
高压锅筒预焊件药芯焊丝气体保护焊焊接试验
2018-05-24 19:26石丽花
山西冶金 2018年2期
石丽花
(太原锅炉集团有限公司, 山西 太原 030006)
高压锅筒(材质P355GH)筒内预焊件(材质为普通碳钢)一般较长,大致在7 m以上,有时可达10余米。由于需要焊接的预焊件较长,目前采用焊条电弧焊进行焊接,锅筒内部施焊条件较差,生产效率较低。为了提高生产效率,采用药芯焊丝气体保护焊(FCAW)进行生产工艺性能及力学性能试验[1]。
1 焊接方法的选择
药芯焊丝是在结合焊条的优良工艺性能和实芯焊丝的高效率自动焊的基础上产生的一类新型焊接材料,优点如下。
1.1 焊接工艺性能好
在电弧高温作用下,芯部各种物质产生造气、造渣以及一系列冶金反应,对溶滴过渡形态、熔渣表面张力等物理性能产生影响,明显地改善了焊接工艺性能。即使采用CO2气体保护焊,也可实现溶滴的喷射过渡,可做到无飞溅和全位置焊接,且焊道成型美观。
1.2 熔敷速度快、生产效率高
药芯焊丝可进行连续地自动、半自动焊接。焊接时,电流通过很薄的金属外皮,其电流密度较高,熔化速度快。熔敷速度明显高于焊条,并略高于实芯焊丝。生产效率约为焊条电弧焊的3~4倍。
1.3 合金系统调整方便
药芯焊丝可以通过金属外皮和药芯两种途径调整熔敷金属的化学成分。特别是通过改变药芯焊丝中的填充成分,可获得各种不同渣系、合金系的药芯焊丝以满足各种需求。该优点对于低合金高强度钢焊接的优势是实芯焊丝无法比拟的。
1.4 能耗低
在电弧焊过程中,连续地生产使得焊机空载损耗大为减少;较大的电流密度,增加了电阻热,提高了热源利用率,这两者可提高药芯焊丝能源有效利用率,可节能20%~30%。
1.5 综合成本低
焊接生产的总成本应由焊接材料、辅助材料、人工费用、能源消耗、生产效率、熔敷金属表面填充量等多项指标综合构成。焊接相同厚度(中厚板以上)的钢板,单位长度焊缝其综合成本药芯焊丝明显低于焊条,且略低于实芯焊丝。使用药芯焊丝经济效益是非常显著的[2]。
2 材料分析
