响应面法优化帝国世涛啤酒酿造工艺的研究
2018-04-23 07:25金德强翟乃明董小雷
中国酿造 2018年3期
王 超,金德强,翟乃明,董小雷*
(齐鲁工业大学 生物工程学院 山东省微生物工程重点试验室,山东 济南 250353)
黑啤酒的历史始于1795年,起源于德国[1],当年阿瑟健力士于爱尔兰的都柏林开设了一家酿酒厂,该种啤酒使用了大量的烘烤麦芽[2],麦芽的抗氧化性强,因此其保质期往往比其他种类的啤酒要长,对于啤酒的销售和贮存有积极的影响[3]。黑啤主要分为下面发酵啤酒(如德国黑啤、慕尼黑黑啤)和上面发酵啤酒(如波特啤酒、世涛啤酒),其中世涛啤酒分为牛奶世涛、燕麦世涛、爱尔兰世涛、巧克力世涛、帝国世涛及特种世涛[4]。
目前,中国虽然是啤酒生产大国,总产量已经稳居世界第一[5],但对淡色啤酒的研究居多,而黑啤酒尤其是世涛啤酒的研究则非常少。世涛啤酒以其丰富的口味和其包容性在西方国家发展迅猛[6],吸引着广大啤酒爱好者的追捧,并且特种麦芽(巧克力麦芽、焦香麦芽、结晶麦芽、黑麦芽和燕麦)的比例大大提升,这使世涛啤酒具有更高的酒精度、浓烈的烘烤大麦焦糊味、更加丰富的层次感,以及无限拓展的空间,其中帝国世涛啤酒则最能体现世涛的风格特色[7],并且其在酒精度及烘焙麦芽(增强抗氧化性)等方面也是比其他世涛啤酒要高,因此在销售和贮存方面相对于其他世涛啤酒更具有优势。
针对我国对于帝国世涛啤酒研究匮乏的现状[8],本研究利用特种麦芽,在单因素试验的基础上,利用响应面试验对帝国世涛啤酒酿造工艺条件进行优化,确定最佳的酿造工艺条件,以期得到具有中国特色的帝国世涛啤酒酿造工艺,确保其在精酿啤酒的生产及大规模生产中的科学性和可行性。
1 材料与方法
1.1 材料与试剂
麦芽(澳麦、巧克力麦芽、焦香麦芽、结晶麦芽、黑麦芽和燕麦,其色度分别为5 EBC、500EBC、100 EBC、150 EBC、1 200 EBC):永顺泰(昌乐)麦芽有限公司;白砂糖:济南长清家家悦超市;卡斯卡特酒花颗粒:张掖斯丹纳酒花有限公司;上面发酵啤酒酵母US-05:齐鲁工业大学中德啤酒中心保藏;邻苯二胺(分析纯):天津市北联精细化学品开发有限公司;氯化钠(分析纯):天津市大茂化学试剂厂;乙醇(色谱纯):东莞市乔科化学有限公司。
1.2 仪器与设备
SW-CJ-2D超净工作台:苏州博莱尔净化设备有限公司;UV2350分光光度计:北京普析通用仪器有限责任公司;WGZ-2PJ啤酒浊度仪、SD9012B EBC色度计:上海昕瑞仪器仪表有限公司;WYT-J手持糖度计:上海垒固仪器有限公司;ZM30L立式自控发酵罐:济南正麦机械设备有限公司。
1.3 方法
1.3.1 帝国世涛啤酒的工艺流程及操作要点

操作要点:
原料配比:将5种麦芽按照此比例进行配比,澳麦51%、巧克力麦芽8%、焦香麦芽15%、结晶麦芽15%、黑麦芽6%、燕麦5%。
麦芽粉碎[9]:大麦芽加水湿粉碎,皮壳破而不碎;巧克力麦芽、焦香麦芽、结晶麦芽、黑麦芽粉碎,皮壳破而不碎;燕麦磨成细粉。
原料糖化[10]:采用单醪浸出糖化法,控制料水比1∶3(kg∶L),边搅拌边投料使料水充分混匀,投料完毕,醪液温度为45℃,维持15 min;升温至52℃,维持20 min;升温至65℃,维持60 min。升温至78℃,糖化完成。
麦汁过滤:麦汁转移至过滤槽前,添加78℃水至过滤槽,水量刚好没过筛板即可。麦汁入过滤槽,静置20 min,回流,过滤,过滤速度由慢至快,保证获得的麦汁清亮、干净、无污染。过滤结束,洗糟两次,洗糟水温度控制在76~78℃。
