垃圾分类各细分流程的难点与分选技术痛点初探
2018-05-09 06:57■严峥
城乡建设 2018年9期
■ 严 峥
一、垃圾细分处理行业现状
(一)分类是大势所趋
改革开放之前,我国萌芽期的固废产业处于“小农循环、物尽其用”的1.0时代。随着改革开放的政策推动及城镇化的提速,我国固废产业进入了“填埋+焚烧”的2.0时代。十八届三中全会以来,各方意识到了2.0时代“填埋+焚烧”模式遗留的环境问题日趋加深,我国固废产业进入了“化被动为主动”的3.0时代,意在助力生态文明的全面建设。2016年9月,国家发改委、住建部联合发布《垃圾强制分类制度方案》,完善垃圾分类的法律法规,建立了生活垃圾减量化、无害化、资源化和产业化的基本体系。“垃圾分类”已经从民众个人行为上升到国家战略发展层面,由此,国家战略与行业导向就垃圾分类政策达成了高度的一致。
全国46个垃圾分类重点示范城市目前正在积极响应垃圾强制分类政策。但由于各地方的人口数量及密集程度、经济基础、受众人群的差异,细化后的细分政策也截然不同。
E20环境研究院的研究表明,目前我国的垃圾源头分类处于起始阶段且各地的响应程度差距较大,从普及度来说,居民端产生的生活垃圾分为有害垃圾、可回收垃圾、厨余垃圾和其他垃圾。此外,居民端还将产生大量的装修垃圾。随着经济的发展,每一个城市都面临城市改造、住房新建与改造的问题,产生的建筑垃圾数量也尤为庞大。就厨余垃圾分类而言,北京、上海、广州等地以“单位先行”的方式激活厨余垃圾处理需求,再“以点带面”地逐步向居民生活区进行全面推广。而以宁波和厦门为代表的一些城市采取的是厨余处理设施先行,垃圾分类推广工作紧跟的双管齐下模式,意在完善“分类垃圾分类处理”的模式。
无论何种分类政策,我国混合生活垃圾高混合度与高含水率的特性是不变的,虽然垃圾强制分类政策可以推动混合
生活垃圾转型为细分类后垃圾,但由于在我国该政策仍处于起步与探索阶段,各分类后垃圾本身的复杂程度仍然比较高,此类情况对引进的先进分类处理技术及已建的分类处理设施都是严峻的考验。
(二)处理模式有待改进
目前国内缺乏成熟、稳定运行的分类后垃圾处理技术或工艺案例,已建成的案例大多属于初探型工艺,虽借鉴了国外的先进处理思路,但引进的技术普遍缺乏合理的本土化过程,导致大量成套进口固废处理设备水土不服,无法完全达到预期的处理要求。同时,政府或者投资运营企业也会因为缺乏可供参考的成功案例,最终放缓甚至放弃某些细分后垃圾处理项目的建设。因此产生的连锁效应直接导致我国固废处理行业缺乏中端的处理技术和设施。
理想的固废3.0时代的细分后垃圾处理模式,应为集成“居民源头分类投放”“前端分类收运”“中端分类处理”和“末端分类处置”的完整分类垃圾处理模式。目前,“填埋+焚烧”仍然是主流的末端处置方式,但由于中端分类技术和设施的缺失,“先分后混”的处理模式仍占主导,大部分地方无法实现分类垃圾分类处理。
二、细分后垃圾处理工艺流程点分析
(一)工艺流程设计的基本思路
无论是混合生活垃圾,还是分类后的垃圾,物料的组分是工艺流程设计的重要依据。物料组分受时间、季节、地域文化、经济发展程度等因素的影响,随机性较高,难以通过人工干预来提升垃圾物料的同源性。