试验采用 P355GH(DIN EN10028-2)与 Q245R(GB713)进行焊接。通过试件材料的化学成分及力学性能分析,确定P355GH和Q245R药芯焊丝气体保护焊的焊丝采用E71T-12M-J(标准:AWS A5.20/ASME SFA5.20),Φ1.2。试件材料及焊丝的化学成分及力学性能见表1及下页表2。
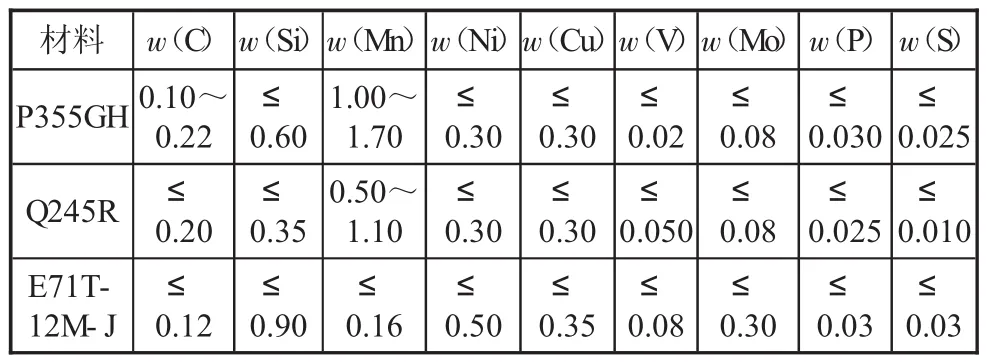
表1 化学成分表 %
3 焊接工艺评定试验
3.1 坡口的选择
考虑到工艺评定的覆盖问题,试件厚度定为40 mm。考虑到工件变形及填充量的问题,选择的
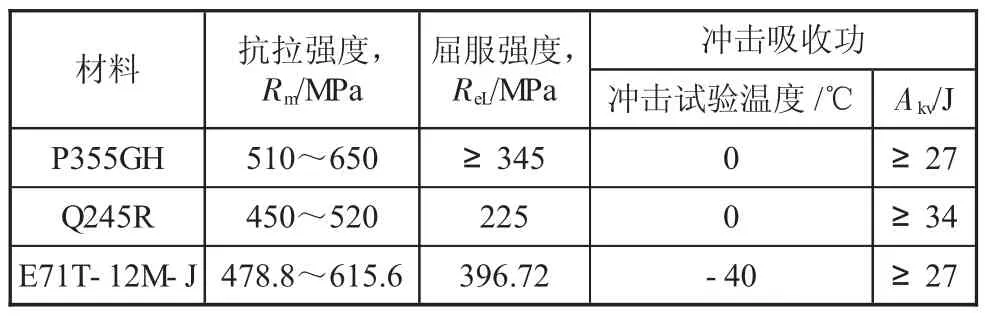
表2 力学性能
坡口形式为X型,坡口尺寸如图1。
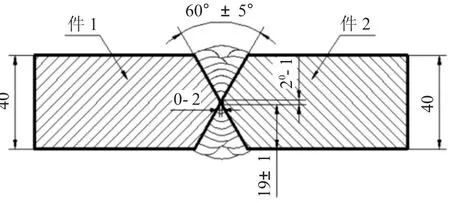
图1 坡口示意图(mm)
3.2 试件制备
按图1分别制备P355GH和Q245R的试件,规格为 δ40×100×750。
3.3 焊前准备
试件焊前打磨要求:应将坡口表面及其两侧10 mm范围母材内外表面的氧化皮、油、漆、垢、锈等清理干净,直至发出金属光泽。焊丝使用前应除净污物。预热:试件焊接前需预热到100℃以上。
3.4 焊接
焊接参数要求:焊接电流为200~240 A;电弧电压为20~24 V;保护气体为Ar+CO2,流量为20~25 L/min,气体混合比为φ(Ar)=80%~85%,φ(CO2)=20%~15%;焊接速度为盖面层 7~10m/h,其余层15~25m/h;焊接过程中注意测温,保证焊接过程中道间温度不超过 300 ℃[3]。
焊接过程:为防止工件热变形,需要正反面交替焊接。正面焊接第一层后,背面用角向磨光机清根并修磨完成后,背面焊接第一层,此后,二、三、四层正背面交替焊接,反面四、五层焊后,正面其余层全部焊完,最后焊背面其余各层。施焊中,应特别注意焊道接头和收弧的质量,收弧时应将熔池填满。
焊接完成后对焊缝表面缺陷进行检测,经检测无裂纹、咬边、气孔、夹渣、未熔合等表面缺陷。确定试件焊缝表面质量检查合格。
3.5 无损检测
对焊缝进行100%射线检测。经检测,焊缝质量分级为Ⅰ级,合格。
3.6 焊后热处理
经无损检测合格后,试件进行焊后热处理。退火热处理:升温速度≤120℃/h,保温温度560℃±15℃,保温时间6 h,保温时间结束后炉冷低于300℃,出炉空冷。
