智能模拟工厂技术在炼化装置建设阶段的应用
2018-04-26 05:45:40石凤勇党晓峰于彦明于洪祥陶兴文
石油化工自动化 2018年2期
石凤勇,党晓峰,于彦明,于洪祥,陶兴文
(1. 中国石油天然气股份有限公司 华北石化分公司,河北 沧州 061000;2. 北京赛普泰克技术有限公司,北京 100012)
中国石油炼化、化工工业正在经历从粗线条的快速产能扩张阶段到应用先进智能制造技术进行精细化管理、节能减排、大幅提高劳动生产率的转型阶段。过去的生产装置建设阶段,业主与工程设计、建设单位,主要关注工艺、设备、仪表的设计与采购、实施,而缺乏考虑装置建设与生产运行周期的需求。有些企业对于重点装置也采用了操作员仿真培训系统,但大多数停留在简化建模、用于熟悉工艺流程的培训[1-2]。
根据国内炼化企业生产装置的建设与生产运行周期的需求,本文提出了智能模拟工厂(ASIM)的概念与技术,并在某炼化厂制氢、醚化装置的建设阶段进行了成功应用,取得了良好的效果。
1 工厂生产装置的建设与生产运行周期需求分析
流程工厂的生产操作是复杂的,多面的。为缩短开工时间,节约生产成本,工厂需要在开工前提前发现并解决该2套新的工艺流程装置在开工中可能遇到的各种问题,摸清装置运行规律,制订切合实际的操作规程及操作卡,并严格按照这些生产操作卡对员工进行真实的操作培训,同时要求培训系统管理简便且带有科学的评分考核功能,以保证以后长期的高效利用。
1.1 设计验证需求
设计验证需求包括工艺设计验证及控制方案设计验证。在设计阶段,对于新装置在正常稳态运行阶段的设计要求一般能够考虑的比较全面,但对于其他工况,尤其是不断变化的开工过程,即使设计单位采用比较成熟的工艺流程,在结合了业主实际生产背景和要求后,也经常出现许多细节上的设计疏漏。如果在开工过程中才发现该类设计问题,即使简单的管线或仪表改装也将大幅延长开工时间,增加生产成本。另外,工厂资深的技术操作员根据多年经验,针对装置实际情况有许多新的、好的设计想法,也需要通过某种手段得以验证并完善。
1.2 开工前预调试需求
控制系统的组态文件中总会有一些只有在实际开工过程中才能发现的控制回路组态问题: 如量程、单位、显示位数、流程画面是否准确合理;控制逻辑及公式在一些极值或转变条件下是否计算合理;控制器作用方向是否正确等。另外,控制器的控制参数整定也需要长期的摸索,该类问题往往成为装置能够顺利开工的主要制约因素之一。因此,需要将实际的控制系统组态文件与某个真实动态响应的“虚拟工艺装置”连接集成,提前在测量数据不断动态变化的“开工”过程中发现并解决该类问题,同时整定得到初步的控制参数作为实际开工的基础和参考。
1.3 工厂操作规程/知识的智能化需求
对于新装置的生产操作规程及详细操作步骤,设计单位通常只能提供大体的开工方案,虽然能从兄弟单位借鉴一些类似装置的开工步骤,但由于原料、工艺设备、控制系统及生产条件和要求的差异,其生产操作规程及操作卡只能作为初步的参考。因此,需要结合操作规程/操作卡管理和执行工具,提前在定制的“虚拟装置”上反复操作,摸清装置的运行和操作规律,不断探索和细化切合该装置实际情况的生产操作卡。
1.4 人员培训与考核及评估的需求
需要提供基于工艺机理动态模型的培训系统环境,满足以下要求:
1) 动态工艺模型培训系统中的DCS及其他控制系统的控制逻辑与操作站操作画面及功能要与实际的完全一致。