苏州嘉诺环境工程有限公司通过多年对固废处理工艺流程的研究和设计发现,固废处理工艺流程的设计直接影响到对应产线的运行成本,可通过人为控制设计因素(包括处理量,末端物料产量、用途或潜在市场价值等)有针对性地实现产线最优化。以塑料类废弃物在混合生活垃圾处理工艺和可回收垃圾工艺中的处理思路为例,当可回收塑料处于混合生活垃圾中,由于被垃圾渗滤液浸泡或被有机质粘附,若需对其进行资源化再利用,则筛分、水洗、提纯等工艺的设计将导致资源化成本升高,更优化的设计方案是直接分选后入炉焚烧;当可回收塑料存在于可回收垃圾中,直接对其进行光电分选的设计可大幅度降低资源化成本。
固废处理的工艺流程设计需要设计方与业主方预先对以下几点信息进行调研:(1)垃圾物料属性(物料组分、含水率等)。(2)工艺思路(选择资源化路线、燃料化路线或混合路线)。(3)资源化或燃料化物料的潜在市场(需结合本地市场分析资源化或燃料化物料的种类及各类资源化物料的潜在市场价值增幅情况)。在双方就这些信息有了全面了解并达成共识后,方可实现工艺流程的设计的合理化、实用化、经济化的目标。
(二)各分类垃圾处理工艺思路分析
1.建筑垃圾
建筑垃圾需先将大件干扰物料去除,大于1000mm的物料通过镐头机进行预破碎,将大件的建筑垃圾中的钢筋取出。小于1000mm的物料通过抓机上料进入颚式破碎机对物料进行破碎,破碎后的物料通过磁选机,选出残余的钢筋,然后进入到圆振筛,按照不同的粒径筛分,过大的物料重新回到反击破碎机中,重新破碎。建筑装修垃圾中可以回收再生粗骨料、再生细骨料、二灰土、砖瓦、混凝土、铁磁性金属、有色金属、可燃物、大件织物及大件编织袋等。

图1 建筑垃圾处理工艺
2.装修垃圾
装修垃圾通过人工分选,将大件的干扰物或危险废弃物捡出,然后由抓机或铲车上料到板链输送机,板链输送机将物料输送至3D振动筛。大于350mm的物料经过破碎后进入机械分选,0~350mm的物料直接进入到机械分选。其中0~8mm的物料可以作为路基填料使用。8~80mm的物料进入到圆盘均料机均料后进入到密度分选机,将其中的轻物质选出,作为可燃物。重物质经过质量控制后可以作为再生建筑材料使用。80~350mm的物料进入到密度分选机将轻物质选出后进入到弹跳筛,弹跳筛下物与2D物料作为可燃物进入焚烧电厂。弹跳筛3D物料经过质量控制后剩余的木质类可以出售或作为燃料进入焚烧电厂。密度分选机的重物质经过质量控制后作为建筑再生材料使用。建筑再生材料可以进入到建筑垃圾处理中心进行处理。
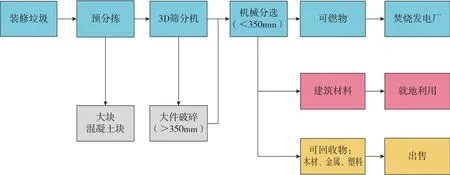
图2 装修垃圾处理工艺
3.大件垃圾
大件垃圾可通过机械设备做到自动拆卸处理,将大件垃圾中的各种资源物进行回收利用。例如通过破碎、筛分、磁选、涡流分选等工艺设备,将大件垃圾中的木质类、海绵类、织物类、金属类进行分离。

图3 大件垃圾处理工艺
4.可回收垃圾
可回收垃圾通过上料系统送至人工预分选线,将混合可回收垃圾中的服装、大件铁、成捆书本、小家电、大泡沫、其他干拢物等易回收,物料通过人工在线分拣,投入相对应的料口。经人工预分选后的混合物料可进入机械分选单元,根据分选物料中不同成份的尺寸、密度、形状、光学属性、铁磁属性等,对物料进行针对性回收,例如,OCC分选机可以将黄纸板分出;弹跳分选筛可将硬质包装物、纸张,薄膜、废纸渣,瓶盖,及其他小粒径物料分出;光电(传感器)分选通过物料颜色、材质等特性可分离PET、PP、ABS,纸张等;磁选机及涡电流分选机能有效地将非金属物料与铁磁性金属及有色金属分离。
