
尺寸偏差控制技术在汽车塑料尾门中应用研究
2018-05-14 01:26:01喻大伟蔡浩华孙晓明陈普
汽车零部件 2018年3期
喻大伟,蔡浩华,孙晓明,陈普
(东风汽车公司技术中心,湖北武汉 430058)
0 引言
随着“十三五”节能减排规划的发布,作为国家支柱产业的汽车行业已将节能减排作为未来发展的趋势。而其中,轻量化技术则是实现节能减排的关键技术之一。汽车质量每下降10%,油耗下降6%~8%,排放减少4%~6%[1]。现有汽车背门大部分为钣金冲压焊接成形,零部件数量多,质量大,受金属冲压成形工艺限制,其造型也因此受限。塑料复合材料因其密度低,比刚度、比强度高,造型自由等优点,广泛用于汽车中实现轻量化,近年来出现了众多轻量化的塑料尾门[2-3]。由于塑料尾门本身的材料特性、制造工艺与传统钣金尾门有很大差异,导致目前针对钣金尾门的尺寸偏差控制标准不能简单地移植到塑料尾门的设计与制造中。因此研究与塑料尾门相匹配的尺寸偏差设计与调试标准迫在眉睫。
1 尺寸偏差控制技术
尺寸偏差控制技术主要分为前期设计阶段的尺寸偏差设计和后期工业化阶段的尺寸偏差调试。
尺寸偏差设计是以既定或预期的制造能力为出发点,开发合理的定位、合理地分配和制定公差及设计恰当的加工、装配工艺以使产品达到既定的匹配和功能要求,并且通过应用尺寸链分析或虚拟仿真技术对上述尺寸设计和尺寸要求进行风险评估和预防的一系列活动。尺寸偏差调试是运用科学有效的验证技术以及监控手段对尺寸偏差进行有效的诊断、预测以及调试补偿的一系列活动。在汽车塑料尾门开发过程中,无论是前期设计阶段还是后期工业化阶段,都运用了多种尺寸分析、控制手段使整个背门尺寸达到最优状态。图1为汽车塑料尾门在尺寸开发过程中涉及的主要内容以及重要应用技术。

图1 涉及塑料尾门尺寸开发的主要内容和技术
2 面向汽车塑料尾门的尺寸偏差设计
2.1 公差分析技术
