
两性霉素B发酵染菌的原因分析及降低染菌率的措施
2018-05-14 08:04:24马亦蓉
机电信息 2018年14期
马亦蓉
(上海上药新亚药业有限公司,上海201203)
0 引言
虽然两性霉素B是由含37个碳原子组成的大环内酯乳糖七烯类的抗生素,是治疗全身性深度真菌感染的唯一有效药物,但其副作用大、毒性大,而两性霉素B脂质体能有效弥补这一缺陷。
作为两性霉素B脂质体的原料来源——两性霉素B,采用生物合成法(微生物发酵法)生产,利用两性霉素B的产生菌,在一定的条件(包括培养基、温度、pH、通气、搅拌等)下使其生长繁殖,并在代谢过程中产生两性霉素B,再用溶媒结晶法将两性霉素B从发酵液中提取出来,加以精制,最后获得两性霉素B成品。
两性霉素B的生产工艺(菌种→孢子制备→种子制备→发酵)属于发酵生产工艺。然而,发酵生产工艺要求,除大量繁殖两性霉素B的产生菌外,不允许其他杂菌(即染菌)的生长。染菌不仅消耗培养基中的营养成分,还会分泌某些对产生菌有毒性或者能使两性霉素B失去活性的物质。同时,降低两性霉素B的发酵单位,严重时会导致“倒罐”,即发酵过程中出现了较为严重的染菌现象,意味着发酵失败。因此,防止染菌,降低染菌率是发酵生产中一项长期、重要的工作。
本文从多方面入手,分析可能造成两性霉素B发酵染菌的原因,并通过制定相应的措施,降低染菌率。
1 发酵生产简介
1.1 工艺流程
两性霉素B的发酵工艺流程如图1所示。
1.2 设备流程
两性霉素B的发酵设备流程如图2所示。
1.3 关键工艺简述
将节状链霉菌(Str.nodosus)培育至生产菌株,需经种子阶段、发酵阶段的通气培养,培养基由葡萄糖等原料作为碳源、酵母粉等原料作为氮源,并添加微量元素,整个培养繁殖过程应保持严格的纯种状态。
