
基于Plant Simulation仿真的汽车装配生产系统返修调度分析
2018-05-04 00:38:14李爱平郭海涛
中国工程机械学报 2018年1期
李爱平,郭海涛
(同济大学 现代制造技术研究所,上海 201804)
汽车装配生产是一个顺序装配的流水线工艺过程,线上工位一般呈串联布局,工位间由辊道连接,辊道具有一定的缓冲容量,部分工位上及工位间配置有返修出入口[1].在装配过程中,装配失误、设备故障或性能衰退等原因都会以一定的概率产生缺陷产品,这些缺陷产品会导致产量损失,造成装配生产延误,增加生产成本.为减少这些缺陷产品,通常将检测到的缺陷产品进行返修处理,使其达到预期性能要求.面对千变万化的市场需求,企业需要综合分析汽车装配生产系统的返修调度方法来降低生产成本,并保证整线生产能力.
尤建新等[2]通过对影响企业返修决策诸多因素的分析,从返修角度对企业质量经济效益做深入探讨.周炳海等[3]提出考虑产品质量及返修的生产系统预防性维护决策模型,保证产出率的同时有效降低系统运作成本.上述研究在考虑返修的同时分析了系统的返修经济成本.陈书宏等[4]分析了Em-plant仿真建模软件在生产线规划设计中的作用与应用,说明了Em-plant建模的简单性与有效性.赵燕春[5]采用Em-plant仿真技术对装配生产系统平衡问题进行仿真实验,通过对仿真实验结果的分析和评估,得到了燃气热气机装配生产系统的最佳平衡方案.朱术名[6]在Pro-Model仿真软件中实现了汽车装配生产系统的仿真模型,并对模型进行分析与改进,验证了合理的设施规划方法可以达到缩短产品生产周期和提高单位时间产量的目的.上述研究基于计算机仿真软件辅助分析生产系统的相关性能,并证明其在生产系统建模中的有效性.褚健等[7]基于返修模型计算给定输入量情况下,不同返修调度的任务可靠度和单位成本,通过分析各返修调度的优劣进而得到最优返修调度方法.郭静薇[8]研究油气输送管道焊接过程中的返修次数对焊接接头组织及性能的影响,总结了经历不同返修次数的焊接接头不同位置的金相组织分布和规律变化.这些文献研究了不同返修调度对系统性能带来的影响.返修可以减少缺陷产品,提高系统的生产能力,但也会带来额外的返修成本,增加系统整体成本.缺陷产品的质量损失随返修次数的增多呈指数型增加,过度的返修不仅增加设备的工作载荷,还将导致产品的质量损失,造成系统生产成本的增加.因此,需要综合考虑产品生产成本与系统生产能力去求解合理的返修调度.
本文针对汽车装配生产系统的产品返修调度问题,对装配生产系统返修过程进行计算机仿真模拟.基于Plant Simulation仿真软件对装配生产系统返修模型仿真,通过给定产品输入数,求解装配生产系统的单位时间生产能力,再考虑返修次数对产品质量的影响,分析返修隐性成本并计算单件产品生产成本.在此基础上,综合考虑装配生产系统的单位时间生产能力与单件产品生产成本,优化产品的返修次数,进而获取该系统的最优返修调度方法.最后以某企业汽车缸盖分装线为研究对象,分析验证该方法的有效性.
1 装配生产系统返修仿真建模
1.1 Plant Simulation仿真介绍
Plant Simulation广泛应用于汽车装配生产系统规划、供应链管理、PC组装生产线、化工领域、大型物流中心、造船厂等领域.该建模软件在装配生产系统的规划设计中有很大作用,既可以对装配生产系统进行简单有效的建模仿真,又能够分析装配生产系统的各项性能指标,对系统的前期规划设计起到很好的辅助作用.Plant Simulation建模可以模拟一个实际的生产系统,通过给定生产系统的各项实际数据建立模型,运行后能够验证装配生产系统投产前的可行性,并有效地评价系统各项性能指标.基于Plant Simulation仿真软件对汽车装配生产系统建模仿真,可以有效地得出系统的理论单位时间生产能力.