5.厨余垃圾
厨余垃圾或园林垃圾通过抓斗上料送入预处理系统,经过预处理系统将物料分为有机垃圾、可回收物、筛上物和惰性残渣等。分选后的有机垃圾进入干式厌氧发酵系统,厌氧发酵产生的沼气经过化学脱硫后,少量用于厂内锅炉自用生产蒸汽供厌氧系统加热用,其余再通过脱碳提纯达到市政燃气管网纳管标准的天然气后入网,也可以脱硫后采用热电联产的方式,发电并网。厌氧发酵物料通过脱水单元,固液分离后,含固率较高的沼渣进入好氧堆肥系统,堆肥产物作为营养土或绿化土对外出售。沼液和其他生产废水等高浓度污水混合后进入污水处理系统,处理达标后排放。
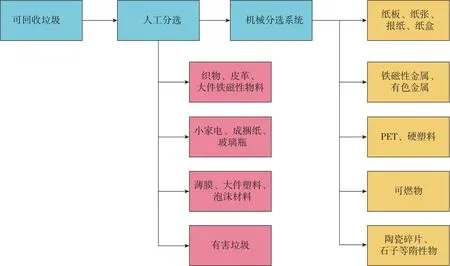
图4 可回收垃圾处理工艺
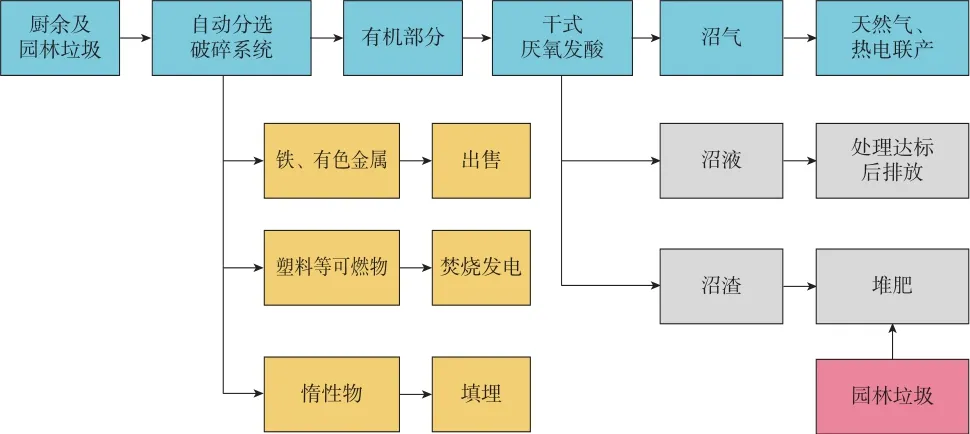
图5 厨余垃圾处理工艺
6.陈腐垃圾
陈腐垃圾先通过大件分选分拣出大件物料,剩余物料经生物稳定后降低有机质的含量与活性,再经过滚筒筛、风选机、磁选机、星型筛等将可燃物、建筑垃圾残留物、可回收物及渣土进行分离。
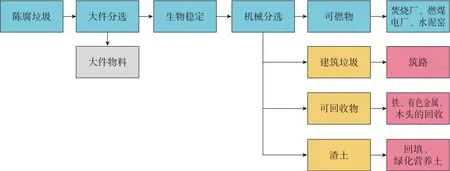
图6 陈腐垃圾处理工艺
(三)工艺流程设计及运行难点
1.高复杂度、高含水率增加处理难度
工艺流程的设计取决于物料的组分,而物料组分信息源自对垃圾的取样分析。不同于污水处理取样,国内的混合生活垃圾由于其物料的复杂性,取样很难达到高代表性,即便采用国际公认的“四分法”取样,在国内也无法实现垃圾取样的高代表性。根据嘉诺针对国内60多个城市的生活垃圾组分信息的收集与分析得知,我国混合生活垃圾平均含水率为50%~60%,地域差异性大,用于工艺流程设计的含水率及物料组分数据大都是某一个时间点或者时间段的估值,代表性不足。这些样本信息与真实情况的偏差极大地影响了工艺流程的理论设计,这也将是我国固废处理产业将长期面对的一个难题。
在实际运行的案例中,实际物料组分常与初始的设计数据有较大出入,且具有随机性及不稳定性。例如季节变化会对物料的含水率及组分产生影响,一些案例的物料测试结果表明,冬夏的含水率差值可达10%,夏季水果类有机废弃物的含量可增加10%~20%。含水率及物料组分的波动将直接影响筛分系统的效果及各末端出料的产量。
2.工艺设计仍需优化
目前我国的垃圾处理工艺处于探索阶段,普遍借鉴欧洲的工艺思路,然而欧洲的垃圾处理工艺设计是针对当地垃圾物料情况进行的,直接挪用于国内通常都会出现水土不服的情况。以厨余垃圾的预处理为例,国外采取破袋加圆盘筛组合的方式进行有机质提纯,该思路仅适于有机质含杂率为10%以内的物料,而国内厨余垃圾含杂率普遍在30%左右甚至更高,直接搬用“欧式”工艺无法达到理想的提纯效果,因此需要因地制宜地优化设计。
采用资源化还是燃料化的工艺需要在设计初期进行预判,确认某些物料是作为可回收物进行提纯,还是作为垃圾衍生燃料(RDF)进行再生产。资源化工艺需考虑原生物料的组分稳定性及产出物料的潜在市场价值,过高的投入产出比将影响资源化工艺的经济效益;燃料化工艺中,稳定的燃料产出取决于原生物料中可燃物的含量,其收益的稳定性则取决于燃料输出价格的波动性,通常燃料化工艺配套用于焚烧厂则会最大价值地发挥优势。