2) 除中心控制室内控制系统的操作站外,还需模拟工艺设备现场操作的操作站画面,使得实际操作必需的中心控制室内操作和设备现场操作在培训中都有所体现。
3) 在动态工艺模型培训系统上进行操作时,所有的数据动态趋势要与实际变化一致,达到高精度动态模拟仿真要求。
4) 需要给教员提供能够简便管理和运行的操作管理软件,使得新学员在不需外人操作指导的情况下能够严格按照操作卡自行操作,减轻教员负担,保证长期的高效利用率。
5) 需要有先进合理的评分考核功能,不但能评价学员在每一个操作卡步骤的操作正确与否,还能评价在整个操作过程中的运行稳定情况。
6) 培训或考核操作时,系统能够自动生成并显示所有的操作失误或扣分原因,方便学员的经验总结。
2 智能模拟工厂技术
ASIM技术的定义: 利用计算机的计算能力,采用高精度的数学模型模拟生产装置、控制系统,并将工艺操作的规程与操作KNOW-HOW知识也集成到ASIM,包括工艺过程操作与响应规程、控制系统操作与响应、操作员界面、工艺流程画面、联锁响应、操作方式等。生产装置的动态响应趋势与操作均与实际过程一致。
ASIM的模型是以化学工程、自动控制、反应动力学、化工热力学等过程机理为基础的机理模型。ASIM技术包括3个部分: 动态工艺模拟技术、控制系统模拟技术、智能化操作规程技术。与传统的OTS模拟技术相比,ASIM具备以下的创新点: 高精度的模型;工艺操作的知识的结合;模拟了装置操作的所有环节。
2.1 动态工艺模拟技术
ASIM中所有的工艺模型都是基于严格的热力学和动力学的机理模型,即由状态方程求解化学平衡及相平衡。该方法适应于多组分、多相变、有化学反应的复杂体系,并具有很好外延性。
ASIM软件技术平台具有完整的基本模型库,在模型开发过程中,可从中调出模型,将它们在线构成工厂流程,在线修改流程和调试参数。模型库包含内容见表1所列。
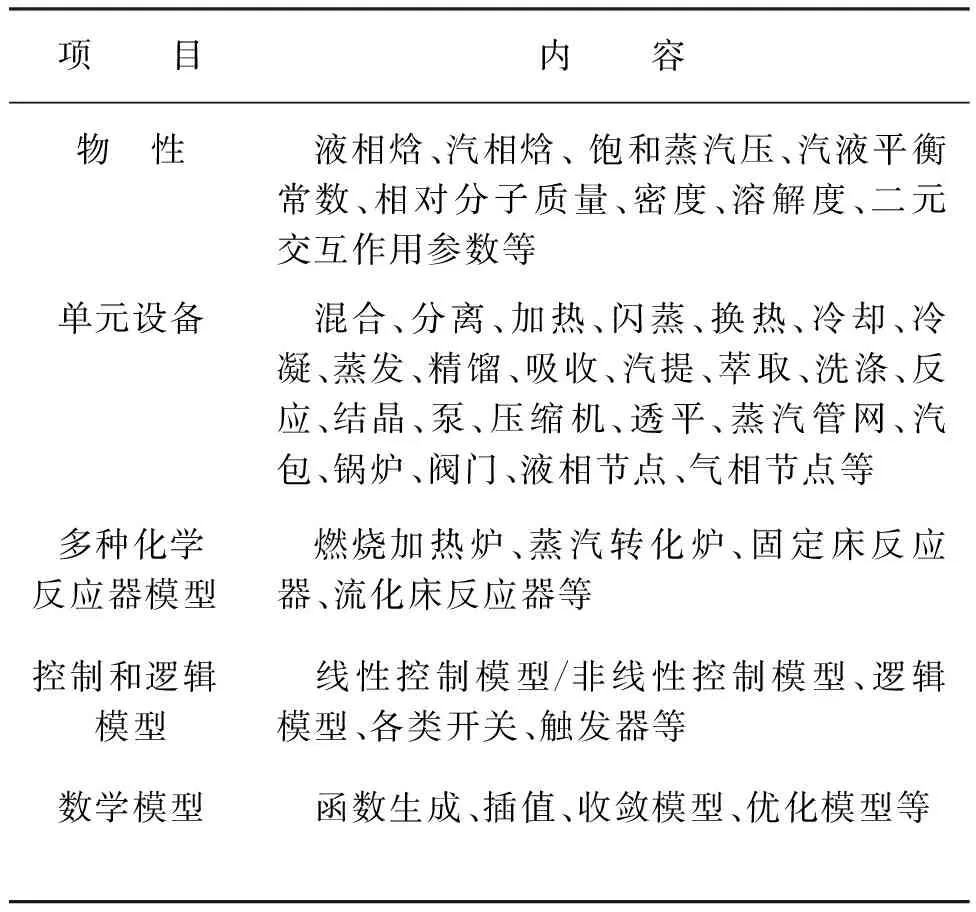
表1 模型库包含内容
2.2 控制系统模拟技术
ASIM中使用真实的DCS控制模型算法,能更好地模拟该类DCS,结合严格的过程工艺模型,使整个ASIM能更真实地反映被模拟工艺对象的过程特性。控制系统的模拟系统包括: 图形显示、总貌显示、控制组显示、调节面板显示、趋势显示、报警总显示,声像功能、硬拷贝功能、操作员功能、在线帮助功能、其他DCS显示和功能、安全停车联锁功能。
2.3 智能化操作规程技术
ASIM中使用生产操作管理系统(ASOP),包括以下的操作专用技术与操作知识:
1) 操作规程。可以进行实际操作的规程,通常这些规程将被整理成可以定义单个操作任务的操作卡。通过多个操作卡的串联或并联还可以形成大的操作任务,如: 开停工操作规程;异常/应急处理预案;安全岛操作规程及其他规程。
2) 操作指南。文档供信息查询,包括: 工艺技术规程;操作指南、操作规定;仪表控制系统操作法;安全生产及环境保护。
3 应用案例
用户企业为原油加工能力5 Mt/a的柴油质量升级项目,1.2×104m3/h制氢装置是该公司的第一套制氢装置,该项目改造之后将给北京地区提供优质国Ⅴ柴油成品油;同时,还有0.3 Mt/a催化轻汽油醚化装置扩能改造项目,该装置于2015年7月底一次投产成功,不但大幅提高汽油辛烷值,并且将低廉的甲醇高效转化为高价值的汽油产品,带来可观经济效益。