麦汁煮沸[11]:将过滤、洗糟结束所得到的麦汁煮沸70 min。分三次添加0.45 g/L卡斯卡特啤酒花颗粒。初沸第10 min添加60%的啤酒花颗粒,煮沸第30 min添加20%啤酒颗粒,煮沸第60 min添加20%啤酒花颗粒。煮沸结束,将麦汁转入回旋沉淀槽,静置20 min,分离凝固物。
发酵及二次发酵[12]:添加上面发酵酵母US-05,为保证酵母充分利用麦汁中营养物质进行生长繁殖,酵母接种量控制在(1.0~1.5)×107个/mL[13]。将麦汁转移至发酵罐,冷却过程中对麦汁进行充氧,充氧量控制在8~10 mg/L,控制麦汁冷却温度在19.5~20.0℃范围,以保证酵母能够正常生长繁殖。发酵期间,当糖度为5.5°P时封罐,帝国世涛啤酒中的可发酵性糖无明显下降时,在另一发酵罐加入白砂糖,把帝国世涛导入该发酵罐中,15℃二次发酵至糖度为2~3°P时结束。
后贮[14]:待双乙酰含量<0.15 mg/L,先以1.5℃/h降至5℃左右,保温保压24 h,再以1℃/L降至0.5℃左右,冷贮啤酒,进行啤酒风味物质分析检测。注意降温过程中观察发酵罐压力变化,使发酵罐压力控制在0.14~0.16 MPa,压力<0.14 MPa时及时补充外源二氧化碳,确保啤酒强烈的杀口力。
1.3.2 单因素优化试验
采用单因素变量控制法进行单因素试验,考察原麦汁浓度(12 °P、14°P、16 °P、18°P、20 °P)、白砂糖添加量(3%、4%、5%、6%、7%)、发酵温度(14℃、16℃、18℃、20℃、22℃)对帝国世涛啤酒感官评分的影响。
1.3.3 酿造工艺条件的响应面优化试验
在单因素试验结果的基础上,根据Box-Behnken设计原理,以感官评分(Y)为响应值,对发酵温度(A)、原麦汁浓度(B)、白砂糖添加量(C)进行3因素3水平响应面试验,试验因素与水平见表1。

表1 帝国世涛啤酒酿造工艺优化Box-Behnken试验因素与水平Table 1 Factors and levels of Box-Behnken experiments for brewing process optimization of Imperial Stout Beer
1.3.4 感官评价及理化检测方法
(1)感官评价标准
邀请10名啤酒感官品评专家,分别从泡沫、香气、口味3方面对试验样品进行感官评分,满分为100分。感官评分标准见表2。
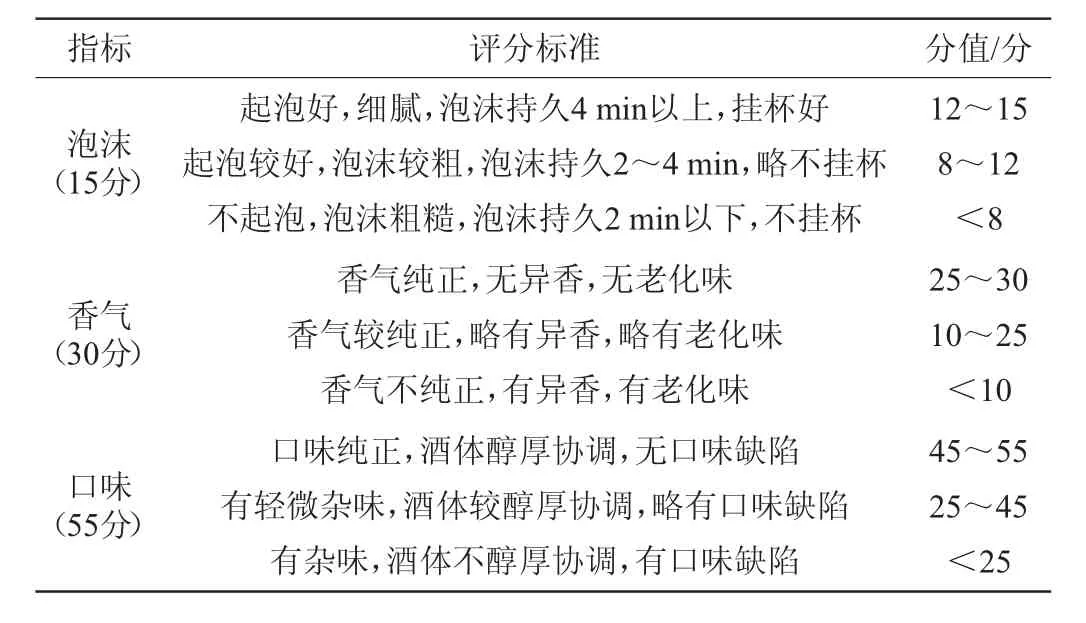
表2 帝国世涛啤酒的感官评价标准Table 2 Sensory evaluation standards of Imperial Stout Beer
(2)理化指标的检测方法
双乙酰、色度、浊度、苦味值及总酸的测定:参考GB/T 4927—2008《啤酒》中的方法[15];酒精度的测定:参考GB 5009.225—2016《食品安全国家标准酒中乙醇浓度的测定》中的酒精计法;pH:采用pH计直接测量。
2 结果与分析
2.1 单因素试验优化结果
2.1.1 发酵温度对帝国世涛啤酒感官评分的影响
发酵温度对帝国世涛啤酒感官评分的影响结果见图1。

图1 发酵温度对帝国世涛啤酒感官评分的影响Fig.1 Effect of fermentation temperature on the sensory score of Imperial Stout Beer
