HXN3型内燃机车C6修检修技术平台的建立
2018-05-10 12:18:32李良喜宁国华阎国卿
铁道机车车辆 2018年2期
李良喜, 宁国华, 李 航, 张 炜, 阎国卿
(中车大连机车车辆有限公司, 辽宁大连 116022)
为适应铁路发展的需要,与世界发达国家先进的机车检修技术接轨,降低机车全寿命周期费用,提高机车运用效率,在坚持以可靠性为中心的维修理论、总结分析机车运用检修数据、调研对比国外机车修程修制的基础上,结合我国当前装备制造工业水平和机车运用检修实际情况,中国铁路总公司实施了机车修程修制的改革,颁发了铁总运〔2015〕30号《中国铁路总公司关于公布和谐型交流传动机车修程修制改革方案的通知》。通知规定了和谐型交流传动机车在修程上设置C1、C2、C3、C4、C5、C6修6个等级,其中C1~C4修为段级修程,C5、C6 修为高等级修程。
HXN3型大功率交流传动内燃机车自2009年投入运用以来,目前为止大部分机车已完成2年检、C5修等中高级修程,这对于保障机车的安全运行起到了关键的作用。
1 机车检修解决的主要问题
1.1 惯性质量问题整改落实
HXN3型大功率交流传动内燃机车在前期的运用过程中,出现的主要惯性质量问题统计11种,问题描述、原因分析及整改措施见表(1):
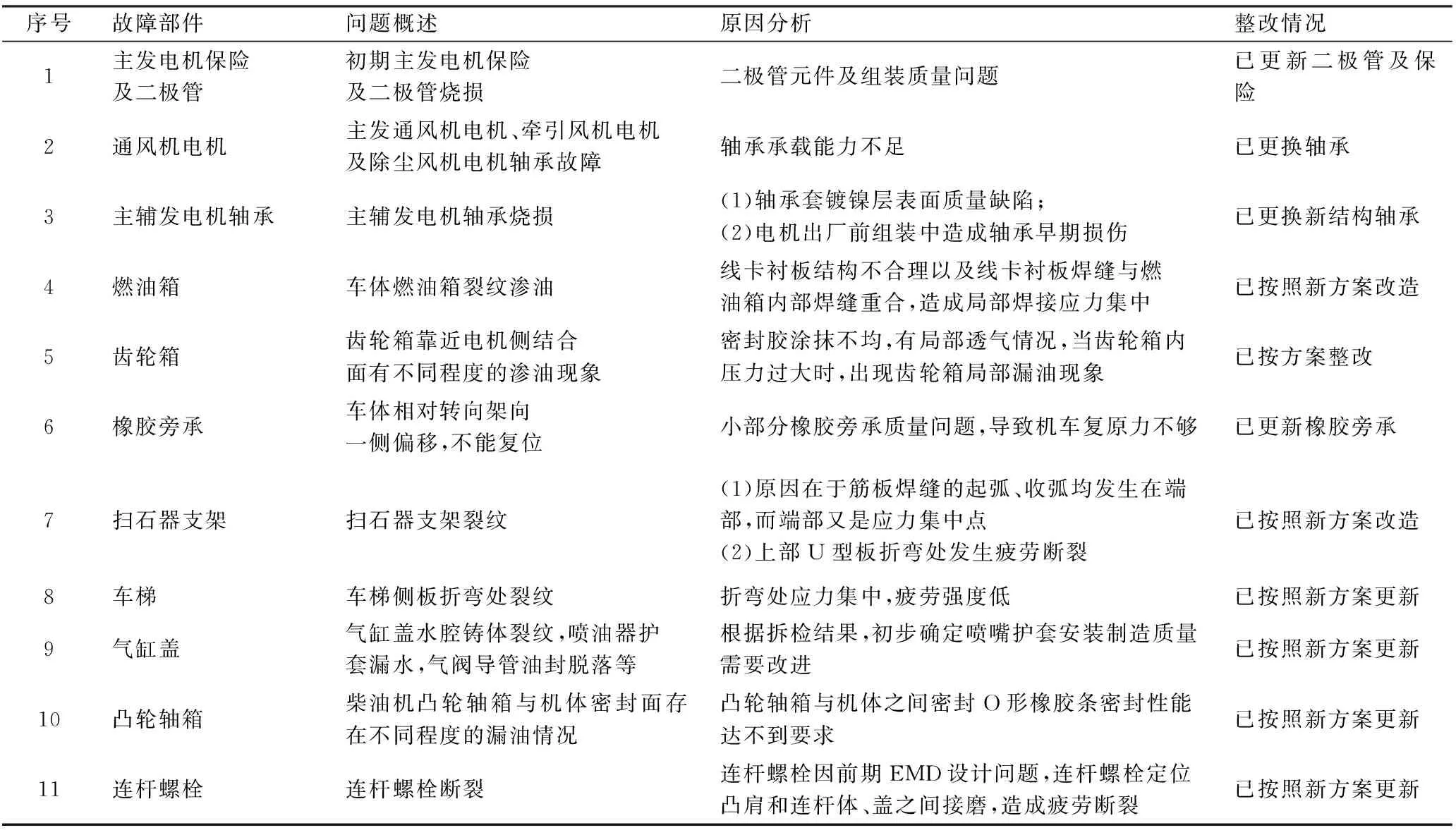
表1 惯性质量问题分析表
1.2 适应性改进项目整改落实
HXN3型内燃机车是大连机车车辆公司与EMD公司的技术引进项目,没有相应的原型车,因此在新造和运用过程中暴露出部分适应性问题,部分问题在新造以及机务段内运用过程中已经进行相应改进整改,但仍有部分项目没有及时整改完成,经统计HXN3型内燃机车需要利用检修时进行的适应性改进项目57项,现已经全部整改完成。列举主要项目记录表(2)。
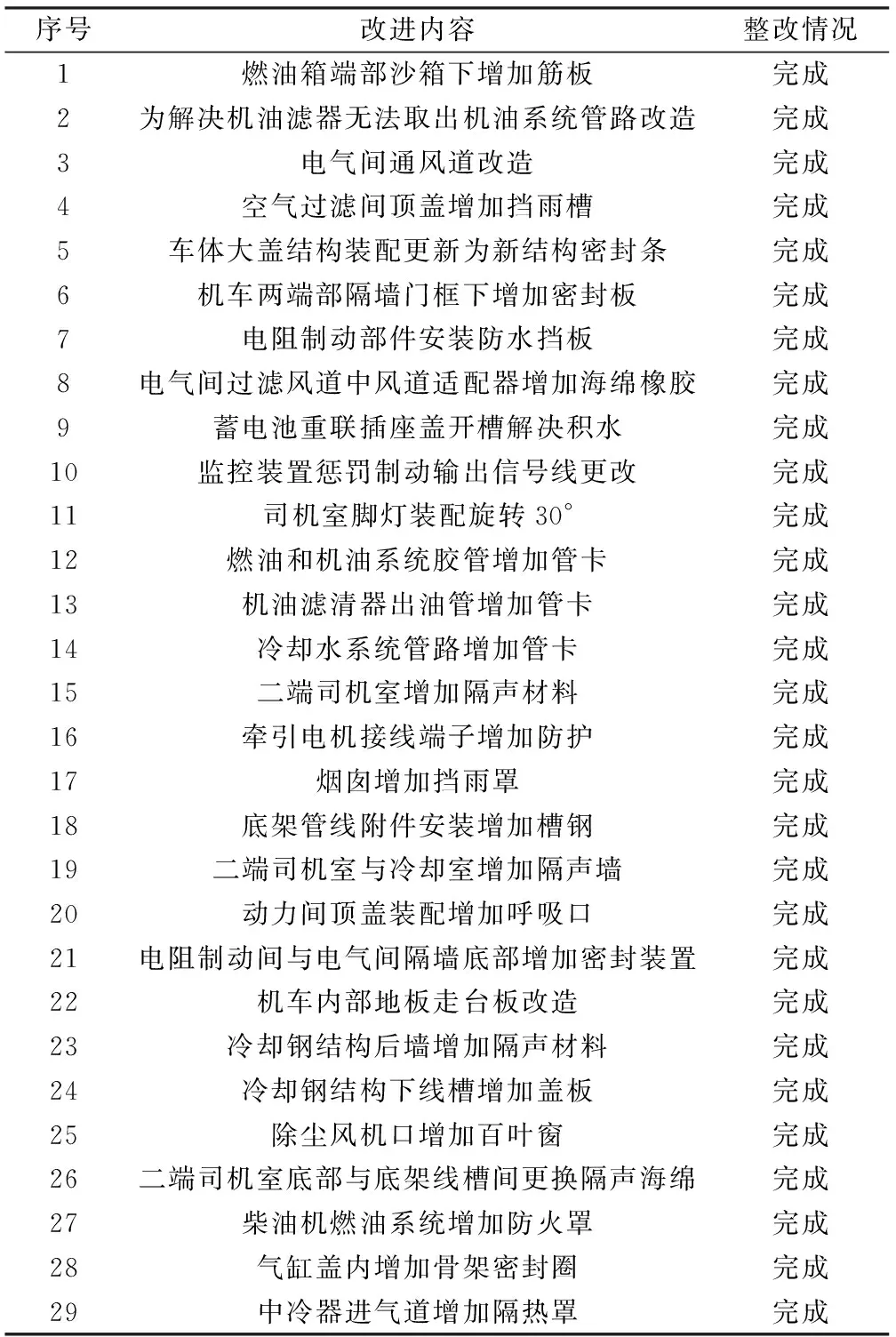
表2 整改记录表
2 拟定HXN3型内燃机车主要部件C6修技术标准
在现行的和谐系列内燃机车检修规程中,对C6修提出了明确的要求:机车全面分解检修,全面性能参数测试,恢复基本性能,可同时进行机车或主要部件的技术提升。在运用里程和时间上也做了规定:内燃机车里程180×(1±10%)万km,时间不超过10年。