在整个发酵过程中,需全程进行杂菌试验,以此来判断发酵过程是否染菌。通过观察菌种外观、镜检等手段来判断从一级发酵进入二级发酵(移种)的时机。两性霉素B经过发酵周期后,发酵液经酸化过滤,收集滤饼(两性霉素B菌丝体)。
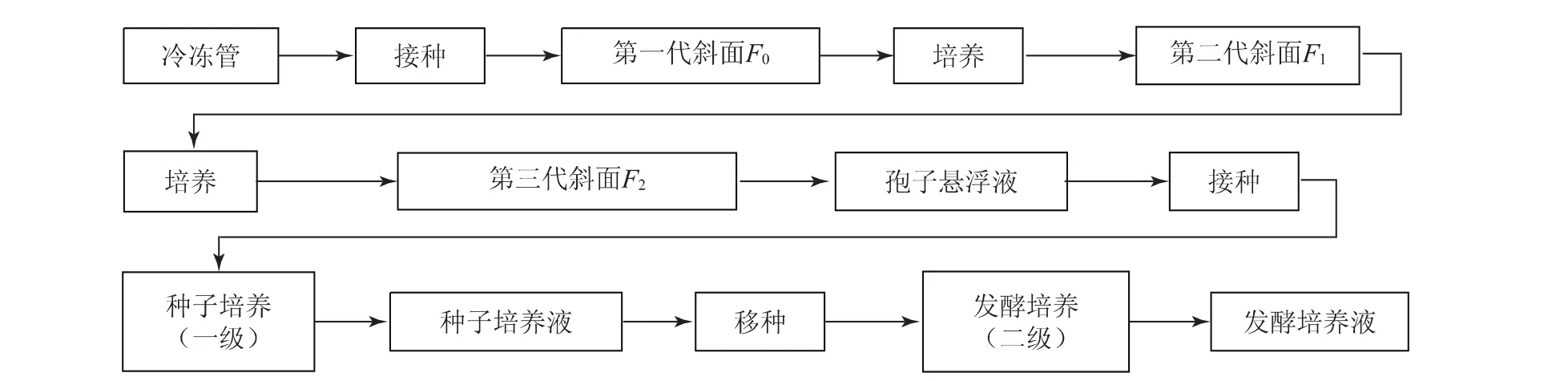
图1 两性霉素B的发酵工艺流程

图2 两性霉素B的发酵设备流程
2 染菌事件的调查
在两性霉素B发酵生产中发生了染菌事件,通过调查发现,其均为二级发酵间歇染菌,调查结果如表1所示,染菌情况严重,造成发酵效价低,过滤困难,只能作“倒罐”处理。
从表1可以看出:12批两性霉素B发酵的染菌率为50%,染菌情况严峻。
3 染菌原因分析及要因确认
两性霉素B发酵生产中的染菌原因分析及要因确认如表2所示。
在两性霉素B发酵生产的染菌事故调查中,经过染菌原因分析及要因确认后,汇总并制成染菌原因鱼刺分析图,如图3所示。
4 采取的控制措施
根据两性霉素B的染菌原因鱼刺分析图,针对引发染菌的主要原因,制定相应的控制措施,如表3所示。
4.1 空气系统中水分过多
总空气过滤器的失效多数是由空气系统中水分过多造成,若不能有效除湿,过滤介质极易失效,引起污染。针对这一情况,应落实专人负责空气系统的管理,定期检查,定时消毒,及时放出冷凝水,并对空气在进入总过滤器之前加热升温,使得相对

表1 两性霉素B发酵生产中染菌情况的调查

表2 两性霉素B发酵生产中的染菌原因分析及要因确认
4.2 罐体渗漏

图3 两性霉素B的染菌原因鱼刺分析图
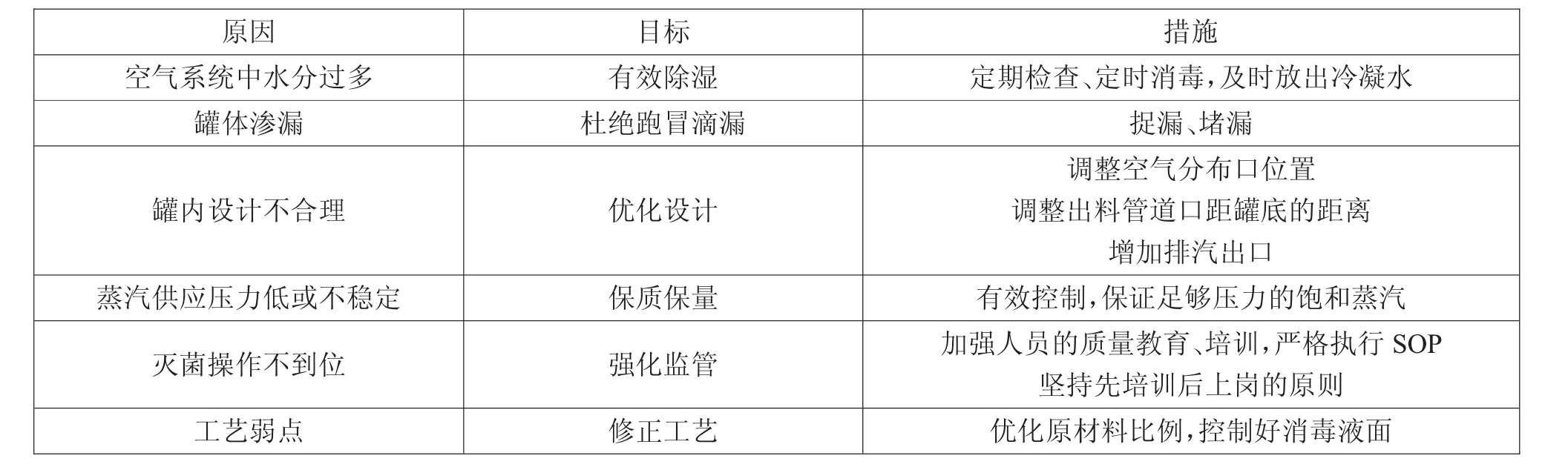
表3 控制措施
对发酵罐进行大范围检修,在罐体内电焊捉漏,检查夹套是否腐蚀穿孔,检查管道和连接部件安装是否合理;对罐壁、电焊缝渗漏处作相应处理,严密堵漏。
4.3 罐内设计不合理
(1)针对空气分布口偏高,影响发酵液吸收溶氧的情况,应降低空气分布板位置,使分布口高度适宜,使发酵液有效吸收溶氧。