由图1可知,随着发酵温度的升高,啤酒感官评分先增高后降低。发酵温度为18~22℃时,啤酒感官评分>80分,这可能是因为当发酵温度较低时,上面酵母发酵速度缓慢,产生的香味淡薄;当发酵温度为20℃时,感官评分达到最大值,给人以浓烈的烘烤大麦焦糊味、更加丰富和有层次感的口味。当发酵温度为22℃时,酵母发酵速度快,代谢产生高级醇等含量高,对整体口感影响大。因此,选择发酵温度20℃为宜。
2.1.2 原麦汁浓度对帝国世涛啤酒感官品评的影响
原麦汁浓度对帝国世涛啤酒感官评分的影响见图2。

图2 原麦汁浓度对帝国世涛啤酒感官评分的影响Fig.2 Effect of the original wort concentration on the sensory score of Imperial Stout Beer
由图2可知,随着原麦汁浓度的增加,啤酒感官评分呈先增加后减少的趋势;当原麦汁浓度为15°P时,啤酒感官评分最高,为91分,其带有适度的咖啡、深色可可、烘培味道,酒体厚重,给人黏稠、绵密的感受。继续增加原麦汁浓度,啤酒感官评分开始下降;因为原麦汁浓度的变化直接导致麦汁组分发生改变,随着原麦汁浓度的升高,酵母细胞活力及其发酵性能也会随之发生相应的变化,影响酵母发酵产生的香味物质[16],进而对感官品评产生影响。因此,选择原麦汁浓度为15°P。
此外,还应大力开发度假类型的旅游产品。如今人们生活水平提高了,精神层面的需求更加旺盛,都市的繁忙和紧张的生活节奏使得人们对于古镇缓慢、安逸的气息充满向往和渴求,同时随着城市化进程的加快,新农村建设步步推进,古色古香的乡村氛围,自然清新的生态环境也越来越少,霍童古镇自然环境优越,能够满足都市人群对于淳朴生活的追求。古镇应增加建设度假型山庄、农家乐、乡村木屋、帐篷酒店等住宿场所,满足不同年龄阶段不同消费水平游客的住宿需求,同时增加收益。
2.1.3 白砂糖添加量对帝国世涛啤酒感官品评的影响
白砂糖添加量对帝国世涛啤酒感官评分的影响见图3。

图3 白砂糖添加量对帝国世涛啤酒感官评分的影响Fig.3 Effect of sugar addition on the sensory score of Imperial Stout Beer
由图3可知,随着白砂糖添加量的增加,啤酒感官评分呈先增加后减少的趋势;当白砂糖添加量为5%时,啤酒感官评分最高。这可能是由于白砂糖对啤酒的醇厚度等会产生一定的影响,随着白砂糖添加量的增加,啤酒的醇厚度等也会增加,当白砂糖添加量>5%时,其在二次发酵过程中,啤酒醇厚度等重要指标会过度增加。因此,选择白砂糖添加量为5%。
2.2 帝国世涛啤酒响应面试验结果
试验设计方案见表3,响应面试验结果分析包括响应面二次模型的方差分析及响应面二次模型的拟合分析见表4。

表3 帝国世涛啤酒酿造工艺优化Box-Behnken试验设计与结果Table 3 Design and results of Box-Behnken experiments for brewing process optimization of Imperial Stout Beer
使用Design-Expert 7.0对试验所得数据(表3)进行分析,得到二次回归方程为:


表4 响应面二次模型的方差分析及拟合分析Table 4 Variance and fitting analysis of response surface quadratic model
由表4可知,3个因素的影响大小为:B(原麦汁浓度)>C(白砂糖添加量)>A(发酵温度);一次项B、C、二次项A2、C2对感官评分的结果影响极显著(P<0.01),一次项A、交互项BC及AC的对结果影响显著(P<0.05),其他因素对结果影响不显著;模型P=0.000 3<0.01,说明该模型极显著,失拟项P=0.950 6>0.05,表明模型失拟不显著[17]。
