子段带钢张力设定(2.5~5)N/mm2。
(2)仿真带钢规格数据(表1)。
(3)模拟仿真结果(表2)。

表1 仿真带钢规格数据表
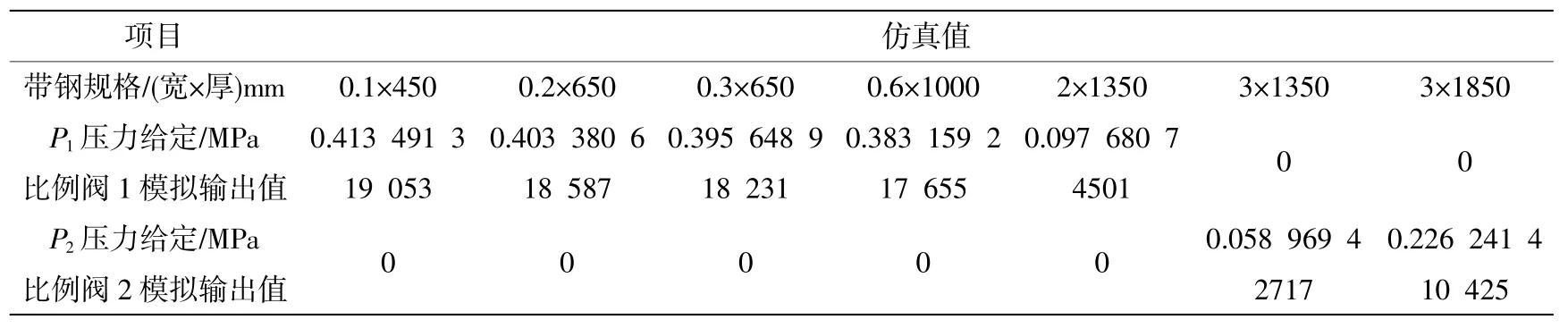
表2 模拟仿真结果
表(2)显示,气缸压力给定范围(0~0.45)MPa,在气缸压力范围(0~0.6)MPa之内,随着带钢宽度和厚度的增加,P1压力给定越来越小,P2压力给定越来越大。
5 日常维护要点
立式退火炉炉内张力控制的主要部件为弹跳辊、气缸、比例阀,通过日常维护和设备保养保障其状态良好是关键。
(1)弹跳辊及支撑臂转动部位按周期进行加油,保障润滑良好,不能出现因润滑不良导致的转动不灵、卡阻问题。
(2)保障气动动力源清洁、干燥,定期查看气源压力是否正常,比例阀、气缸及连接部位要定期检查是否存在泄漏。
(3)更换跳舞辊要做好辊重检测,辊重发生变化,要修改相应程序参数。
(4)限位开关、比例阀插头、电位器等电气设备及线路要做好周期清扫紧固,比例阀做好周期性能测试。
6 结语
以某冷轧不锈钢厂1#光亮退火机组为背景,分析不锈钢立式光亮退火炉张力控制机理,解读控制软件,并通过模拟仿真直观地得出钢带规格与气缸设定压力的关系。同时,结合多年工作经验,介绍张力控制设备的日常维护要点。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
农业工程技术(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
山东冶金(2019年3期)2019-07-10
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
科技创新导报(2016年9期)2016-05-14
商业文化(2016年36期)2016-03-01
汽车与新动力(2014年5期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