(2)针对罐内出料管道口距罐底距离过大,影响发酵罐清洗,从而造成发酵罐染菌的情况,应把原来高度在100mm左右出料的管道口改为基本接近罐底。
(3)针对排汽管道细,排汽不流畅,出现死角的情况,应清理旋风器,增加排汽出口,减少排汽死角。
4.4 蒸汽供应压力低或不稳定
蒸汽供应的压力稳定是保证发酵系统有效灭菌的基础。若蒸汽压力不稳定,就会因为灭菌不彻底造成污染;若蒸汽压力低,就会造成灭菌时间长,进而破坏培养基。
一般蒸汽由动力车间供应,因此,应保证足够压力的饱和蒸汽及其稳定性。
4.5 灭菌操作不到位
(1)为了提高相关操作人员的素质,应对操作人员进行SOP教育培训,并进行考核;
(2)强化管理,严格要求员工按照岗位SOP操作,认真控制预热温度、罐温及维持罐内培养基温度,严格控制进料流量,保证灭菌质量;
(3)抽查操作人员的工作情况,并与工资、奖金挂钩。
4.6 工艺弱点
针对消毒时液面高的现象,可提高某培养基使用比例,降低另一培养基使用比例,使消毒液面得以有效控制。
5 效果检查与对比
在针对两性霉素B的染菌主因,制定并落实了相应的控制措施后,染菌情况大为改观,染菌率直线下降,具体效果如表4所示。图4为改进前后两性霉素B的平均效价对比,图5为改进前后两性霉素B的染菌率对比。

图5 改进前后两性霉素B的染菌率对比
从表4可以看出:12批两性霉素B发酵的染菌率为8.33%,染菌问题大有改观。
6 结语
本文从两性霉素B的发酵工艺入手,介绍了两性霉素B的发酵工艺流程和设备流程,通过分析可能造成发酵染菌的原因,结合实际情况,确定了发酵染菌的主要原因,并制定了相应的控制措施,改进后的染菌情况大为改观。
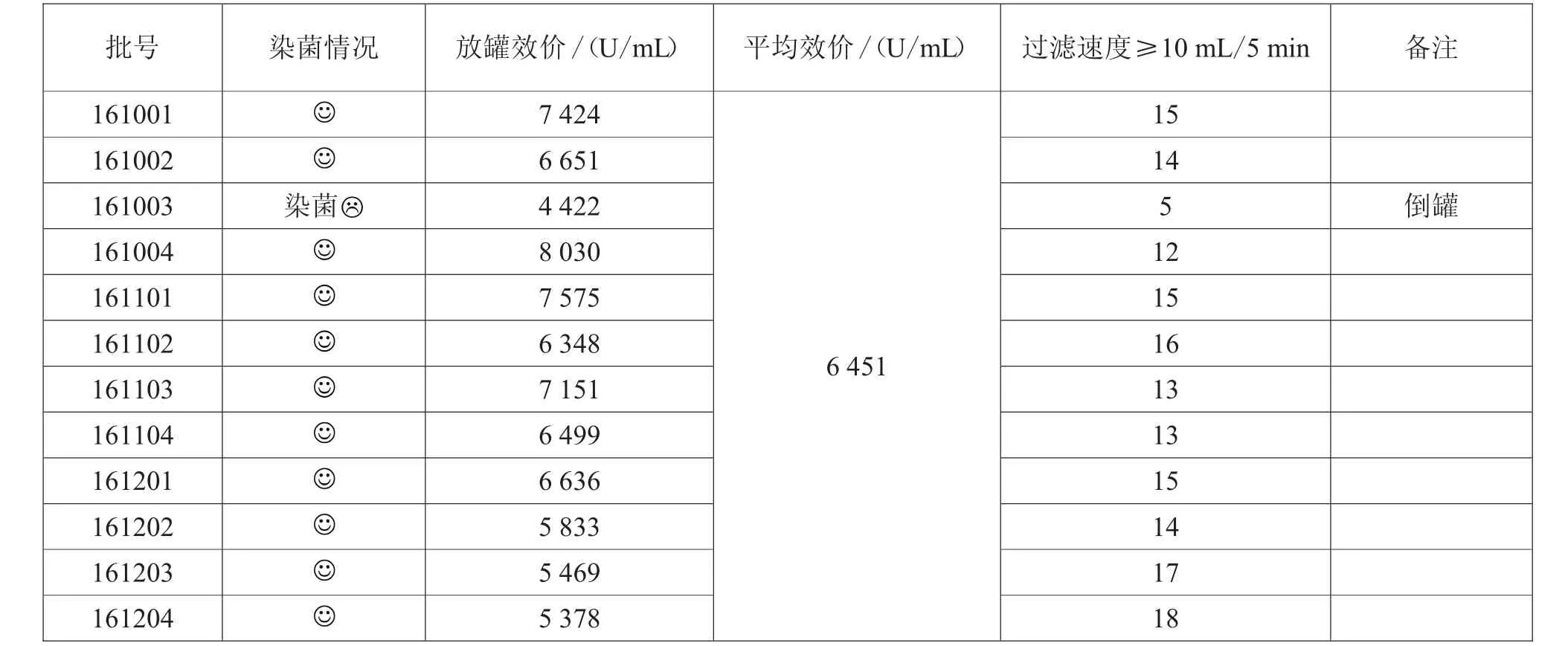
表4 改进后的染菌效果数据
