
首钢迁钢炼钢生产作业计划编制研究
2018-05-24 19:26彭文涛毕泽阳井含文郭攀昭王顺国
山西冶金 2018年2期
乔 伟, 彭文涛, 毕泽阳, 井含文, 郭攀昭, 王顺国
(首钢股份公司迁安钢铁公司, 河北 迁安 064400)
炼钢-连铸生产是一个离散和连续相混合的生产过程,是钢铁生产的关键工序,其工序多、生产线长、设备工艺复杂,存在复杂的多目标、多约束和不确定性的实时动态计划。多品种、多路径、多阶段的流程式生产,增加了计划编制的难度,炼钢生产作业计划编制是对生产的事前安排,因此炼钢生产作业计划编制是生产组织的关键。
1 迁钢炼钢生产工艺概况
首钢股份公司迁安钢铁公司(全文简称迁钢)炼钢作业部分为一、二炼钢两个生产单元,一炼钢单元有3座210 t转炉,5座精炼站(LF炉、吹氩站、CAS精炼站各1台,单工位RH精炼站1台,双工位RH精炼站1台),双流板坯连铸机2台,八流方坯连铸机2台。二炼钢单元有2座210 t转炉,4座精炼站(双工位LF炉、双工位CAS精炼站各1台,RH精炼站2台),双流板坯连铸机2台。图1、图2分别为一、二炼钢工艺图。
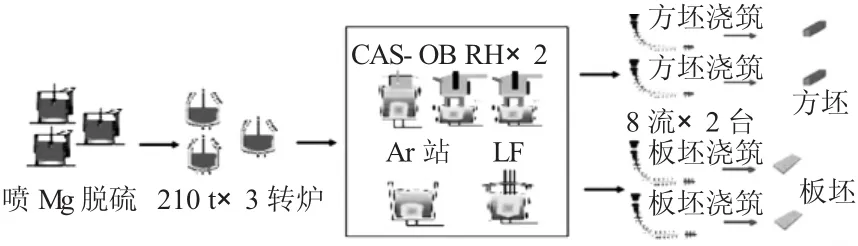
图1 一炼钢工艺
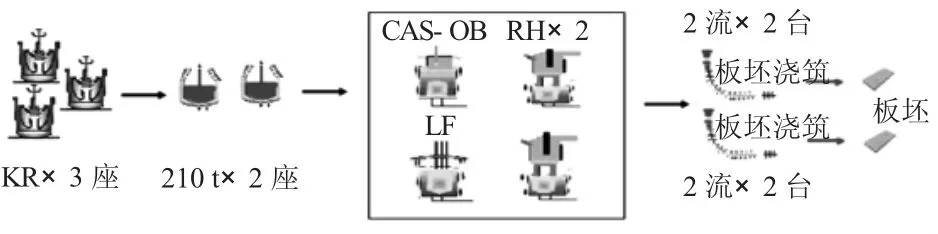
图2 二炼钢工艺
一炼钢和二炼钢生产单元是经过三期项目建设而成,其中一炼钢生产单元是一、二期分步骤建成,整体布局相对较差。二炼钢属于三期配套完善项目,是在已充分设计论证的基础上建设而成,避免了诸多类似一炼钢存在的工艺装备约束问题。其主要区别如表1所示。
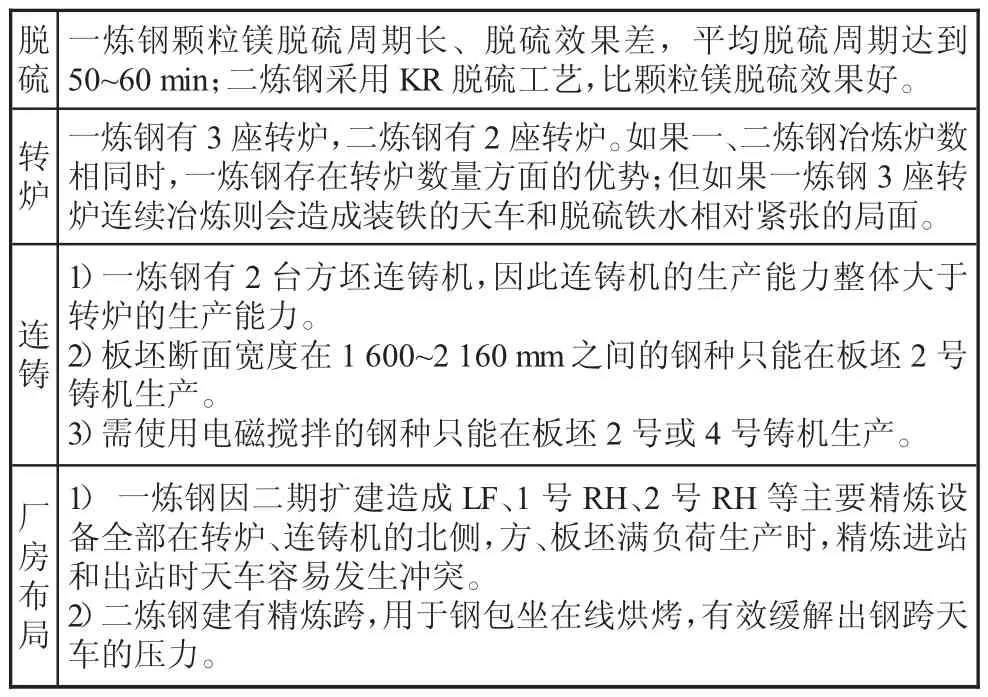
表1 两个炼钢生产单元的主要区别
2 生产作业计划编制现状
从迁钢公司产销衔接和订单组织的生产运营流程来看,从市场信息到生成作业计划,须经过几个部门(股份公司营销管理部、总公司技术研究院和股份公司制造部、炼钢作业部等)的处理,信息传递路径较长。具体的编制流程如下:
股份公司营销管理部负责接收外部订单信息,与总公司技术研究院和股份公司制造等单位完成合同评审后,将信息汇总成月度需求,并于每月下旬召开下月生产计划平衡会。
会后,由制造部按照营销管理部提供的月度需求,在查找完现有库存的基础上,进行编制公司月生产作业计划,并下达到各个作业部。制造部及相关作业部根据迁钢公司月度生产作业计划,进一步编制周和日生产作业计划。
制造部钢轧室炼钢生产组织员负责整合订单资源,根据交货期的先后顺序,安排冶炼品种及炉数,然后组成浇次(包括品种、规格和数量),形成周计划粗排和日生产计划,并以日计划形式下发至炼钢作业部。
炼钢日生产作业计划的编制工作由炼钢作业部生产技术室生产计划专业员负责。炼钢作业部接收到的日生产计划是以浇次为最小生产单位。生产计划专业员凭借经验采用人机互动的方式,结合设备检修计划的安排,对浇次的顺序进行调整。当设备检修与浇次生产工艺冲突时,需与制造部进行沟通并进行相应的调整;然后根据转炉炉役的整体安排,结合各座转炉的炉龄和炉况,对一、二炼钢两个生产单元的产量进行任务分配,从而完成炼钢作业部的日生产作业计划编制工作。
3 生产作业计划编制存在的问题