公差分析也叫作公差的验证,就是指已知各零件的尺寸和公差,确定最终装配后需保证的封闭环的公差。传统钣金尾门是将冲压成形钣金件运用焊接工艺焊接成内、外板分总成,然后使用包边工艺使内板和外板包合而成。而新型的塑料尾门则是将注塑成形的内、外板运用粘接工艺连接成形。由于传统钣金背门在汽车制造中广泛使用,因此其尺寸公差控制标准已非常成熟,所以针对新研发的钣金背门的公差分析,各大主机厂往往直接沿用已量产车型的尺寸公差标准。而针对塑料尾门的尺寸公差分析,由于缺乏成熟的可借鉴的量产车型的尺寸公差标准,因此对塑料尾门的尺寸公差分析技术的研究与运用势在必行。
现在被广泛运用的公差分析方法可以分为如下3种:极值法(Worst Case,WS)、方和根法(Root Sum Squared,RSS)以及蒙特卡洛模拟法(Monte Carlo Simulation)。针对塑料尾门的尺寸公差研究,文中主要使用方和根法。图2为塑料尾门扰流板区域Y向尺寸链计算实例。
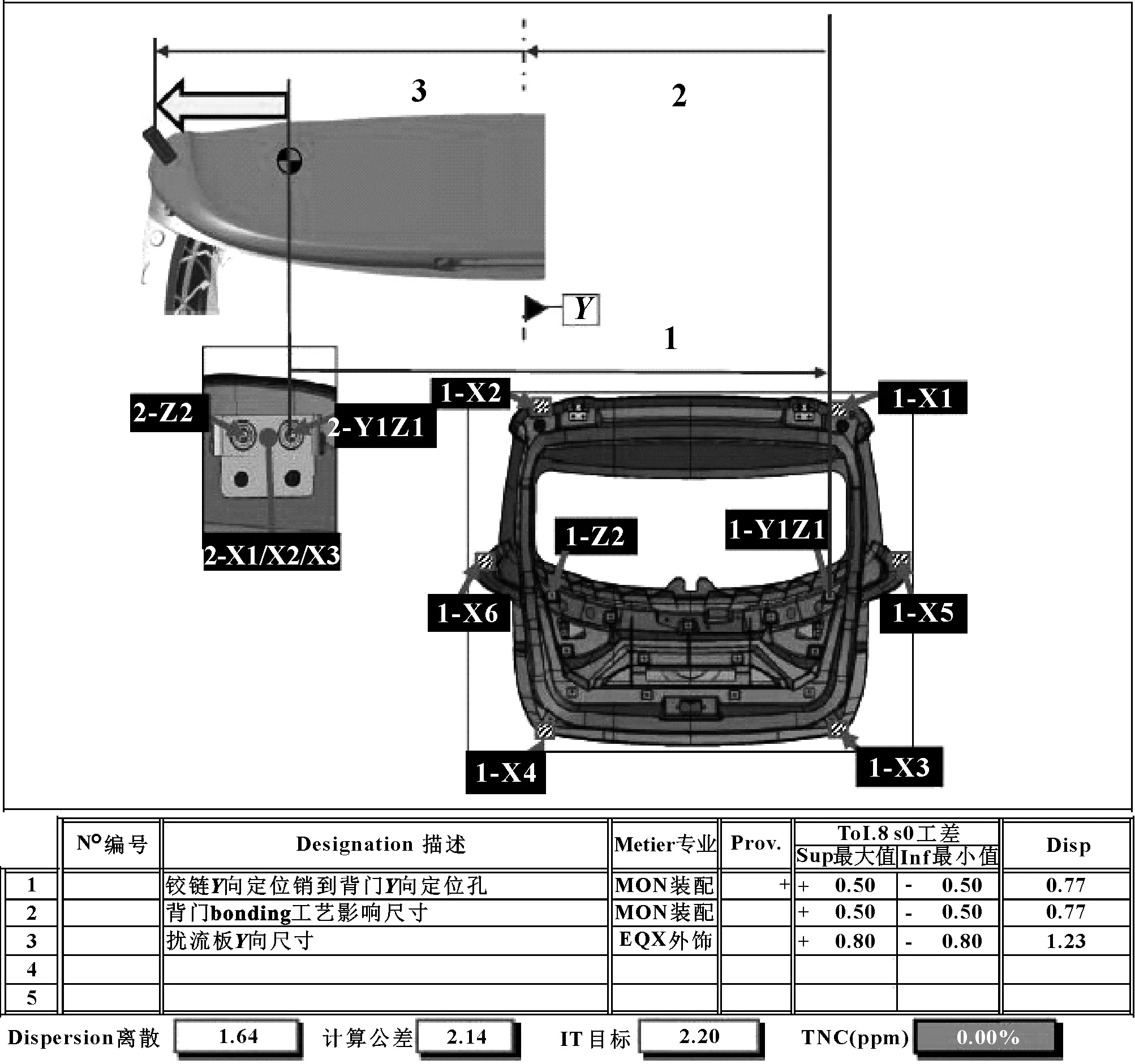
图2 塑料尾门扰流板区域Y向尺寸链计算实例
对塑料尾门各区域的尺寸链分析计算,可以得到初版尺寸公差值,如图3所示。通过对比传统钣金尾门与塑料尾门尺寸公差,可以得出:由于材料、工艺的特殊性,塑料背门的尺寸公差值往往比钣金尾门大。因此为了降低塑料尾门的尺寸公差值需后期制造时加强对工艺参数(注塑压力、温度、时间等)以及装配稳定性的管控。
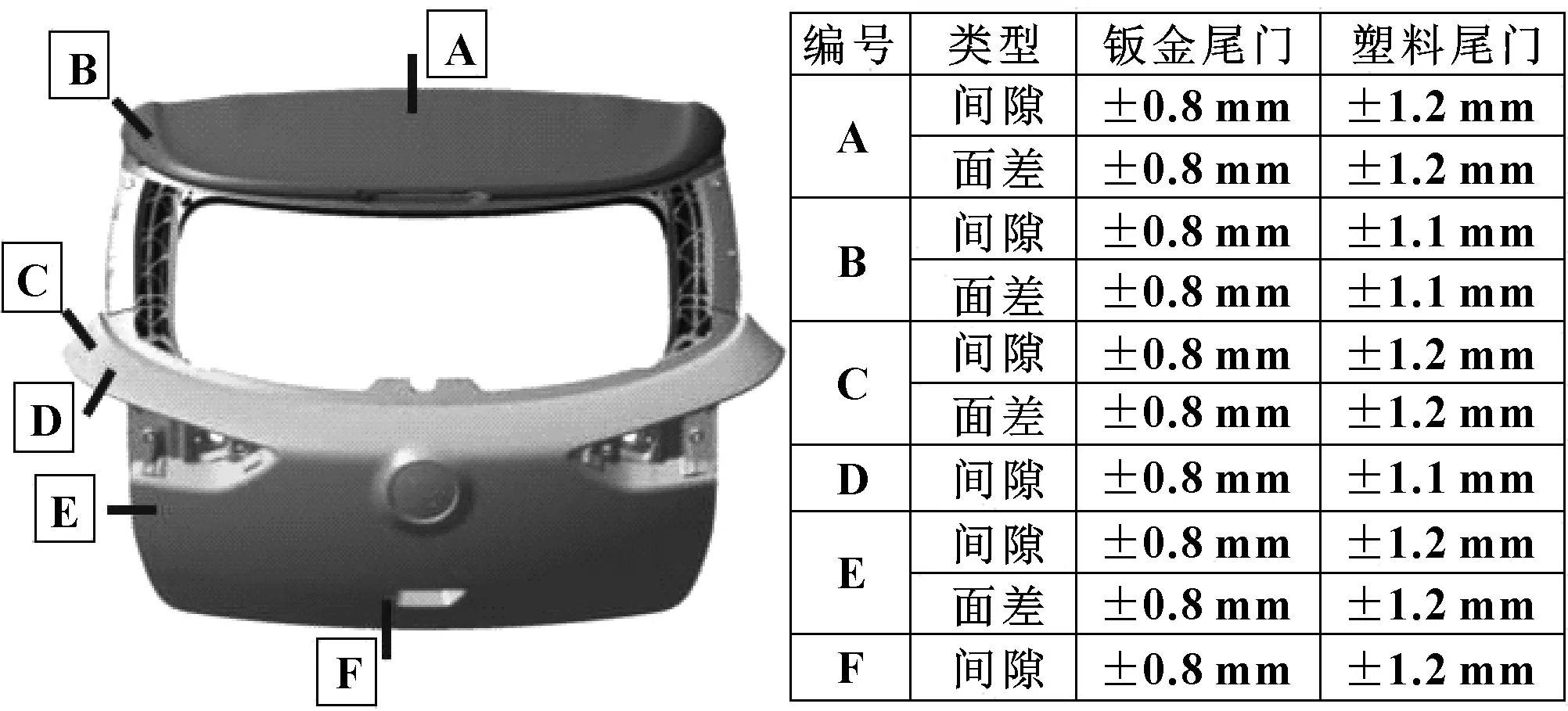
图3 塑料尾门与钣金尾门各区域公差对比
2.2 有限元尺寸分析技术