Plant Simulation是基于面向对象的建模过程,软件采用层次化结构,整体具有图形化的工作环境,优点是灵活易用、开放有效.该仿真软件提供了建模的对象库,包括上下料工位、装配工位、物料运输辊道、托盘与缓冲区等,可以直接用于仿真模型的建立.对于需要精细控制的部分,可以通过软件内嵌的程序语言实现,如装配生产系统中的返修调度.采用系统实际数据建模,可以很好地反馈真实系统并如实模拟系统的各种状态.装配工位的每一台设备都可以设置时间,包括处理时间、周期时间、恢复时间与节拍等,时间还可以通过调用各种数学统计函数来设定.此外还可以对工位进出口控制策略、设备故障处理情况等进行设置.
1.2 装配生产系统返修建模
装配生产系统指待加工产品以一定的速率连续、均匀地通过一系列装配生产工作站,并按照一定要求在工作站完成相应装配工作的生产系统.在该系统中,装配设备的灵活性由人和机器的有效组合体现,多品种产品的装配要求由整套的输送系统、随行夹具和在线专机、检测设备的有机组合而实现.根据装配生产系统配置的选择,将其分为手工装配、半自动装配和自动装配,汽车装配生产系统为半自动装配系统.一般来说,产品装配过程从原材料进入装配现场开始,经过各设备的装配、运送、检验等一系列活动构成.
装配生产系统返修模型如图1所示,由k+j道装配工序串联构成,前k道装配工序带有第1个返修回路,线外返修工位为R1,返修出入口分别为Bk与B1;后j道装配工序带有第2个返修回路,线外返修工位为R2,返修出入口分别为Bk+j+1与Bk.图中存在两个返修回路,复杂的装配生产系统常具有多个返修回路.在装配过程中,没有达到装配要求的缺陷产品需要进行返修处理,并将处理过程中拆卸的一次性材料报废.返修过程中缺陷产品经检测后,不进行后续的装配,直接运输至最近的返修出口下线,通过返修物流小车调度至返修工位进行返修预处理,拆卸部分一次性材料后由返修物流小车调度至返修入口等待上线.产品通过托盘在各工位间的辊道上运输,辊道具有一定的缓冲容量,视作线上缓冲工位Bi.

图1 装配生产系统返修模型Fig.1 The rework model of assembly production system
装配生产系统的返修调度控制流程如图2所示.当系统进行返修调度时,根据不同的返修回路分别设定不同的产品返修次数,在给定输入数I的情况下,求解装配生产系统的单位时间生产能力、各返修回路的返修量以及各道装配工序的装配量.