资源化与燃料化混合式的工艺思路具有理论可行性,但这类工艺设计相对复杂,设备投资成本和维护成本较高,不合理的工艺设计将导致资源化利用和燃料化产出的“双输局面”,使整厂经济入不敷出。
3.维护管理相对滞后
国内许多案例在产线交付业主后,存在厂方维护管理不到位的情况,主要体现在产线的超负荷运行或延时运行、不按操作手册进行安全操作、设备长时间高频率运转,缺少计划内的维护和保养措施等,这些因素大大降低了整套系统的稳定性和使用寿命。
在某些案例中,出现了机组人员换班时习惯性启动紧急制动键的情况,使整条产线在满荷载运行的工况下骤停,造成对输送系统的损害、物料的设备内停滞,也直接增加了产线的维护清扫成本。旁通线设计的初衷是在主线核心设备停机维护时保证生产的正常进行,但国内一些案例将旁通线扩充为常规处理线使用,以增加总处理量。由于旁通线的分选设备较少,这种做法不但直接影响整厂物料的产出品质,同时也增加了维护运营成本。
三、固废处理技术痛点梳理
目前国内主流的固废处理技术主要涵盖机械预处理和生物处理,可指单机设备或者单元系统设备;机械处理技术又包含破碎处理和筛分处理,生物技术则包含好氧消化和厌氧消化。
(一)破碎技术痛点
破碎技术主要指通过破碎机将物料进行破碎以减小物料的尺寸,按照破碎原理可分为腭式破碎、剪切式破碎、撕扯式破碎、锤式破碎、链式破碎及镐击破碎等。各类破碎技术的应用有差异,比如腭式破碎机针对脆硬的物料效果更好,而剪切式破碎机则擅长软长的物料。破碎机在工艺流程中普遍扮演“干粗活”的角色,刀具、轴具的损耗相当大,需要较为频繁地维护、保养甚至更替。

生活垃圾机械处理
当面临国内高混合度的生活垃圾时,物料组分的复杂性导致破碎效果的下降,比如混合生活垃圾的初破碎通常采用撕扯式破碎技术,但该技术对于某些大块硬质物料(石头、水泥、钢材等)破碎效果不佳,还会对设备产生极大的耗损,甚至导致整条产线的停滞。垃圾的细破碎这一工艺环节通常采用剪切式破碎技术,这一技术在国内应用的痛点在于大块硬质物料或小颗粒砂石等会导致破碎机刀片的断裂或磨损。据统计,细破碎机刀片在国内的使用寿命仅为欧洲的三分之一,且国内的刀片生产技术远远落后于欧洲国家,目前仍依赖于进口,极大地增加了产线的维护运营成本。因此高效率、高兼容性、低运行成本的破碎机将是今后国内市场破碎机研发的主流方向。
(二)筛分技术痛点
筛分技术通常应用在破碎处理之后,根据物料的尺寸、形状、质量、密度、光学、磁力等物理属性进行筛分或者分离。在垃圾处理工艺流程中主揽“精细活”。常见筛分设备包含滚筒筛、碟盘筛、星盘筛、张弛筛、震动筛、弹跳筛、分选机、磁选机、涡流分选机、近红外光选机等。
我国生活垃圾的高含水率对带筛网设备的筛分效果影响较大。高含水率物料的粘附能力强,容易结团,往往导致筛孔的堵塞、筛网的有效筛分面积降低;硬质物料和长软物料对于旋转筛分设备的影响较大。长软物料易导致旋转轴出现缠绕现象,如果长期不清理,碟盘之间的有效筛分空间将持续减小,一旦有硬质物料卡入缝隙,加之电机强力驱动,会出现传送链条的断裂甚至电机轴承断裂的现象。
(三)生物技术痛点
生物处理技术包含好氧消化和厌氧消化,在垃圾处理流程中扮演“干脏活”的角色。好氧消化的技术应用主要体现在生物干化或堆肥过程,可高效降解有机质,同时生物降解过程中的自产热可带走大量的水分,降低物料含水率。厌氧消化的技术普遍用于将有机质转化为沼气,从而进行热电联产或者压缩使用。

建筑装修垃圾机械处理