相关系数R2=0.9631,接近于1,表明二次多项式方程能充分拟合试验数据,方程拟合度很好。校正相关系数R2adj=0.9157,说明响应值的变化有93.27%来源于所选变量,该试验中变异系数(coefficientof variation,CV)为1.34%<5%,说明该试验的精确度和试验重复性很高。校正相关系数R2adj=0.915 7和预测相关系数R2pred=0.902 2很接近,且信噪比为13.123,表明所建立的模型可用于优化帝国世涛啤酒发酵工艺条件的分析[18]。
采用Design-Expert 7.0软件根据回归方程绘制等高线和响应面图[19],如图4所示。由图4可知,发酵温度和白砂糖添加量交互作用及原麦汁浓度和白砂糖添加量交互作用显著,与表4中的交互相P值的分析结果一致。响应面的坡度较为陡峭,表明感官品评的响应值对发酵温度、原麦汁浓度、白砂糖添加量的变化较为敏感[20]。在发酵温度不变的条件下,随着白砂糖添加量的增加,响应值先逐渐升高再逐渐降低;在白砂糖添加量不变的条件下,随着发酵温度的升高,响应值先逐渐升高再逐渐降低[21]。在原麦汁浓度不变的条件下,随着白砂糖添加量的增加,响应值先逐渐升高再逐渐降低;在白砂糖添加量不变的条件下,随着原麦汁浓度的升高,响应值逐渐升高。

图4 发酵温度、原麦汁浓度和白砂糖添加量交互作用对感官评分影响的响应面和等高线Fig.4 Response surface plots and contour line of effects of interaction between fermentation temperature,original wort concentration and sugar addition on the sensory score
2.3 帝国世涛啤酒检测分析结果
对优化后的帝国世涛啤酒进行理化指标进行检测分析。结果表明,其理化指标为双乙酰0.12 mg/L,色度458.5 EBC,浊度0.8 EBC,酒精度9.5%vol,苦味值55 BU,总酸2.79 mL/100 mL。其双乙酰、色度、酒精度等均符合GB/T 4927—2008《啤酒》中的国家标准;所酿帝国世涛啤酒深褐色至深棕色,泡沫细腻,挂杯时间长;浓郁且多样,有着程度变化的烘焙谷物香,麦芽香,水果酯香,酒花香和酒精香味;酒体厚重,有嚼劲,带有柔软、甜美的质感。参考啤酒感官品评[22]和GB/T 4927—2008《啤酒》中的国家标准可知,优化后的帝国世涛啤酒符合国家标准,具有消费者所喜爱的特殊风味,其理化指标和感官品评结果对其发展提供了坚实的理论基础,可适用于精酿啤酒和工业化啤酒的生产。
3 结论
本研究采用单因素试验和响应面法分析对帝国世涛啤酒酿造工艺条件进行了优化。结果表明,帝国世涛啤酒最佳酿造工艺条件为:原麦汁浓度16°P,发酵温度21℃,白砂糖添加量5.1%。其感官评分为95分,理化指标为双乙酰0.12 mg/L,色度458.5 EBC,浊度0.8EBC,酒精度9.5%vol,苦味值55BU,总酸2.79 mL/100 mL,符合GB/T 4927—2008《啤酒》中的国家标准,具有坚实的理论支持;为精酿啤酒以及工厂生产的可行性提供了坚实的理论和实践基础,对帝国世涛啤酒在我国的发展有重要的指导意义。
参考文献:
[1]刘东平.吉尼斯:从黑啤酒到世界纪录—探秘吉尼斯啤酒工厂[J].国际人才交流,2016(7):43-45.