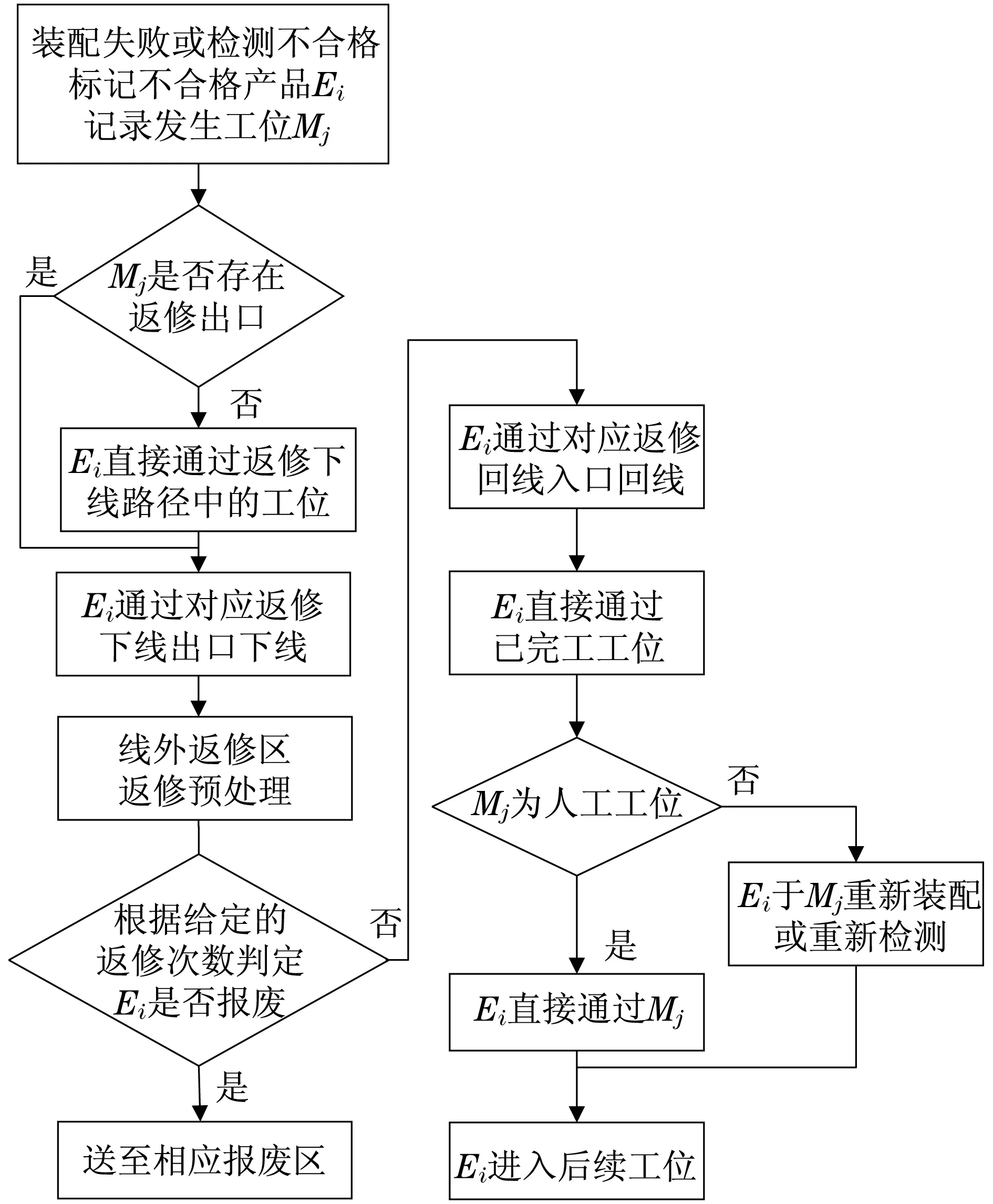
图2 返修调度控制流程图Fig.2 The flow chart of rework schedule control
1.3 装配生产系统返修仿真建模
装配生产系统是离散事件系统,对装配生产系统返修过程进行建模仿真,是对离散事件系统进行建模仿真,其中模型反映事件状态,仿真结果产生处理事件的时间历程.离散事件系统建模一般需要考虑以下几种概念:
(1) 实体与设备:实体指需要装配的零件,设备指工序使用的装配工作台;
(2) 属性:反映实体的某些特征,是实体特征的描述;
(3) 状态:在某一时刻实体及其属性值的集合;
(4) 事件:引起系统状态发生变化的行为;
(5) 活动:导致系统状态变化的一个过程,标志系统状态的转移;
(6) 进程:若干个有序事件及活动组成,描述事件及活动的相互逻辑关系;
(7) 仿真时钟:用于表示仿真时间的变化.
装配生产系统返修过程建模,不仅需要考虑系统的工位顺序以及工件、机器与运输工具之间的相互影响作用,还需要考虑线上缓冲工位的容量与辊道的运输速度,将系统机器设备的平均故障间隔时间以及平均修复时间、待加工产品的一次性通过率和工位节拍等实际数据输入到模型中,模型运行后即可得到有效的性能评价指标,并计算出系统的单位时间生产能力、各返修回路的返修量以及各道装配工序的装配量.
本质上讲,基于Plant Simulation对装配生产系统仿真是一种系统评估模式,用来模拟装配生产系统的实际运作情况,得出系统运行数据来评价系统的性能.具体建模过程如下:① 收集装配生产系统的各工序整体布局;② 获得装配生产系统中实体的参数;③ 对实体参数进行整理分析;④ 建立装配生产系统返修模型,并进行Plant Simulation仿真;⑤ 整理数据,分析仿真结果得出系统评估指标.
收集装配生产系统的实际数据,直接影响其模拟的有效性与真实性,对系统模拟对象参数的收集增加了模拟的可能性,实际的数据导致有意义的仿真模拟.建模收集的数据不仅包括装配生产系统的工位操作名称、平均故障间隔时间与平均修复时间、一次性通过率以及工位节拍,还包括装配生产系统辊道的长度、运输速度、缓冲容量、托盘与实体的尺寸等.系统返修仿真模型运行后,可以调用图表工具有效、直观地查看系统各项性能.