以上2套装置对于该炼化厂操作员来说都是全新的生产流程,北京赛普泰克公司根据用户企业需求,结合使用动态模拟软件和ABB 800xA模拟软件,开发出整个装置的动态模拟系统(虚拟装置)。在开发及验收过程中验证了该工艺流程与控制方案设计,调试校正DCS组态文件并通过该模拟系统整定出初步的PID控制参数;操作员在该虚拟装置上反复开停工操作,结合操作规程管理系统制订并通过验证得到详细完整的生产操作卡;导入定版操作卡的操作规程管理系统与虚拟装置连接集成,培训并考核操作工对新装置的操作能力。
3.1 建立制氢和醚化装置的ASIM系统
应用ASIM技术建立制氢与醚化装置的模型。动态制氢和醚化装置模型具有完善的物性方法数据支持、精确的工艺设备模块算法及稳定的“压力-流量”动态模拟计算方法。根据实际装置流程和工艺设备数据配置出的动态工艺模型,相当于高保真的“虚拟工艺装置”。DCS模拟采用真实装置的ABB 800xA系统,只是增加了控制运行模拟站环境,即用相同算法的软控制器替代真实的硬件控制器,运行真实的DCS组态文件,用OPC接口替代I/O卡件与动态装置模型中对应的设备模块连接集成,建立完整的动态装置模型。
3.2 利用ASIM进行设计验证与DCS组态预调试
ASIM集成完成后,能够在对应于外操人员操作的现场操作站和内操人员操作的ABB 800xA操作站上,反复进行开工操作和异常工况操作。由于装置模型的精度高,在反复进行的操作和动态响应过程中,发现了工艺设计及控制方案设计方面的某些问题并帮助测试其解决方案。由于ABB 800xA中DCS与实际装置几乎完全一致,所以,每一次在动态装置模型上进行开工操作,也就相当于一次真实的组态文件预调试过程;同时动态疏理各个控制回路,验证控制器作用方向和复杂控制的逻辑和计算公式,并整定出PID控制参数。在反复操作过程中不断摸索装置运行规律,改进和细化各阶段的操作步骤,形成更为合理的操作规程和操作卡。
3.3 建立制氢和醚化装置先进操作规程管理系统
建立制氢与醚化装置的先进操作规程管理系统,除了能够很方便地编辑和管理操作规程、操作卡、作业票等文件外,还能监督各生产操作按照规章制度及操作要求严格实施和执行,并且给出科学合理的考核评价。先进操作规程管理系统,不但帮助业主很方便地整理和验证出切合实际的操作规程和操作卡,还能在培训时保证操作工严格按照操作卡步骤操作,并给出科学合理的考核成绩和操作失误评价,帮助操作工总结操作失误经验和教训。
3.4 操作工培训与考核
1) 教员根据不同需求选择不同培训操作方案或场景,一键启动动态制氢和醚化动态装置模型系统及先进操作规程管理系统,在运行界面上可以运行、暂停模型,保存、调用工况。
2) 操作工在各自操作站上运行现场操作站和DCS操作站,连接到动态装置模型系统;同时启动操作规程管理系统。
3) 不需教员操作指导,操作工可根据操作卡步骤在DCS操作站或现场操作站进行傻瓜式的培训操作,每操作完一步就确认一步,系统就自动记录下该步骤的执行情况。
4) 每一步确认操作时从动态装置模型系统中获得操作响应信息,判断操作是否正确并进行评分。如果扣分,系统会给出操作失误的原因。另外,还有质量评分模式评价整个操作过程中某些重要生产参数的稳定性,如果超出合理范围,系统会自动提示操作工在哪段时间引起扣分。
5) 培训或考核操作完成后,教员可以在教员站上自动导出该操作工的操作成绩单,除了显示分数外还会给出操作失误分析报告,便于操作工总结该次操作的经验和教训。
4 主要成果
