
基于Workbench刀砧的热-结构耦合分析
2018-05-18 07:17:17张鸿飞贾晓亮
锻压装备与制造技术 2018年2期
张鸿飞 ,尹 华 ,贾 ,贾晓亮 ,姚 鹤
(1. 兰州兰石能源装备工程研究院有限公司,甘肃 兰州 730050;2.甘肃省金属塑性成型装备智能控制重点实验室,甘肃 兰州 730050;3.兰州兰石检测技术有限公司,甘肃 兰州 730050;4.甘肃省大型快锻液压设备工程技术研究中心,甘肃 兰州 730050)
随着国内外石油化工、航空航天、船舶舰艇、核电、重型机械等行业对大型锻件的需求日益增多,高精尖智能化大型锻造设备的发展状况已经成为衡量一个国家综合国力的重要指标[1],而锻造工具作为高精尖智能化大型锻压设备的辅助锻压工具,是锻造行业自动化生产过程中不可或缺的,它在提高生产率、改善生产条件、降低劳动强度、提高锻造质量方面非常重要。在自由锻造过程中,锻造工具的工作环境恶劣,不仅受到很大的压应力、弯应力、热应力等,有时甚至还会受到一定的冲击力,锻造热加工过程中的热退火导致模具材料的强度、硬度、耐磨性大大减弱,同时还会出现疲劳、蠕变等现象。刀砧作为锻造工具中的一种,主要完成锻压工序中的热切[2],刀砧各主要零部件的材料为铸钢、合金工具刚,要求不仅具有很高的强度、耐磨性、耐高温性,而且制造工艺复杂,制造、维修成本较高,而且国内对此研究文献较少。因此有必要对刀砧进行热-结构耦合作用下的应力、应变等情况进行分析研究,为实现其轻量化、少维护、长寿命、安全性设计提供理论依据。
1 三维参数模型
根据以往刀砧设计经验、方法及国内学者对刀砧的研究,如赵立慧[3,4]对锻造液压机的刀砧进行了分析及设计,通过SolidWorks建立了剁刀砧三维参数模型,如图1所示。

图1 刀砧
2 静力学分析
将刀砧的SolidWorks三维参数模型导入Workbench静力学模块,对其进行静力学分析。采用Size进行全局网格划分,然后再采用refinement局部细化网格,总计划分网格单元2888970个、节点数4488293,如图2所示。设置摩擦接触对和绑定接触对,同时为了模拟刀砧实际工况,对刀砧砧板上施加8MN的工作压力,砧座下表面采用固定支承约束来模拟其实际工作过程中的受力情况。
图2 网格剖分
2.1 应力、应变
由图3等效应力云图可知,刀砧的等效应力均处于较低值0.017MPa,只有在砧座安装砧板凹槽内的倒角处出现较大的应力集中,刀砧的上座、砧座选用材料为ZG25Mn,屈服强度为270MPa,安全系数取值为2,则其许用应力为135MPa,最大等效应力远小于其安全许用应力值;刀砧板选用材料5Cr4W5Mo2V,其屈服强度为590MPa,安全系数取值为2,则其许用应力为295MPa,最大等效应力远小于其安全许用应力值。
由图4等效应变云图可知,刀砧所受到的等效应变最大值为0.04316mm,处于较低值水平。