有限元方法是结构分析中的一种数值计算方法,也叫“有限单元法”(Finite Element Method,FEM),这种方法在结构力学领域的分析中引入了矩阵方法,使其在分析计算中的规律性很强,因此适用于通过计算机运算来解决实际问题[2-3]。目前在尾门设计中,主要运用有限元方法建立有限元模型完成多种工况下的模态分析和刚度分析。而在实际塑料尾门与车身装配完成后,由于尾门自身的性能以及车身上其他装配附件(如:尾门气撑、密封条、尾门玻璃、尾门锁、尾门锁扣等)的影响,尾门上局部位置将发生尺寸变形,最终影响整车的外观美学性。因此在塑料尾门前期设计阶段引入有限元方法对尾门变形进行有效分析以及对策优化将降低后期整车制造时产生的尺寸缺陷风险。
在进行整车状态下塑料尾门尺寸变形分析时,由于受到生产线工位规划布置的影响,目前有两种装配方案:方案一:尾门玻璃先与尾门装配完成后,再与车身装配;方案二:尾门(未带玻璃)先与车身装配,然后装配气撑、密封条、锁、锁扣,最后装配玻璃。为了更好地对最终装配效果做出评价,将对两种方案分别进行有限元尺寸分析。图4为方案一(先装尾门玻璃)有限元尺寸分析结果,图5为方案二(后装尾门玻璃)有限元尺寸分析结果。
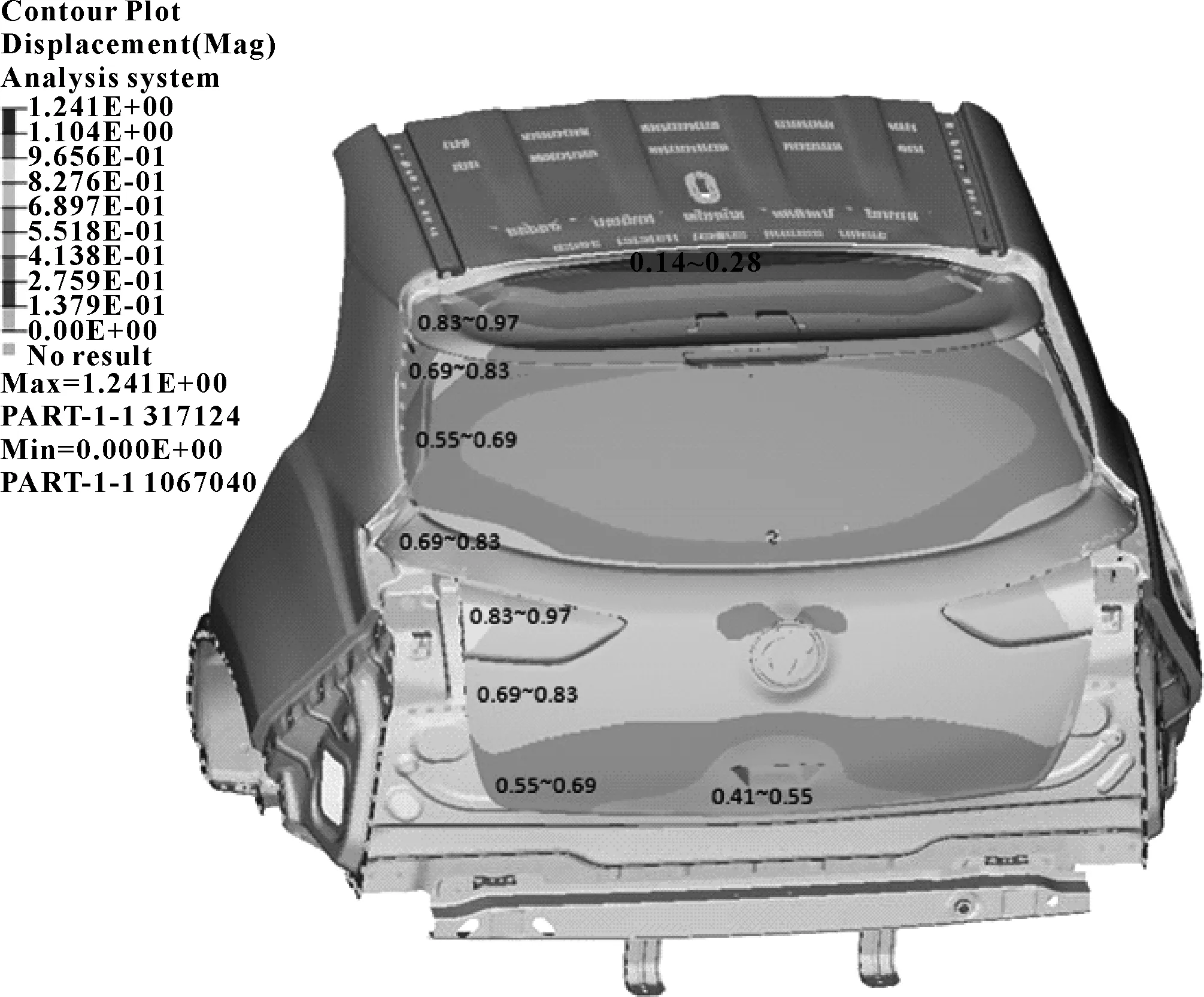
图4 方案一有限元尺寸分析结果

图5 方案二有限元尺寸分析结果
通过对比方案一与方案二的结果发现:(1)车身附件产生的反力对尾门尺寸有较大影响;(2)装配顺序对最终的尺寸结果有较大影响;(3)受塑料尾门自身性能以及造型影响,各局部位置变形无规律,后期工艺调整困难。因此设计阶段的有限元分析技术为工艺反变形尾门数据的设计以及塑料尾门的特殊检具设计提供了理论基础。
3 面向汽车塑料尾门的尺寸偏差调试
3.1 检具设计技术
传统的钣金尾门总成检具是在尾门开发及批量生产阶段,用来评价尾门尺寸品质状态的一种检测设备,它能模拟尾门装配状态,集中发现品质问题并能对工序变化量、重要功能孔及重要安装面进行品质管理,快速解决问题[3]。
图6为某车型钣金尾门总成检具,该检具可以实现里板单件、里板总成、尾门板件总成及尾门(带铰链)总成的外观间隙面差、密封面以及尾灯、锁、气撑安装孔位置度检测。