炼钢作业部日生产作业计划内容主要包括:产量、炉数、浇次、品种及规格;转炉补炉、更换滑板挡渣机构、更换出钢口等项目的内容及时间;设备检修的检修项目内容及工期。目前日生产作业计划的编制中主要有产量分配和负荷平衡问题,即产量和设备检修工作的平衡问题;作业排序问题,也就是生产订单的品种和浇次的安排问题。
3.1 产量和设备检修工作的平衡问题
在日生产作业计划中的产量通常是指转炉冶炼的炉数和所浇铸成铸坯的重量,编制计划时要对一、二炼钢两个生产单元的产量进行分配。日生产作业计划编制中存在产量分配和设备检修相冲突的问题,在计划安排时需要进行平衡。在炼铁作业部三座高炉生产顺行的正常情况下,日均生产出的铁水量如表2所示。

表2 炼铁作业部日产铁水量 t
编制日生产作业计划时,要根据需要消耗的铁水量和一、二炼钢的实际生产能力,并结合两个炼钢生产单元的设备检修计划,平衡两个炼钢生产单元的产量任务分配。炼钢-精炼-(方)板坯主流程工序、主要天车和涉及到能源介质的设备检修,此类检修计划的执行需要单体设备或某一系统停止工作,且对于检修工期的要求较为严格。当安排转炉进行设备检修时,一、二炼钢的生产格局会发生变化,即一炼钢有一座转炉检修时,生产格局变为“2+2”四座转炉生产,二炼钢有一座转炉检修时,生产格局变为“3+1”四座转炉生产;LF和RH等精炼炉检修时,走相应生产工艺的钢种无法生产;(方)板坯连铸机检修时,则直接影响生产能力和产量。
炼钢产量分配原则,兼顾两个炼钢单元产能限制的同时,要保证热轧两条产线的坯料需求。
1)当炼钢铸机检修时,无法消耗当天的铁水,适当调高检修前、后两天的产量。
2)炼钢转炉检修或者炉役时分为两种情况:一炼钢一座转炉检修或者炉役时,“2+2”生产模式下,不需要调整产量;二炼钢一座转炉检修或者炉役时,“3+1”生产模式下,则需要调整产量。
因此,选择恰当的维修方式,并加强日常设备的巡检和维护是十分重要的。
3.2 生产订单的品种和浇次的安排问题
生产订单的品种和浇次的安排主要存在排序问题,包括浇次内品种的排序和浇次之间的排序。
由炉次组合成浇次时,为了达到一定的连浇炉数,在保证品种钢的炼成率的前提下,浇次内品种的顺序安排,需遵循相关的技术规则(连浇规则和涮钢包等规则)及满足以下条件:炉次之间的板坯厚度必须一致;板坯的宽度变化不允许超过一定次数;同一浇次内不同炉次对应钢级相同或相近且满足连浇条件;浇次中的炉数受中间包寿命的长短限制。
前后两个浇次之间顺序的安排主要存在工艺路线约束和技术规则约束问题。工艺路线是指产品生产过程中的作业步骤及相关信息的集合。比如,按照产量安排需要两台连铸机同时生产时,因精炼工序各精炼站的数量和处理时间等资源限制,所以两个浇次的品种精炼工艺存在相互冲突的问题;而技术规则约束则是因工艺或者成分等要求,对前后生产的浇次的品种进行特殊要求。
4 生产作业计划编制改进措施
4.1 规范设备检修计划管理、提高设备功能精度
设备的运行稳定,是生产稳定的前提和保证。针对设备的状况,对设备实行年计划检修、月计划检修和日计划检修等定修制度。因此,对设备检修计划的规范,主要从以下三个方面开展工作。
4.1.1 明确职责和分工
生产技术室根据设备管理室提报的设备检修项目,合理安排每次铸机例修与转炉强化的时间。根据铸机生产要求的过钢量排定铸机例修的日期,转炉及精炼设备强化结合铸机例修同步安排。设备管理室负责全厂生产设备检修的管理,负责组织落实检修计划的编制、调整和控制年度、季度、月度生产设备检修计划。
4.1.2 规范设备检修项目的提报程序