按照中国铁路总公司的要求,结合HXN3型机车C1~C5修各级检修所积累的经验,现拟定HXN3型内燃机车主要部件C6修技术标准。
2.1 柴油机
(1)柴油机解体
柴油机全面解体,各部件清洗、清整后进入检修工序。
(2)柴油机更新部件
①更新各类密封件、橡胶件。如凸轮轴箱密封橡胶条、喷油泵进油管、燃油进油软管和燃油回油软管等。
②更新各类轴瓦及轴套,进排气 部件及高压油管。
③更新活塞、活塞销及气缸套。
④更新机带燃油泵,启动马达。
⑤更新各类传感器及电喷线束。
(3)柴油机各主要部件检修技术标准
①机体及油底壳
机体主轴孔孔径尺寸、圆度及同轴度符合限度要求。
机体机座支承、油底壳焊缝探伤,不许有裂纹。
②曲轴及凸轮轴
曲轴轴颈不许有拉伤、碰伤等缺陷,油孔畅通不许有异物。
曲轴轴颈和圆根探伤,不许有裂纹,对轻微拉伤可进行抛光处理。
曲轴主轴颈尺寸和径向跳动量、连杆颈尺寸和圆柱度符合限度要求。
凸轮轴进、排气和供油凸轮型面探伤,不许有裂纹,凸轮及轴颈工作表面不许有剥离、拉伤及变色等现象。
③气缸盖及连杆
清洗气缸盖装配气道、水腔,对整个火力面进行探伤,不许有裂纹。
连杆探伤,不许有裂纹。连杆大端孔(无连杆瓦)圆柱度符合限度要求。
④柴油机齿轮及主要螺栓
齿轮轮齿探伤,不许有裂纹,齿面点蚀面积不超过该齿面面积的10%,硬伤不超过该齿面面积的5%。
主轴承螺栓、气缸螺栓、横拉螺栓探伤检查,连杆螺栓更新。
⑤增压器及中冷器
增压器解体检修,止推轴承体、主轴和压端轴套、压气机轴承座、涡轮盘片、压气机、喷嘴环探伤检查,不许有裂纹。 更新全部轴承、油封、紧固件和密封件。
中冷器拆解检修,芯组全面清洗,变形的散热器片须校正。进行水侧0.6 MPa、空气侧0.45 MPa压力试验,历时30 min不许有泄漏,试验后外观重新油漆。中冷器泄漏时允许焊修及堵管,堵管数不许超过总数的3%。
⑥系统3大泵及油气分离器
柴油机主机油泵、高温水泵和低温水泵解体检修,更新轴承和密封件。组装后试验符合技术要求。
清洗油气分离器滤芯,更新引射管节流管和喷嘴。
(4)柴油机组装及试验
柴油机零部件组装横动量或间隙应符合要求。
柴油机试验按相关技术文件执行。
