
工业机器人在纸卷包装系统贴标装置中的应用
2018-04-25 02:02上海衡拓实业发展有限公司李晖
智能制造 2018年12期
上海衡拓实业发展有限公司 李晖
一、概况
根据国家发展规划,造纸行业正在逐步淘汰落后产能,随着能耗大、污染严重的造纸企业被关停,市场空间得到进一步释放。近几年国内规模较大的造纸厂新上项目以大产量为主,箱板纸、瓦楞纸新上项目年产量超30万吨,高档文化纸、白卡纸年产量超50 万吨。部分机台产量达到了80 ~100 卷/小时,多机台的生产线成为主流配置。随着产量的提高,对纸卷输送包装系统节拍有了更高的要求。
其中,标签作为纸卷生产、销售、二次加工流转过程中必要的信息载体,贴标装置在纸卷输送包装系统中不可或缺。传统的人工贴标、滚筒式贴标机由于效率低下正在逐渐被淘汰,市场对自动化程度较高的贴标装置的需求较大。而传统的自动贴标装置,适用的贴标范围较小,不能满足造纸行业多种规格纸卷的贴标要求。工业机器人由于其可靠性、稳定性好,作为先进制造业发展的方向,在越来越多的行业中成为不可替代的重要装备。结合纸卷输送包装系统的特性,将工业机器人应用于贴标装置,将大大提高物流系统的能力。通过对工业机器人的应用及工艺流程的优化,可将贴标节拍控制在30S 内,满足高速自动化生产的需要。
常规的贴标系统的标签纸可分为两类:背面预施水溶胶的标签纸和不干胶标签纸。其中,不干胶标签纸对打印机的要求较高,且出现故障时处理时间过长,不适合造纸行业连续生产工况。背面预施水溶胶的标签纸由于各项经济指标较好,且不易造成设备故障,可靠性较好,在行业中被广泛应用。本文中应用的贴标装置使用背面预施水溶胶的标签纸。
二、贴标系统
1、系统组成及工艺流程
贴标系统由机器人主体(含控制器)、夹具、气动系统、打印及喷水系统和自动控制系统组成。
纸卷包装完成后通过输送系统到达指定标签粘贴工位,根据信息系统提示,打印系统提前打印标签,打印完成后通知机器人取走标签。机器人抓取标签并完成喷水后,按照事先示教的位置运行到贴放位置附近,通过与控制系统的信息交互,获取纸卷的幅宽、直径等信息,确定标签粘贴的准确位置。夹具释放标签,放置在纸卷上,机器人根据纸卷参数,以合适的力度及角度,将标签抚平、压紧在纸卷上。贴标完成后,机器人将完成信号发送给控制系统,输送机将纸卷输送到下一个工位,同时将下一个待贴标纸卷送到标签粘贴工位。
2、机器人主体
机器人采用6 自由度多关节型通用机器人。根据粘贴标签数量及纸卷直径范围,选择不同规格的机器人型号。常规系统应用机器人以ABB IRB4600 型机器人为基础,其主要规格参数如表1 所示。实践证明,该型机器人可以完成纸卷直径范围为φ600 ~2000mm 的纸卷筒身贴标,并在输送系统的配合下完成纸卷端面贴标。

表1 ABB IRB4600 机器人规格及性能特点
ABB IRB4600 机器人规格及性能特点示教器是进行机器人手动操作、程序编写、参数配置及监控的手持装置,也是最常见的机器人控制装置,如图1 所示。ABB IRB4600型机器人具备工具坐标系多点标定功能,实际应用中,一般先通过工具中心点(TCP)位置多点标定进行大范围运动点标定,再进行工具坐标系(TCF)姿态多点标定进行精细调整。在位置标定完成后,人工输入相关运行参数,如运动的速度数据、TCP 速率、总运行时间等,组合运用线性运动指令、关节运用指令及圆弧运动指令完成机器人动作。