设备检修计划的定稿要充分考虑季节变化、有无节假日、有无定修、有无材料备件储备、在线使用周期、安全措施是否完善等诸多因素,避免出现大而全,又无实际指导意义的检修计划。根据设备的运行特点和工艺变化情况,合理组织临时计划检修。设备管理室的检修计划员要根据设备的具体情况及与生产技术室协调的检修时间,在设备检修强化前一个工作日,完成编制《设备强化检修计划表》。
4.1.3 依赖维修标准作业提升操作技能
在设备维护和检修过程中推行标准化作业,将定性的内容尽量量化,减少人为因素在检修工期、检修质量和检修安全中的影响。在检修维护等大包单位的管理上,通过推行标准化作业不断提高维护人员的业务操作技能和水平。
总之,设备检修计划的的管理要在保证经营生产目标实现的前提下,综合平衡生产要求、检修周期、设备状况、检修质量和成本等因素,确定设备检修计划。规范设备检修计划,提高设备的可靠性和功能精度,为生产作业计划的编制和兑现创造基本条件。
4.2 合理安排浇次品种结构、推进品种专线化生产
通过在线调宽和异钢种连浇的方式,实现不同断面之间连浇和不同钢种之间连浇。结晶器在线调宽工艺,通过移动结晶器的窄边来调整宽度,从而控制浇铸板坯的不同断面。异钢种连浇,目前主要有两种方式:一种不插隔板,仅限于成分相近的钢种;另一种为插隔板,适用于成分差别较大的钢种。
在满足工艺、产能等约束的前提下,在日生产作业计划的编排过程中,生产计划专业要在综合考虑涮转炉、涮钢包和涮真空室等规则的基础上,合理安排两个炼钢生产单元的品种结构和浇次的冶炼顺序,形成一炼钢生产单元以汽车板为主和二炼钢生产单元以电工钢为主的专线化生产格局。以二炼钢为例,二炼钢是以生产电工钢、马口铁和集装箱为主,存在相关的技术要求。
1)涮钢包规则:冶炼电工钢前一浇次,要求必须用低碳品种涮转炉、涮钢包和RH真空室,电工钢和集装箱后面不能生产马口铁(分别为高硅和低硅品种);所以二炼钢的主要浇次生产模式为马口铁-低碳品种-硅钢-集装箱。
2)专线化规则:目前除低牌号无取向硅钢等可以在板坯3号机生产,其余高牌号无取向和取向硅钢由于需使用电磁搅拌只能在板坯4号机生产;在线调宽和不同钢种之间的插铁板连浇只能在板坯3号机进行,板坯4号机不能进行插铁板连浇;高牌号硅钢一般要求使用前期的转炉生产。
综合以上规则及各品种生产的技术规则,生产硅钢、集装箱、马口铁的同时再穿插其他品种生产,因此二炼钢的生产浇次顺序相对固定单一,一炼钢由于有方坯和板坯,浇次的顺序安排要相对复杂。
5 结语
生产作业计划编制是制造系统生产管理的核心,合理的计划对生产系统的高效运行有着重要的影响。本文针对迁钢炼钢生产作业计划编制进行分析,明确了存在产量与设备检修工作的平衡问题、生产订单的品种和浇次的安排问题;提出了规范设备检修计划管理、提高设备功能精度,合理安排品种和浇次结构、形成专线化生产的措施。
猜你喜欢
化工管理(2022年14期)2022-12-02
山东冶金(2022年2期)2022-08-08
昆钢科技(2022年1期)2022-04-19
商品与质量(2021年17期)2021-04-23
中学生数理化·中考版(2020年12期)2021-01-18
重型机械(2020年3期)2020-08-24
山东冶金(2019年2期)2019-05-11
减速顶与调速技术(2018年2期)2018-11-09
中国工运(2018年8期)2018-08-24
新疆钢铁(2015年2期)2015-11-07