2.2 车体及转向架
(1)车体
①车体、底架各梁外观检查,不许有明显塑性变形及裂损。 底架端部、中梁、边梁组对焊缝不许有开焊或裂纹。
②车体侧墙各立柱、梁板有裂纹须焊修,局部腐蚀须彻底清除,腐蚀面积超过原构件相应面的40%或深度超过30%的须切换。
③牵引拉杆底座、减振器安装座、旁承座、牵引缓冲座焊缝探伤检查,不许有裂纹。
④车钩缓冲装置下车检修:车钩按铁标探伤符合要求,缓冲器按相关技术规范检修。
⑤承载式燃油箱气密性试验不许有泄漏。
⑥撒沙装置作用良好,连接紧固处不许有松缓,撒沙空气管路清洁,连接状态良好。
⑦司机室各部件及车体附件下车检修,功能良好。
(2)转向架
①构架
构架各梁不许有裂纹、开焊、硬伤和局部变形。构架拐臂座、轴箱拉杆座、电机吊座、油压减振器座、整体起吊座、制动器吊座、横向止挡座、侧挡座、电机吊杆座焊缝探伤检查,不许有裂纹,有裂纹时,允许消除裂纹后焊修。
②轮对
更新车轮轮饼。车轴须进行超声波探伤;各轴颈进行磁粉探伤。各轴颈尺寸及公差符合限度要求,各轴颈拉伤深度及车轴端面旋修量符合限度要求。
③驱动装置
驱动装置解体检修,更新抱轴箱轴承,抱轴箱体不许有裂损、变形,螺纹不许有断扣、乱扣、毛刺和碰伤。抱轴箱体与电机结合面磁粉探伤不许有裂纹,密封板与抱轴箱体外侧焊缝磁粉探伤不许有裂纹,抱轴箱各孔径尺寸公差及同轴度符合限度要求。
主、从动齿轮齿廓和齿廓端面探伤不许有裂纹, 齿形偏差及公法线长度须符合限度要求,齿边角折损及齿面剥离、点蚀剥落面积不超过限度时,允许打磨后使用。齿轮禁止焊修。 主动齿轮压入量符合限度要求。
④牵引装置
更新球轴承、尼龙套、牵引螺栓,牵引杆、连接杆焊缝探伤检查。牵引销、拐臂及各连接销整体探伤检查。
⑤基础制动装置
单元制动器解体、清洁、检修,更新尼龙件、橡胶件、紧固件。组装后须进行灵敏度试验、闸瓦间隙调整器试验、制动力试验、弹簧停车装置性能试验。
闸瓦掉块面积不大于5%,厚度符合限度要求。
⑥转向架其他部件
橡胶关节、二系旁承及各橡胶垫更新,轮缘润滑装置、轴箱轴承更新,拆解的螺栓更新。
其他部件轴箱体、弹簧、油压减振器等解体检修。
2.3 电机及电器
(1)各类电机(含主辅发、牵引电机)解体检修,更新轴承,定子绕组浸漆,转子做动平衡试验,组装后出厂试验合格,重新面漆。