2 考虑生产成本的返修调度分析
汽车在装配过程中,产品零部件公差配合波动、设备性能衰退、操作失误等原因总会导致系统产生一些缺陷产品,缺陷产品需要经过返修预处理再重新回到之前的装配工序进行装配,从而成为合格产品.在返修过程中,不同载荷的复杂作用与人工操作的失误会导致产品质量损失,增加返修成本,并且随着返修次数的增加,产品在重新装配的过程中因受力、发热、疲劳和磨损等多因素造成质量衰减,如螺栓的扭矩、轴径减小,孔径、气密性增大等[9].这种不可逆的产品质量衰减对产品整体的性能有极大的影响,当质量衰减超过允许范围时,产品整体失效报废.因此,需要分析产品返修调度方法,合理设置返修次数,降低装配的返修率,提高装配精度以减少产品在后期返修过程中失效的可能性.
过度的返修次数不仅造成产品质量损失,还给系统带来额外的生产成本.在返修过程中,随着返修次数增加,返修调度成本、装配工序运行成本、一次性装配材料与人工成本也增加.本文综合考虑原材料成本、装配工序运行成本与返修的隐性成本,求解单件产品生产成本.返修的隐性成本包括缺陷产品质量损失成本、返修调度成本、一次性材料与额外人工成本.因此,单件产品生产成本的计算公式为
(1)
式中:P为单件产品生产成本;I为系统给定产品输入数;O为系统合格产品输出数;Pr为原材料成本;Pl为装配工序运行成本;Pc为返修的隐性成本.
装配工序运行成本为
(2)
式中:Si为第i道装配工序的装配量;Pi为第i道装配工序的运行成本.
根据汽车实际装配数据统计,装配产品质量损失成本随着返修次数的增加而呈指数变化,故而第x个返修回路中装配质量损失成本可以表示为
Pqx=PrRpxten,n>0
(3)
式中:Rpx为第x个返修回路中装配生产系统的返修量;n为该回路的产品返修次数;t为质量损失常数值,不同的汽车装配生产系统有不同的t值.
返修的隐性成本计算公式为
(4)
式中:f为装配生产系统的返修回路数量;Ps为每件缺陷产品的返修调度成本;Pw为每件缺陷产品的一次性材料损失成本与额外人工成本;Rp为系统所有返修回路的返修总量.
所以汽车装配生产系统的单件产品生产成本计算公式为
(5)
实际装配过程中出现了缺陷产品,对其是否进行返修以及返修次数的确定,需要考虑装配生产系统的单位时间生产能力与单件产品生产成本两个决策变量进行优化求解,决策过程是对两个变量加权综合考虑,单位时间生产能力反映了系统的生产性能,单件产品生产成本反映了系统的生产成本.根据两者的重要程度赋予其不同的加权因子,并采用归一化方法对两个变量值进行同量纲处理,得到返修调度方法分析的决策值如下(式中计算出的最大决策值Z所对应的返修调度方法即为最优返修调度方法):
(6)

3 实例分析
在汽车装配过程中,由于零件的多样性和工艺的繁琐性,汽车装配生产系统需要具有高柔性和高质量两个特点.汽车装配生产系统是按照工艺顺序装配的流水生产系统,线上装配工位呈串联布局,关键工位上及工位间配置有返修出入口,产品安装在托盘上采用非同步机动辊道进行运输.因设备性能衰退和人工操作失误等原因,系统容易产生不合格的缺陷产品,需要对其进行返修处理.缺陷产品由返修出入口上下线,线外通过物流小车运送,在返修工位对其预处理,将已装配的材料拆卸至出现问题的工序上一步,报废已使用过的一次性材料.
以某企业汽车缸盖分装线为研究对象,收集该线的基本情况并处理相关数据,将实际数据输入到Plant Simulation中,对该线进行计算机仿真建模,运行模型后得到单位时间生产能力T、第x个返修回路的返修总量Rpx以及各道装配工序的装配量Si.该装配生产系统包含18个工作站、2个返修回路、24个线上缓冲区与5个转台,具体如图3所示.缺陷产品通过转台1、转台2与转台5出入装配流水线,经线外返修工位预处理完成后重新上线.2个返修出口分别设置在OP06,OP18工位后,2个返修入口分别设置在OP01,OP07工位前.线上缓冲区容量上线统一设置为2,仿真采用的辊道输送线速度为18 m/min,返修出入口的转台对返修的缺陷产品优先服务,且仿真不考虑管理因素产生的损耗.在仿真过程中对2条返修回路赋予不同的返修次数,统计最终稳定后的单位时间生产能力,为避免斜升时间系统的不确定性,仿真数据统计从第1 000个产品开始.