图6 某车型钣金尾门总成检具
塑料尾门总成检具的设计开发大致与钣金尾门一致。但通过前期设计阶段有限元尺寸分析发现,车身装配附件对尾门最终装配状态有很大影响,因此如何在尾门检具设计中增加和模拟实现与实车装配相一致的装配状态则是新型塑料尾门检具设计的重点。图7为某车型塑料尾门总成检具,在检具中增加车身装配附件(尾门气撑、密封条、尾门锁扣等)的安装结构,可以有效模拟总装尾门装配状态,确认整个系统装配完成后对尾门尺寸的影响。

图7 某车型塑料尾门总成检具
3.2 实物验证技术
实物验证技术主要是运用实物验证试验手段验证产品设计是否符合产品的性能要求。在前期设计阶段,利用公差分析、有限元尺寸分析已经对整个塑料尾门总成以及尾门在整车上的装配状态进行了理论分析,但实际尾门装配时如产生图5的装配尺寸变形时,往往首先会通过调整尾门锁扣的位置综合考虑尾门的整体变形状态,使其处于最优尺寸状态下,而整个过程的尺寸变化差异以及优化目前很难仿真模拟。因此需要利用总成检具或整车主模型检具进行实物验证试验对尾门的尺寸变化做进一步的验证。
实物验证试验的整体思路:主要对比实物尾门的初始总成尺寸(尾门的重要尺寸100%合格)与在标准检具或标准白车身上将尾门相关装配附件装配完成后的变形尺寸。通过对各局部位置的尺寸变形量的分析,既可以有效验证前期仿真分析的准确性,为后续新塑料尾门累计真实可信的数据形成组织记忆,又可以为尾门的最终尺寸改善提供数据支持。图8为通过实物验证试验,确认的尾门各局部位置的变化特点及变化量。
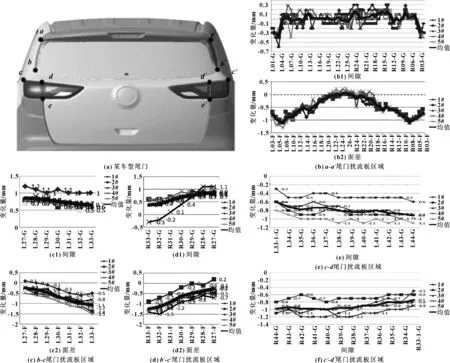
图8 某车型尾门各局部位置尺寸变化图
4 结束语
在汽车塑料尾门的前期设计阶段引入尺寸偏差控制技术可以对尾门的尺寸公差及尺寸变形规律进行有效仿真和确认,为后续制造提供理论支撑;在工业化调试阶段引入尺寸偏差控制技术可以则可更准确、更快速,更直观地分析出质量缺陷的根本原因,从而快速地改进质量。 表1为尺寸偏差控制技术在新型塑料尾门与传统钣金尾门中应用的特点与差异。