[2]刘 翔,江 伟,赵树欣,等.麦芽与黑啤中15种麦芽香特征物质的分析[J].食品与发酵工业,2014,40(8):171-177.
[3]辛卫云,白 明,苗明三.麦芽的现代研究[J].中医学报,2017,32(4):613-615.
[4]李慧敏,李宏军,刘秀华,等.上面发酵和下面发酵小麦啤酒发酵过程的差别研究[J].山东理工大学学报:自然科学版,2012,26(2):41-44.
[5]程 燕,李先德.中国啤酒消费趋势及其对啤酒大麦需求的影响[J].农业展望,2014,10(3):71-73.
[6]李颖畅,李作伟,吕艳芳.啤酒风味物质的研究进展[J].食品与发酵科技,2012,48(6):85-88.
[7]房慧婧,李惠萍,涂京霞,等.特色啤酒的酿造和特点[J].啤酒科技,2015(1):11-14.
[8]刘 慧,张文利.利用小黑麦生产啤酒的发酵工艺[J].中国酿造,2000,19(3):28-31.
[9]管敦仪.啤酒工业手册[M].北京:中国轻工业出版社,2015:535-539.
[10]周广田,聂 聪,崔云前,等.啤酒酿造技术[M].济南:山东大学出版社,2004:135-137.
[11]谢恩润.德国小麦啤酒生产工艺[J].啤酒科技,2000(9):5-9.
[12]李 鹏,周广田.二次发酵生产小麦啤酒工艺的研究[J].食品工业科技,2008,29(10):187-189.
[13]ALMONACID S,NAJERA A,SIMPSON R,et al.Production of stoutbeer using immobilized yeast[J].J Biotechnol,2008,136(4):S743-S745.
[14]周广田.现代啤酒工艺技术[M].北京:化学工业出版社,2007:154-155.
[15]中华人民共和国国家质量监督检疫检验总局,中国国家标准化管理委员会.GB/T 4927—2008啤酒[S].北京:中国标准出版社,2008.
[16]GUIDO F,RODRIGUESP,RODRIGUESJA,et al.The impact of the physiological condition of the pitching yeast on beer flavour stability:An industrial approach[J].Food Chem,2004,87(2):187-193.
[17]夏广利,汪东风,史铭儡,等.响应面分析法优化葡萄酒橡木桶陈酿条件[J].中外葡萄与葡萄酒,2010(5):22-24
[18]李 莉,张 赛,何 强,等.响应面法在试验设计与优化中的应用[J].实验室研究与探索,2015,34(8):41-45.
[19]徐仁崇,刘君秀,曾冲盛,等.采用Design-Expert软件优化透水混凝土配合比设计[J].新型建筑材料,2010(7):17-20.
[20]吴婧婧,梁贵秋,陆春霞,等.响应面法对桑果醋发酵工艺的优化[J].南方农业学报,2014,45(2):278-284.
[21]周 波,张翠英,陈叶福,等.高浓高温对啤酒酵母发酵性能的影响[J].中国酿造,2016,35(10):9-12.
[22]董小雷,周广田,崔云前.啤酒感官品评[M].北京:化学工业出版社,2008:124-131.
猜你喜欢
小哥白尼(神奇星球)(2022年5期)2022-08-15
小哥白尼(神奇星球)(2022年4期)2022-06-06
小哥白尼(神奇星球)(2022年3期)2022-06-06
幼儿智力世界(2021年5期)2021-12-17
趣味(作文与阅读)(2021年12期)2021-04-19
童话王国·文学大师班(2021年12期)2021-01-14
饮食科学(2019年9期)2019-09-23
女友(2018年3期)2018-05-14
中成药(2018年3期)2018-05-07
商周刊(2017年10期)2017-08-23