该汽车缸盖分装线的工位相关参数如表1所示.
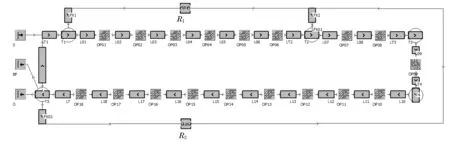
图3 某企业汽车缸盖分装线示意图Fig.3 The diagram of a corporate car cylinder head sub-assembly line
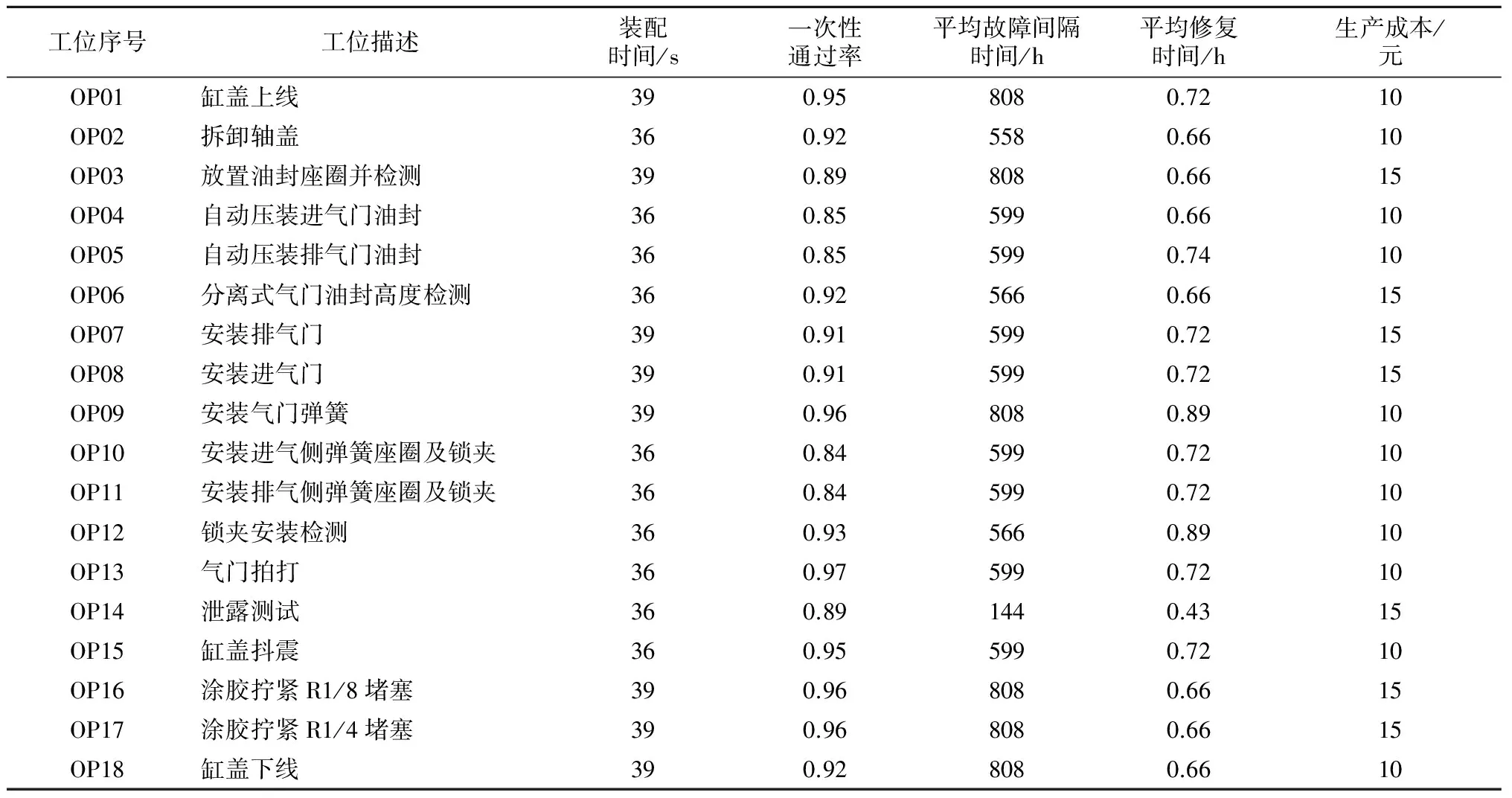
工位序号工位描述装配时间/s一次性通过率平均故障间隔时间/h平均修复时间/h生产成本/元OP01缸盖上线390.958080.7210OP02拆卸轴盖360.925580.6610OP03放置油封座圈并检测390.898080.6615OP04自动压装进气门油封360.855990.6610OP05自动压装排气门油封360.855990.7410OP06分离式气门油封高度检测360.925660.6615OP07安装排气门390.915990.7215OP08安装进气门390.915990.7215OP09安装气门弹簧390.968080.8910OP10安装进气侧弹簧座圈及锁夹360.845990.7210OP11安装排气侧弹簧座圈及锁夹360.845990.7210OP12锁夹安装检测360.935660.8910OP13气门拍打360.975990.7210OP14泄露测试360.891440.4315OP15缸盖抖震360.955990.7210OP16涂胶拧紧R1/8堵塞390.968080.6615OP17涂胶拧紧R1/4堵塞390.968080.6615OP18缸盖下线390.928080.6610