(2)电器部件按相关技术标准检修试验。
2.4 系统及制动
(1)系统管路及制动管路进行酸洗磷化,水压试验,更新系统滤芯。
(2)各滤器、交换器、预热器、泵组解体检修,组装后按技术标准出厂试验合格。
(3)各类风机解体检修,风扇动平衡。组装后出厂试验。
(4)制动系统各部件解体检修,更新主要部件,组装后出厂试验。
2.5 机车总装及试验
(1)主发电机与柴油机总组装各调整精度符合技术要求。
(2)组装转向架及机车整备后,车钩高度、排障器、扫石器、出沙口高度及侧挡间隙符合限度要求。
(3)机车试验
机车须进行以下试验:称重试验、绝缘电阻测量、调试整备、负载试验、制动试验、重联试验、淋雨试验。柴油机起机、制动试验须分别在两端司机室操作。
(4)机车试运包括厂线试运和正线试运。
3 建立HXN3型内燃机车主要部件检修技术平台
HXN3型内燃机车在机务段已运用近8年时间,为我国铁路运输做出了巨大的贡献,同时也暴露出机车的缺陷和存在的问题,结合前期机车检修中所遇到的问题及解决方案,初步建立HXN3型内燃机车主要部件检修平台。
3.1 柴油机机体的检修技术
经过一段时期使用的柴油机机体,由于机体受力的作用,加之内部应力释放,导致机体曲轴孔的同轴度变化而超差,修复方案如下:
将检测同轴度超差的柴油机机体放在工作平台上,打开螺栓组取下瓦盖,共9位,用平面磨床磨削瓦盖上平面,为提高效率及精度,9块瓦盖一起磨削并使其上平面等高。磨削量可根据同轴度超差大小来选择,范围在0.20~0.30 mm,要求不低于0.20 mm,便于曲轴孔的完整加工。磨削后将瓦盖装回机体,将变成椭圆孔的曲轴孔按新造图纸进行镗削加工,恢复曲轴孔尺寸及公差,同时修复孔的同轴度。
3.2 车体及各类构件焊接裂纹的修复技术
对于车体、转向架构架等结构件,当焊缝出现裂纹时按以下方法进行修复。
(1)焊修前应彻底打磨裂纹,打磨时应由上向下逐层进行,直至经探伤裂纹彻底消除,并依据缺陷尺寸打磨修整出相应的半圆形坡口。
(2)用打磨工具将待焊周围铁锈、油漆等打磨掉,待焊部位及焊缝两侧30 mm必须打磨出金属光泽方可施焊。焊修的环境温度不应低于5℃。