图3 等效应力

图4 等效应变
2.2 方向变形
由图5a总等效方向变形可知,刀砧在实际工况下其方向变形主要发生在刀砧板、上座、垫块零件上,且刀砧板上所受的方向变形值最大,最大值为1.547mm。
由图5b可知,刀砧在实际应力、应变状态下,沿X轴正向有较大的方向变形,最大值为0.37mm,导致刀砧板沿X轴方向对上座产生一定的挤压,导致上座安装砧板凹槽处产生较大的应力及挤压变形,从而导致砧板与上座砧板安装处发生摩擦、磨损,进一步导致砧板在工作过程中发生窜动和振动。
由图5c可知,刀砧在实际工况下,组成刀砧的所有零部件都发生了Y方向变形,且刀砧板中部区域的变形量最大,最大值为1.3178mm,导致刀砧板两边缘发生翘曲现象,从而进一步加剧了刀砧板安装槽的磨损。
由图5d可知,刀砧在实际工况下,组成刀砧的所有零部件沿Z向产生了较大的方向变形,且其中上座的方向变形最大,最大值为0.298mm,可见在工作过程中,刀砧板对上座沿Z方向有挤压作用,导致上座所受的应力增大,变形增大。
综上分析可知:刀砧在静力学分析下,其沿X、Y、Z方向都产生了方向变形,且方向变形规律为Y>X>Z;组成刀砧的零部件中,刀砧板和上座的方向变形较大,恶化了上座的受力情况,导致上座的刀砧板安装槽产生更大的局部应力集中,且刀砧板与上座的刀砧板安装槽发生较大的磨损。
3 热-结构耦合分析
对刀砧进行热-结构耦合分析时,先对其进行热稳态分析,刀砧板上施加温度载荷,该温度载荷近似为刀砧热切棒料时棒料的初始温度值800℃,刀砧板上表面施加热流密度6.5W/mm2,刀砧板顶部对刀砧砧座底部的辐射黑度为0.3、环境温度20℃,同时对砧座下底面施加固定支承约束。
3.1 温度场
由图6可知,刀砧稳态热分析的温度场分部具有一定的温度梯度,其中刀砧板顶部受到热切的挤压变形及热传导,使得刀砧板顶部的温度场最高,然后温度场逐渐递减。
由图7可知,刀砧板上的热流密度最大,同时刀砧板中部区域由于热传导及散热快,导致该区域热流密度值较刀砧板与上座安装槽区域内热流密度值小。刀砧板与上座安装凹槽区域内由于热变形、刀砧板中部向该区域传热,而该区域散热慢,导致该区域热流密度值大。
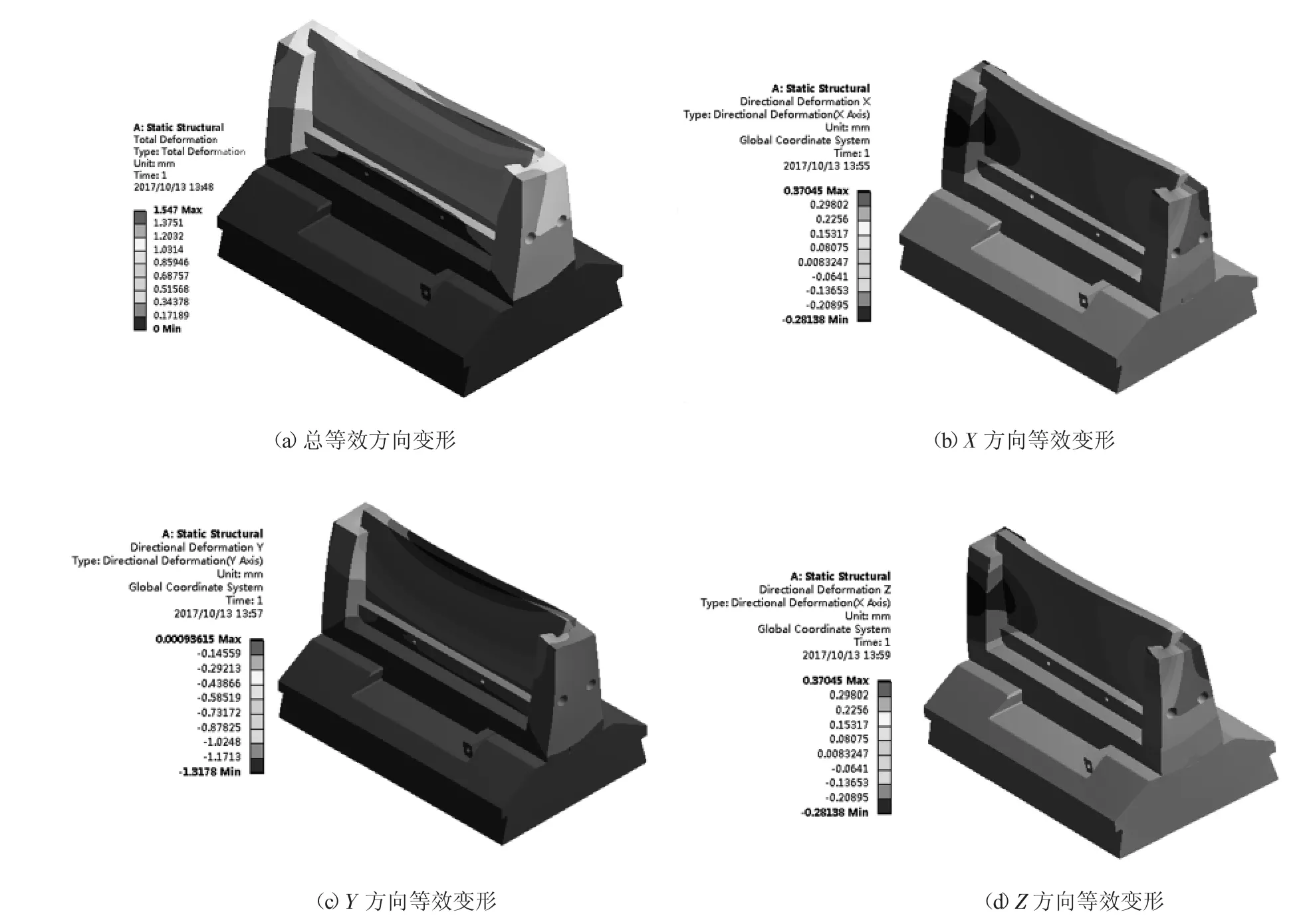
图5 变形
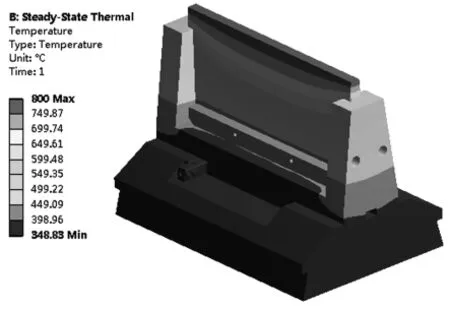
图6 温度场