4.1 设计验证成果举例
1) 制氢装置开工初期,需对2条路线分别进行气密置换,1条是脱硫反应器路线,另1条是转换炉至变压吸附装置PSA前路线,这2条路线都使用原料气压缩机K101A/B提供高压氮气。为节省开工时间,开工方案计划同时启动K101A和K101B,分别作为这2条路线的高压氮气来源,同时进行气密置换。在动态装置模型系统上模拟操作时发现,现有管线不能直接共用1条防喘阀管线,需新增1条连接管线和现场阀。
2) 制氢装置某些分程控制方案不合理,如: 末级分离罐D105出口压力控制器PIC3002,如果只用1个控制器分程控制阀PV3002A和阀PV3002B,开工操作氮气大循环时的控制方案与装置投用PSA正常运行后的控制目的相互矛盾,最后修改为2个控制器PIC3002A和PIC3002B分别控制对应阀门的控制方案。
3) 制氢装置汽包液位三冲量控制方案在开工初始阶段由于产汽量很小难以投用,只能手动操作,因而增加了操作工负荷,为此增加一般的主副环串级控制方案选项: 即主环液位控制器直接单独和副环流量控制器构成串级控制;当开工进行到一定程度汽包开始大量产汽后,通过切换按钮投用三冲量控制方案。
4) 醚化轻汽油产品罐压力控制器量程上限初始设计为0.16 MPa,在操作时发现正常压力需控制在0.3 MPa左右,立即从仪表硬件至DCS组态进行一系列的相应修改。
5) 醚化蒸馏塔T103A塔顶回流33 t/h、塔底全用冷凝水情况下,T103B塔底所耗蒸汽在9 t/h左右,小于设计数据中的11.8 t/h,T103A塔底流向T103B塔顶的液量小于设计值。
4.2 DCS预调试成果
1) 制氢装置发现并校正了44个控制回路中7个控制器作用方向、若干分程控制配置错误、控制器量程配置错误、模块连接错误等;整定了所有控制器PID参数。
2) 制氢装置发现汽包液位三冲量控制方案和串级控制方案的组态逻辑和计算公式错误,并帮助进行了组态文件的修改。
3) 制氢装置发现PSA部分由于数据类型不同,致使顺控程序中的所需测量值不能与DCS进行通信,并协助进行了组态文件的修改。
4) 醚化装置发现并校正了49个控制回路中15个控制器作用方向、若干分程控制配置错误、控制器量程配置错误、模块连接错误等。整定了所有控制器PID参数,实际开工时证实大部分直接可用,剩余大多可先分析实际装置与模型的差异性,再在这些控制参数基础上进行调整: 如对某些流量控制器,由于实际测量信号PV值滤波波动很大,致使控制震荡,通过减小增益比例参数和减小积分时间保证控制曲线稳定;对于某些温度控制器,实际装置由于操作负荷比设计值明显下降,造成设备热容效应相对增大而致使测量动态变化更加滞后,通过增大积分时间或必要时再增加微分时间即可达到较好收敛控制。
4.3 操作卡制定和开工方案测试
1) 通过在动态装置模型系统上进行操作,反复测试和验证了各种开工方案,细化了各阶段操作步骤,初步建立了完整的开工操作卡,作为实际开车的依据。
2) 制氢装置的动态装置模型系统在开工测试中发现,在氮气、蒸汽大循环阶段,如果压力PIC3302A控制较低,大量蒸汽会集中在末级分离罐上冷凝,引起满罐现象,需将蒸汽输入量由10 t/h降至3 t/h左右,或改变方案将压力PIC3302A提高控制在正常操作值。最后将这两种方案都制订出详细的操作卡以供实际开车选择。
4.4 培训与考核