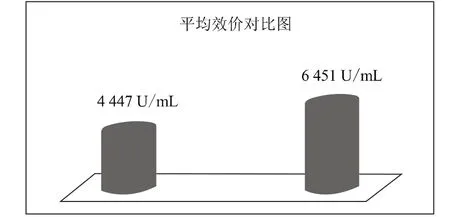
图4 改进前后两性霉素B的平均效价对比
同时,建议采取以下巩固措施:
(1)制定管理标准,加强对设备等的定期检查力度,每月进行检查、维修,发现问题及时解决;
(2)修正工艺规程,并写入标准操作规程;
(3)制定岗位培训计划,对员工定期进行各项规章制度、岗位操作规程及相关文件的培训,并严格遵照执行。
[参考文献]
[1]陈裕充,温海.两性霉素B及其脂质体的抗真菌机制[J].中国真菌学杂志,2006,1(5):312-314.
[2]王以光.抗生素生物技术[M].北京:化学工业出版社,2009:26-28.
[3]熊宗贵.发酵工艺原理[M].北京:中国医药出版社,1995:38-40.
[4]马寅姣,宋沁馨,顾觉奋.抗生素筛选方法[J].中国抗生素杂志,2010,35(9):654-658.
[5]贺娟.一株产大环内酯类抗真菌抗生素菌株的鉴定及发酵工艺优化[D].杭州:浙江大学,2011.
猜你喜欢
建材发展导向(2022年2期)2022-03-08 01:43:36
建材发展导向(2021年22期)2022-01-18 06:11:52
大众投资指南(2021年35期)2021-02-16 01:06:06
昆明医科大学学报(2020年12期)2021-01-26 00:44:30
中国感染与化疗杂志(2019年2期)2019-01-06 23:34:24
天然产物研究与开发(2018年4期)2018-05-07 06:47:53
中成药(2018年1期)2018-02-02 07:20:03
中国房地产业(2016年2期)2016-03-01 01:25:43
中外医疗(2015年18期)2016-01-04 06:52:03
食品科学(2013年14期)2013-03-11 18:25:13