图7 热流密度
3.2 应力、应变
由图8与图3对比分析可知,刀砧在热-结构耦合作用下,其所受等效应力值增大,且应力分部规律基本与刀砧静力学分析一致,同时在热-结构耦合作用下,刀砧板安装内的的局部应力值更大。
由图9与图4对比分析可知,刀砧在热-结构耦合作用下,其所受等效应变值增大,且等效应变分部规律基本与刀砧静力学分析一致,同时在热-结构耦合作用下,刀砧板安装内的的等效应变值较静力学分析下明显增大。
3.3 方向变形
由图10a与图5a对比可知,刀砧在热-结构耦合作用下,刀砧的总等效方向变形最大值为7.2mm,增大约为原来的5倍,且总等效变形的最大值位置由刀砧砧板变为上座砧板安装槽的外边缘。
由图10b与图5b对比可知,刀砧在热-结构耦合应力作用下,沿X轴正向方向变形较原来增大了10倍,最大值为3.4mm,且最大值位置由上座上边缘变为上座与砧座联结处。在耦合应力作用下,更加剧了刀砧板沿X轴方向对上座的挤压,导致上座安装砧板槽处产生更大的应力及挤压变形,从而导致刀砧板与上座砧板安装处产生更大的局部应力集中,进一步产生更严重的摩擦、磨损。

图8 等效应力

图9 等效应变
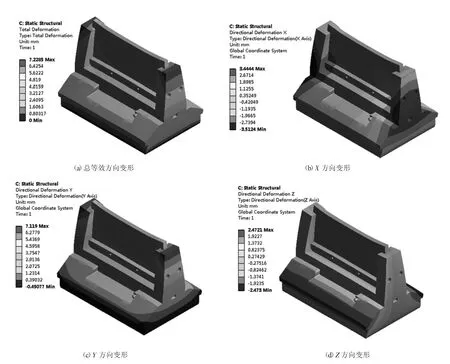
图10 变形
由图10c与图5c对比可知,刀砧在热-结构耦合应力作用下,组成刀砧的所有零部件都发生了Y方向变形,沿Y方向的变形最大值为7.119mm,增大约为原来的6倍,且最大值由刀砧变为上座砧板安装槽上边缘处。在耦合应力作用下,导致刀砧板两边缘发生更严重翘曲现象,从而进一步加剧了刀砧板对上座的挤压,导致安装槽的磨损更加严重。
由图10d和图5d对比可知,刀砧在热-结构耦合应力作用下,组成刀砧的所有零部件沿Z向产生了更大的方向变形,且最大值为2.47mm,增大约为原来的10倍。可见在考虑热应力情况下,刀砧在工作过程中,刀砧板对上座沿、上座对砧座沿Z方向有更大的挤压作用,导致上座所受的应力、应变及方向变形更大。
综上分析可知,刀砧热-结构的耦合应力作用下,其等效应力、等效应变及方向变形均较原来静力学分析下大幅度增加,且在耦合应力作用下,更加增大了上座、刀砧板的应变、方向变形,同时进一步增大了上座和刀砧板之间的挤压、变形。
4 结论
(1)刀砧在热-结构耦合应力作用下,应力、应变、方向变形都大幅增加,可见热应力对刀砧的影响很大。
(2)刀砧在实际工作中,刀砧板容易发生翘曲变形,且刀砧板容易发生较大的磨损;上座在刀砧实际工作中,不仅受到很大的挤压变形、磨损,而且局部会产生较大的应力集中,使得上座成为易损件。
参考文献:
[1] 郑文达,权晓惠,李俊辉.锻造液压机的现状及其展望[J].重型机械,2012,(3):2-10.
[2]刘 侠,胡协兴,刘 芳,等.一种锻件切割设备 [P].中国:CN202398776U,2012-08-29.
[3] 赵立慧.锻造液压机的刀砧[J].重型机械,2015,(6):20-22.
[4] 赵立慧.一种用于锻造液压机的刀砧、切割工具和方法[P].中国:CN103406483A,2013-11-27.
猜你喜欢
舰船科学技术(2021年12期)2021-03-29 01:28:24
百姓生活(2020年3期)2020-08-29 13:38:31
养生保健指南(2019年7期)2019-12-16 01:46:35
测控技术(2018年4期)2018-11-25 09:47:10
智富时代(2018年7期)2018-09-03 03:47:26
建筑科技(2018年6期)2018-08-30 03:41:08
发明与创新(2016年26期)2016-08-22 03:23:30
学苑创造·A版(2016年1期)2016-03-10 18:15:11
石油知识(2016年2期)2016-02-28 16:20:21
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:46