图1 机器人控制柜及示教器
3、夹具设计
根据实际贴标需求进行夹具结构设计,本装置设计为一次可进行两张标签纸粘贴。夹具结构设计图见图2。该夹具适用于A3 标签纸,也可经过简单调整后用于A4/A5 标签纸。
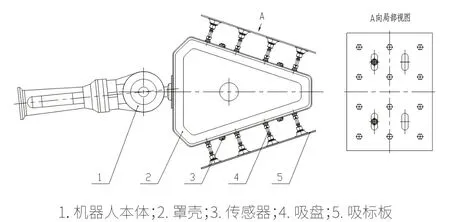
图2 多用型夹具设计图
夹具采用法兰与机器人本体连接。罩壳设计为三角形截面,两个贴标面的角度范围为30°~45°,适用于同时粘贴2 张标签纸。贴标机构主体采用橡胶吸盘安装在聚氨酯材质吸标板上,配真空泵或真空发生器实现真空功能,相关检测传感器集成在夹具上。标签打印完成后,夹具在机器人作用下运行至拾取位,真空打开,吸标板吸附标签。夹具运行至贴标位置后,真空释放,标签放置到指定位置后进行粘贴动作。
吸标板是由聚氨酯材料制成,橡胶吸盘粘接覆盖在贴标板基板上,在吸标板面上与吸盘相对应的位置均匀开设有多个小孔。聚氨酯材质软硬适中,通过调整机器人粘贴的角度及力度,能较好的避免标签起褶、翘角、气泡等问题,标签粘贴定位精准,外观平整。
气动系统所产生的真空由吸盘均匀分布到吸标板面上,吸标面外面的大气压大于所形成的真空腔内部的气压,进而外部气体通过吸标面上的小孔进入真空腔内,在吸标面的外部产生对标签的吸附力。根据标签大小设计不同尺寸的夹具,吸标板略小于标签尺寸,常用的A5/A4 标签纸面大小配6个吸盘,A3 标签配12 个吸盘。
机器人夹具上安装有传感器,以确认夹具是否正确吸附标签。
4、气动系统设计
气动系统在本设备中占比不多,却起着十分重要的作用。夹具吸附标签就是靠气动系统产生的负压,将标签吸附在吸标板上。
当前在自动化装置中普遍使用的真空发生装置主要有真空泵和真空发生器。
机械式的真空泵结构比较复杂,通常是采用活塞或叶轮部件进行抽气、排气,通过不断地抽气、排气在吸气口处产生较高的真空度。机械式真空泵一般应用于多处作业需要持续真空作业的自动化系统中。真空发生器是利用压缩空气的流动而形成一定真空度的气动元件,与真空泵相比,它的结构简单、体积小、质量轻、价格低、安装方便,与配套件复合化容易,真空的产生和解除快,宜从事流量不大的间歇工作,适合分散使用。
在实际应用中,根据生产节拍及吸附标签尺寸的差别,一般采用真空泵为吸标板提供负压吸力。在部分生产节拍较慢,标签尺寸较小的情况下,也可选用真空发生器为吸标板提供负吸压力。
5、打印系统及喷水系统
造纸行业使用的标签背面预施水溶胶,配套相应的喷水系统,如图3、图4所示,在机器人拾取标签后进行水雾喷洒,然后进行粘贴动作。打印系统与生产信息管理系统通讯,若存在多纸种混合生产,打印系统可按照标签样式选配多纸盒打印机,系统可根据纸卷信息自动选择相应标签纸并完成打印。打印机出纸平台装有传感器,以确认标签是否打印完成及被取走。
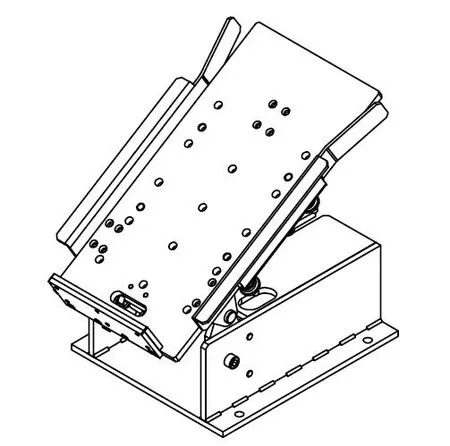
图3 标签存放盘
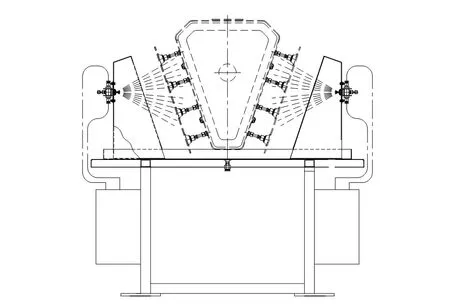
图4 喷水系统
6、控制系统设计
控制系统主机采用西门子S7-1500 系列可编程控制器(PLC),负责物流系统上所有设备的控制,在传感器的配合下实现自动输送包装功能。控制系统采用西门子Portal 软件,包含实现过程可视化控制及监控控制和数据采集功能,实时监控设备运行状态。标签打印机通过以太网和网络数据库相连,当纸卷到达相应的工作位置时,数据库将相关标签打印信息所需要的数据发送给打印机,由打印机完成纸卷的标签打印。
机器人控制器采用PROFINET 模块与PLC 进行通信,保证机器人与控制系统信息交互流畅。为方便控制,采用触摸屏作为人机交互页面,相关控制信息及运行状态显示在触摸屏上,参数设置、故障诊断及消除等功能也通过触摸屏设置。
三、实际应用
随着工业自动化水平的提高,工业机器人在生产设备中的应用越来越广泛,如图5 所示。机器人贴标装置满足了纸卷输送包装系统中对标签粘贴高效、可靠的要求,设备运行满足工厂生产节拍要求,有效提高了生产效率,同时又提升了产品质量,提高企业的产品竞争力。该装置具有良好的市场前景。

图5 工业机器人在贴标系统中使用
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
水泵技术(2022年2期)2022-06-16
动漫界·幼教365(中班)(2019年10期)2019-10-28
科技创新与应用(2019年26期)2019-10-24
造纸信息(2019年7期)2019-09-10
时代金融(2019年7期)2019-04-23
意林(2017年4期)2017-03-03
意林(2016年7期)2016-05-03
意林(2016年3期)2016-03-01
天津农业科学(2014年4期)2014-05-23