通过在动态装置模型系统进行开工操作培训,每个操作工不但熟悉了工艺流程及DCS操作站操作界面,而且对装置每个阶段的操作及响应规律做到了然于胸。例如: 制氢装置开工过程中如何提升中压汽包D107,D108压力的操作,如何实现三冲量控制或串级控制的操作步骤以及如何实现三冲量控制和串级控制的切换。醚化装置培训使操作工熟练掌握了蒸馏塔及甲醇回收塔的稳定调整操作,如塔底蒸汽量及塔顶回流量的相互配合影响操作,达到优化状态的操作过程,培训寻找操作平衡点的方法。在醚化装置实际开工过程中,由于已经通过动态装置模型系统培训对装置各阶段运行规律的提前预知,短时间内实现了一次开车成功并很快调整到稳定运行阶段。
相对较长时间的开工过程,根据操作卡拆分成对应各主要开工阶段的合适培训考核时间的多个题组方案,教员只需根据需要选择不同方案,一键启动,组织培训和考核,使得组织培训考核简单易行,提高了动态装置模型系统使用率。考核报告方便导出,不但为操作工提供自身的操作经验总结,还可作为技能鉴定的重要依据。
5 结束语
ASIM技术在确保工厂操作安全、高效的前提下,减少了装置开、停车次数,预防了安全性事故的发生;在完全安全的环境中实现操作员的合格验证和再验证,对操作规程进行安全、快速地评价;为控制工程师提供了系统改造和升级的理想设计环境,使技术员能学习和理解诊断的技能和控制理论,加速生产优化和改善。系统通过结合先进而成熟的技术、丰富的工业经验,为制氢和醚化装置实现最优控制提供保障。通过ASIM技术的应用,2套装置都实现了一次开车成功,并立即进入稳定的运行。ASIM技术在生产装置建设阶段的成功应用也为该技术在生产运行阶段的应用打下了良好的基础,将来可以开展这些模型的在线应用,如在线操作优化[3],智能异常诊断[4],报警管理应用[5]等。
参考文献:
[1] 焦念友.基于组件技术的DCS仿真培训系统及在华北石化公司联合装置上的应用[J].石油大学学报,2004(01): 35.
[2] 高洁.常压装置仿真培训系统及质量模型研究[D].青岛: 中国石油大学(华东),2007.
[3] 刘蕾,赵众,陶兴文,等.催化裂化反应再生系统的建模与优化[J].石油化工自动化,2009,45 (05): 26-30 .
[4] 陶兴文,齐万松,李阳,等.s_zorb装置闭锁料斗异常侦测管理系统的设计及应用[J].石油化工自动化,2015,51(05): 63-66.
[5] 范宗海,贺文敏,冀晓举,等.先进报警管理系统的设计实施与应用研究[J].石油化工自动化,2018,54(01): 7-17.
猜你喜欢
卫星应用(2022年7期)2022-09-05 02:36:02
卫星应用(2022年3期)2022-05-23 13:44:30
卫星应用(2022年1期)2022-03-09 06:22:20
河北农机(2020年10期)2020-12-14 03:13:42
环球慈善(2019年6期)2019-09-25 09:06:24
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
工业设计(2016年11期)2016-04-16 02:49:22
当代化工研究(2016年5期)2016-03-20 16:21:32
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
电源技术(2015年11期)2015-08-22 08:50:26