通过对大量历史装配数据进行统计分析得到以下成本信息:每件产品的原材料成本Pr=1 000元,每件缺陷产品的一次性材料损失成本与额外人工成本Pw=30元,每件缺陷产品的返修调度物流成本Ps=10元,装配过程中质量衰减造成的成本损失计算公式中t=0.05.假定该装配生产系统有10万件原材料产品需要进行装配,即装配生产系统产品输入数I=100 000.根据式(5)分别求解不同返修调度情况下的单件产品生产成本P.
在进行返修调度分析时,有如表2几种不同的返修方案.

表2 返修方案表Tab.2 The table of rework schedule
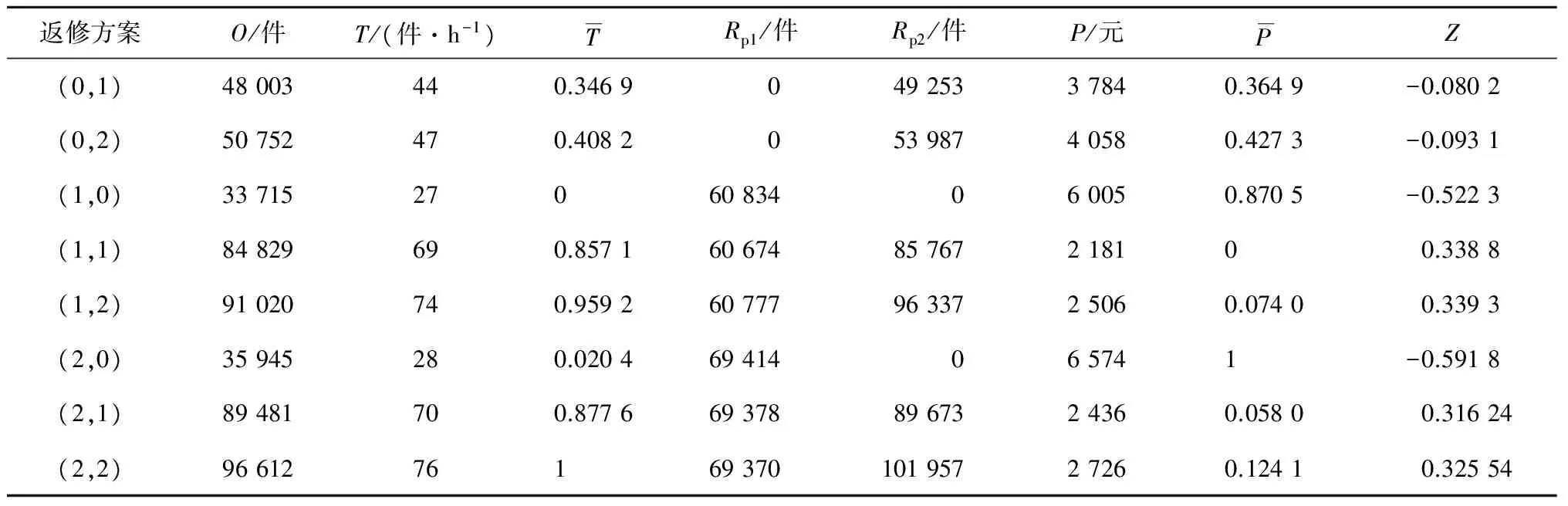
表3 不同返修调度下的计算结果对照表Tab.3 The calculation results table under different rework schedule
通过分析计算结果可知,在此权重下该汽车缸盖分装线的合格产品输出数、单位时间生产能力与返修次数成显著正相关,单件产品生产成本随返修次数增加呈先减后增的变化趋势.装配生产系统的最佳返修调度方法是对返修回路1中的缺陷产品进行1次返修,对返修回路2中的缺陷产品进行2次返修.此时系统的单位时间生产能力为74件/h,单件产品生产成本为2 506元.该企业汽车缸盖分装线的实际装配返修过程证明,该返修调度方法能够有效地提高系统生产能力和降低生产成本.