新加坡生活垃圾MBT处理

可回收垃圾机械处理

陈腐垃圾机械处理
好氧堆肥技术通常利用有机垃圾或沼渣进行堆肥,但产出的物料是否可以作为有机肥再利用目前仍存在较大争议。据统计,10mm以下的堆肥物料由于无机质、腐殖土含量极高,适合进行最终腐熟,最终产量仅为原生进料量的10%左右;且该类产料目前仅适合作为土壤调节剂使用,市场价值有限。过低的投入-产出回报率和较大的前期设备及场地投入,使该项技术的应用受到局限,其推广还依赖于资源化政策的支持。
干式厌氧技术目前在国内的应用还未普及,通过对世界先进干式厌氧技术的考察及实际案例分析发现,该技术具有较大范围的含固率及含杂率耐受性,尤其适用于我国厨余垃圾、餐厨垃圾、园林垃圾及混合生活垃圾(经筛分后的有机质部分)的处理,因此在国内颇具应用前景。该技术目前在国内的应用瓶颈在于难以实现高效的物料混合及输送。厌氧物料含固率较低时,由于重力影响,立式或卧式厌氧罐都面临物料分层的可能,同时国内物料的细沙、玻璃含量较高,在罐底或者搅拌盲区易产生沉淀,目前各种主流搅拌方式均无法确保发酵物料的均匀混合。当含固率高时,物料难以通过高效的搅拌及输送方式达到发酵物料充分混合的目的。高含固率也意味着高含杂率,玻璃、砂石对输送系统和搅拌系统的磨碎也是严峻的挑战。干式厌氧发酵技术作为末端处理技术,目前的主要设备依赖进口,投资成本高和占地面积大也是制约其普遍应用的重要因素。因此,国产化与欧洲进口设备媲美的干式厌氧系统及配套设备的研发势在必行。
四、固废处理3.0时代展望
从固废行业发展层面来看,由于后端分类处理技术和设施的缺失,绝大部分地区目前还无法实现“前段分类收运”和“末端分类处置”的一体化管理及运营。相关政府需通过政策鼓励新型高效技术的应用,才能补缺空白。为实现固废产业3.0时代“居民分类投放”“前端分类收运”“中端分类处理”和“末端分类处置”的完整分类垃圾处理模式,政府也需要助力于推广分类垃圾处理产业园模式的构建,统筹各类垃圾处理、提高现有设施的协同处理能力,来弥补“前端”和“末端”的技术和设施支持空白,最终实现合理化焚烧、无害化填埋的目标。
目前国内垃圾处理厂水平良莠不齐,高规格的垃圾处理产线的投资及运营基于高效耐用的工艺设计及技术支持、高投入的进口设备引进及场地建设、严格有序的后期管理及运营维护措施等等大多需要不同程度的中央和地方财政补贴。在3.0时代以前,我国诸多垃圾产线都通过“生搬硬套”国外先进设备或技术来完成,3.0时代大力提倡开展适合中国特色的垃圾分类和处理工作,因此,固废产业从业者要着力于研发具有中国特色的垃圾处理工艺和产线,注重技术创新,着重生态价值的社会输出,尽量摆脱或减轻对补贴的依赖。
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
中国化肥信息(2022年9期)2022-11-23
昆钢科技(2022年2期)2022-07-08
石材(2022年2期)2022-05-25
昆钢科技(2022年1期)2022-04-19
汉语世界(2020年1期)2020-02-14
小学科学(学生版)(2019年10期)2019-11-16
中国资源综合利用(2017年4期)2018-01-22
浙江农业科学(2016年11期)2016-05-04
中国资源综合利用(2016年8期)2016-01-22