4 检查
工件焊后热处理冷却后,按照NB/T 47014—2011《承压设备焊接工艺评定》进行力学性能和金相试件的加工。冲击试验试样按标准件加工。拉伸试验:室温下,横拉的抗拉强度为460 MPa,全拉的抗拉强度为536 MPa。弯曲试验:4件180°侧弯结果均完好。冲击试验:热影响区冲击功为205 J、203 J、206J、119J、133J、140J,焊缝区冲击功为 182J、173 J、201 J。
金相检测部位及组织见图2—图6,经金相检测:无疏松、裂纹,无过烧组织且无淬硬性马氏体。
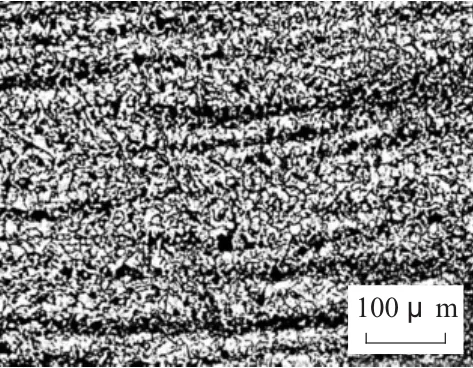
图2 P355GH母材:铁素体+珠光体
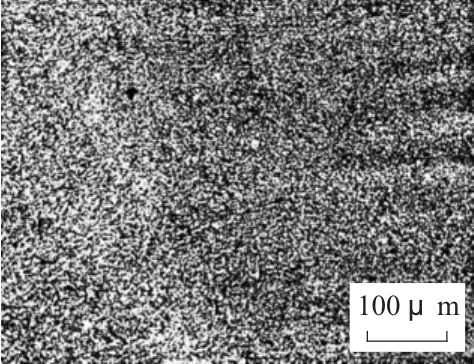
图3 P355GH热影响区:铁素体+珠光体
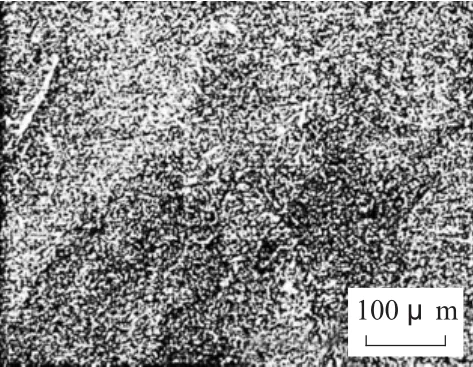
图4 焊缝:索氏体
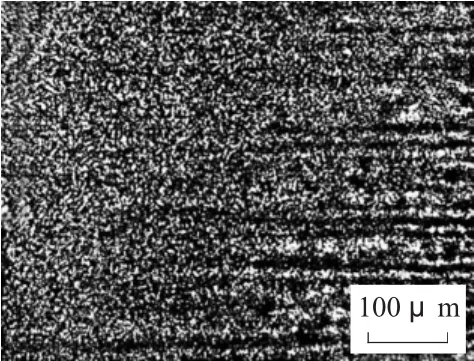
图5 Q245R热影响区:铁素体+珠光体
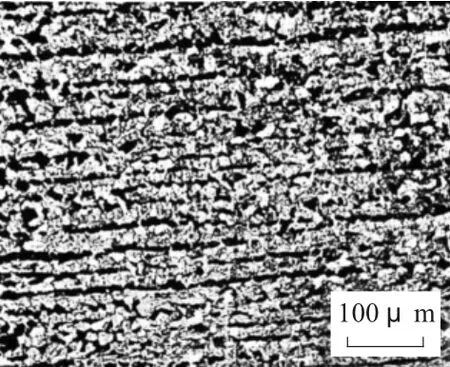
图6 Q245R母材:铁素体+珠光体
5 结语
根据标准,拉伸试验、弯曲试验、冲击试验试验结果均合格。金相经检测符合执行标准。说明P355GH+Q245R药芯焊丝气体保护焊的焊接工艺是合理可行的。
[1]杨松主.锅炉压力容器焊接技术培训教材[M].北京:机械工业出版社,2005.
[2]ASME锅炉及压力容器材料委员会.ASME锅炉及压力容器规范国际性规范Ⅱ材料C篇焊条、焊丝及填充金属[S].中石协ASME规范产品专业委员会(CACI)翻译.北京:中国石化出版社,2013.
[3]中国机械工程学会焊接学会编.焊接手册:焊接方法及设备[M].北京:机械工业出版社,2001.
猜你喜欢
航空制造技术(2022年5期)2022-07-15
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