表1 尺寸偏差控制技术在钣金尾门与塑料尾门运用中的特点与差异
参考文献:
[1]中国汽车工程学会,中国汽车轻量化技术创新战略联盟,中国第一汽车股份有限公司技术中心.中国汽车轻量化发展:战略与路径[M].北京:北京理工大学出版社,2015.
[2]顾丽扬.某轿车塑料背门结构优化设计研究[D].长春:吉林大学,2013.
[3]王建中,田学强.汽车五门一盖综合检具的开发与运用[J].汽车工艺与材料,2010(6):48-51.
WANG J Z,TIAN X Q.Development and Application of Checking Fixture for 5-door and 1-cover of Vehicle[J].Automobile Technology & Material,2010(6):48-51.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:30:20
汽车维护与修理(2022年3期)2022-08-02 07:40:34
汽车实用技术(2022年10期)2022-06-09 11:16:26
中国应急管理科学(2022年1期)2022-04-18 22:12:38
制造技术与机床(2019年10期)2019-10-26 02:47:16
制造技术与机床(2018年10期)2018-10-13 06:37:04
制造技术与机床(2018年8期)2018-10-09 08:27:28
汽车科技(2015年1期)2015-02-28 12:14:51
创业家(2015年2期)2015-02-27 07:52:32
汽车科技(2014年6期)2014-03-11 17:45:54