(3)采用手工电弧焊方法进行焊修。焊条牌号为:E5016 ,焊条直径为φ3.2,焊接规格为电流110~120 A,焊接速度为:18~20 m/h。
(4)焊接后对焊缝及其邻近区域用锤击法消除焊接应力,当出现焊接气孔、夹渣等缺陷时,应彻底消除缺陷后再进行焊接。
(5)焊接后的焊缝应无氧化皮、熔渣及其他杂物,打磨到与周边平滑过渡,打磨保证弹簧座板平面度0.5。
(6)采用磁粉探伤检查修补焊缝及周围30 mm 范围内是否有缺陷存在,如无缺陷视为合格,如有缺陷时按上述步骤修复直至合格为止。
3.3 承载式燃油箱检修技术
燃油箱为机车的关键部件,检修时需对其进行气密性试验,如有泄漏应对燃油箱进行修复。
(1)气密性试验
密封燃油箱所有开口,连接试验装置,打开空压机,加压,使箱内压力达到0.04 MPa,之后关闭空压机和截断阀。保压15 min以后,使用肥皂水和油漆刷,检查燃油箱表面所有的焊缝。在焊缝上涂肥皂水,用圆头木锤或相近物敲击,观察有无气泡。当发现有漏点时,用粉笔或石笔标记漏点,并按顺序编写序号。
(2)漏点的焊接修复
①焊接施工人员须经培训并获得相应的资质证书,方可进行燃油箱的焊接施工。
②修复前对燃油箱连续12 h充入二氧化碳气体,修复过程中持续充入该气体。使用可燃性气体检测仪(型号:GP-226)对燃油箱各检测口,尤其是燃油箱排气口进行时时监测,安全值在2.5% LEL以下方可进行施工。
③燃油箱漏点处必须用角磨机打磨清根,打磨出坡口,保证焊道周围的清洁度。
④选配E5016低氢钾型药皮碳钢焊条用于燃油箱修复过程中的焊接。该焊条使用前一定要按说明书要求进行烘干,对于烘干后在常温下搁置超过4 h的应重新按要求烘干,但累计烘干次数不宜超过3次。
焊接电流选用按表3:

表3 焊接电流选择
⑤修复后对焊缝进行着色探伤,确定焊缝熔合良好;不允许存在咬边和气孔等缺陷;最后对焊缝进行打磨处理,与原油箱圆滑过渡。
(3)保压试验
燃油箱漏点修复后对气密性试验合格的燃油箱进行保压试验。打开空压机,加压,使箱内压力达到0.045 MPa,之后关闭空压机和截断阀。保压时间为12 h。达到保压时间后,读取压力表数值。如果气压值大于0.03 MPa,则试验合格。
如果保压试验不合格,重新修复漏点直至合格。
3.4 抱轴箱检修技术