4 结语
合理的返修调度方法可以保证较高的生产能力和较低的单位成本,对汽车装配生产系统的返修过程有重大意义.本文基于Plant Simulation计算机仿真软件对汽车装配生产系统建模仿真,运行后得到返修模型的单位时间生产能力,在考虑返修对产品质量影响的基础上,分析单件产品生产成本.根据汽车实际装配过程中两变量的重要程度分别赋予其不同权重,基于归一化加权法对两变量进行决策计算,求解装配生产系统的最佳返修调度方法.最后,以某汽车缸盖分装线为例,验证了所提返修调度方法的有效性.
参考文献:
[1] 张恒,李爱平,刘雪梅,等.一类考虑返修和产品多态性的多级串联制造系统建模与性能分析[J].机械工程学报,2017,53(18):191-201.
ZHANG H,LI A P,LIU X M,et al.Modeling and performance evaluation of a multistage serial manufacturing system considering rework and product polymorphism[J].Journal of Mechanical Engineering,2017,53(18):191-201.
[2] 尤建新,陈宝胜.不合格产品返修经济分析[J].同济大学学报(自然科学版),2002,30(9):1125-1128.
YOU J X,CHEN B S.Economic analysis of repair of unqualified products[J].Journal of Tongji University (Natural Science),2002,30(9):1125-1128.
[3] 周炳海,刘玉旺.考虑产品质量及返修的生产系统维护决策模型[J].东北大学学报(自然科学版),2017,38(9):1315-1321.
ZHOU B H,LIU Y W.Production system maintenance decision models based on product quality and rework process[J].Journal of Northeastern University (Natural Science),2017,38(9):1315-1321.
[4] 陈书宏,肖超.Em-plant在生产线前期规划中的应用[J].控制工程,2011,18(5):748-750.
CHEN S H,XIAO C.Application of Em-plant in design planning of production line[J].Control Engineering of China,2011,18(5):748-750.
[5] 赵燕春.基于仿真的装配线平衡方法研究及应用[D].上海:上海交通大学,2012.
ZHAO C Y.The application and research of assembly line balance method based on simulation[D].Shanghai:Shanghai Jiao Tong University,2012.
[6] 朱术名.基于仿真技术的汽车装配生产系统平衡性研究[D].上海:上海交通大学,2012.
ZHU S M.The study basic on the simulation technology of production system balance in the automotive assembly[D].Shanghai:Shanghai Jiao Tong University,2012.
[7] 褚健,戴伟,安瑾,等.考虑任务可靠性的可重构制造系统返修调度[J].计算机集成制造系统,2015,21(5):1287-1292.
CHU J,DAI W,AN J,et al.Rework strategy of reconfigurable manufacturing system considering mission reliability[J].Computer Integrated Manufacturing System,2015,21(5):1287-1292.
[8] 郭静薇.多次返修对X80钢焊接接头组织及性能的影响[D].天津:天津大学,2014.
GUO J W.Impact of repeat repairing on microstructure and mechanical properties of X80 steel welded joint[D].Tianjin:Tianjin University,2014.
[9] 王小巧,刘明周,葛茂根,等.基于混合粒子群算法的复杂机械产品装配质量控制阈优化方法[J].机械工程学报,2016,52(1):130-138.
WANG X Q,LIU M Z,GE M G,et al.Online control threshold optimization for complex mechanical products assembly process based on hybrid genetic particle swarm optimization[J].Journal of Mechanical Engineering,2016,52(1):130-138.
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
化工管理(2022年14期)2022-12-02 11:45:54
昆钢科技(2022年2期)2022-07-08 06:36:14
现代畜牧科技(2021年9期)2021-10-13 06:38:50
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
工程建设与设计(2016年1期)2016-02-27 10:50:23
杭州(2015年9期)2015-12-21 02:51:49