HXN3型内燃机车C6修时,由于抱轴箱轴承寿命问题,驱动装置除车轴和从动齿轮不解体外,其余部件进行全面解体检修,抱轴箱解体后按以下方案进行检修。
(1)清洗、探伤,对两端轴承孔进行尺寸、同轴度检测,全部合格的装车使用。
(2)对于轴承孔尺寸、同轴度检测不合格的抱轴箱进行修复:
采用冷焊技术焊修超差的抱轴箱两端轴承孔,焊修前清理待焊表面,除油除锈。焊修工艺参数见表4:
焊丝材料采用等强匹配的原则,即焊丝的机械强度基本等同于抱轴箱母材,总共堆焊5层,单边堆焊0.4~0.6 mm。脉冲电流逐层减小,为不产生焊接热量,严格控制焊接速度。环境温度控制在10°~25°为佳。
(3)对焊修后的抱轴箱两端轴承孔进行机械加工,按图纸要求控制尺寸公差和两孔的同轴度要求,加工面探伤检查。

表4 焊修工艺参数
4 结束语
HXN3型内燃机车将要进入C6修修程,如何以可靠性为中心做好HXN3型内燃机车检修技术研究及建立检修技术平台是一个重要的课题,不但要借助于主机厂近几年来的检修经验,各运用机务段在使用过程中所遇到的问题及解决措施也是宝贵的技术财富,只有善于总结,共同交流,才能使HXN3型内燃机车检修技术更加成熟与完善。这将对我国内燃交流机车的发展起到积极的推动作用。
[1] 中国铁路总公司.HXN3型内燃机车检修技术规程(C5修)V1.0[M].北京:中国铁道出版社,2017.
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:58
装备制造技术(2020年4期)2020-12-25 05:26:12
装备制造技术(2020年2期)2020-12-14 03:09:16
昆钢科技(2020年4期)2020-10-23 09:32:14
制造技术与机床(2019年12期)2020-01-06 03:17:46
汽车零部件(2019年6期)2019-07-10 12:55:34
减速顶与调速技术(2018年3期)2018-08-27 01:48:32
制造技术与机床(2017年8期)2017-11-27 02:10:13
信息记录材料(2016年4期)2016-03-11 15:22:29
铁道运营技术(2015年3期)2015-12-23 09:27:14