
发动机冷却液复合剂工业试生产及应用
2018-04-23 08:41:28张永江程亮刘晓磊刘风闯蒋云胜
润滑油 2018年2期
张永江,程亮,刘晓磊,刘风闯,蒋云胜
(1.中国石油抚顺润滑油厂,辽宁 抚顺 113004;2.中国石油大连润滑油研究开发中心,辽宁 大连 116032)
0 引言
传统的汽车发动机冷却液生产多采用固体添加剂直接投料的方式。但由于固体添加剂从分装到投料过程中,涉及的作业人员多,分装过程中粉尘大,存在诸多安全环保隐患。同时在调合过程中存在固体剂溶解慢,导致调合周期过长等不利因素,因此很有必要对复合剂进行液体化。
通过前期的实验室研究工作,抚顺润滑油厂按照研制的工序报告完成液体复合剂及相关产品的调合工业试生产和质量分析工作,并通过公司专家委员会验收,并已建成年产5000 t RHY8025A和20000 t RHY8026A复合剂的生产系统。用该液体复合剂所调制的发动机冷却液,各项质量指标满足GB 29743-2013《机动车发动机冷却液》标准要求。
1 主要原材料及产品质量技术要求
发动机冷却液复合剂RHY8025A和RHY8026A分别由多种缓蚀剂组成。缓蚀剂主要是通过金属氧化并在金属表面形成钝化膜,或者是在金属表面形成均匀致密的难溶盐膜来保护金属。该液体复合剂主要质量技术要求见表1。

表1 发动机冷却液复合剂主要质量技术要求

表1(续)
2 实验室小试
在实验室对RHY8025A和RHY8026A分别进行小调工作,并对调合后的产品进行分析,调合方案见表2,分析数据见表3。
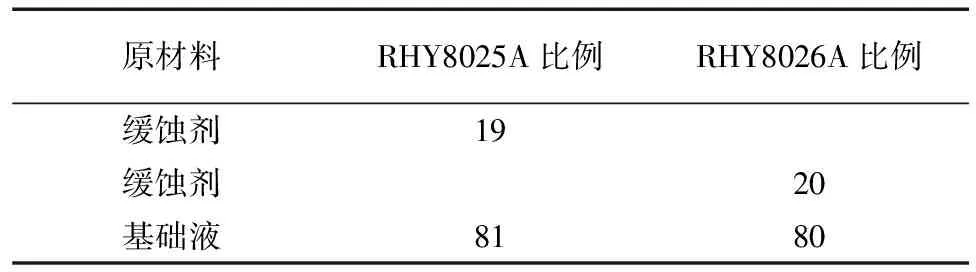
表2 调合方案 %
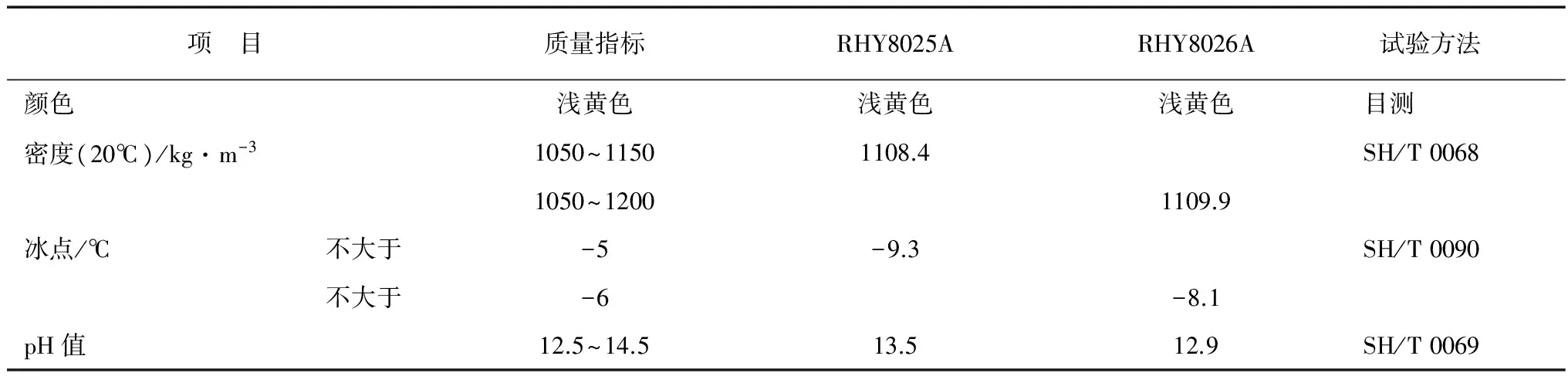
表3 小试分析数据
3 试生产过程及产品性能评价
3.1前期工作描述
(1)清洗
采用去离子水清洗地下调合罐及附属立式机械搅拌器、临时水泵、塑料胶管、吨箱、中桶等试生产设备及工具。示意图见图1,试生产设备见表4。
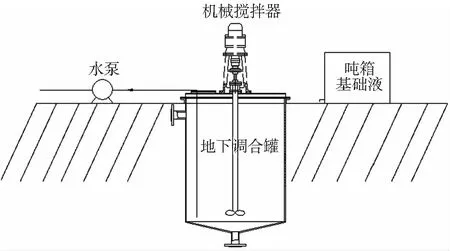
图1 试生产示意

序号设备名称规格其他条件 1地下调合罐 2m3奥氏体不锈钢304;立式机械搅拌器2单相自吸水泵1WZB-35奥氏体不锈钢304;流量:1m33电子平台秤 SCS-3F3T/1kg精度/kg4电子秤 ACS-JE11B,0.2~30kg精度/g
(2)计算及称量
按照确定调合方案计算基础液及各缓蚀剂加入量,准备相关原材料进行生产。
3.2试生产过程
(1)备料
按确定调合量,称取RHY8025A、RHY8026A基础液、缓蚀剂,装入指定吨箱、中桶。
(2)测温
测基础液温度37.1 ℃。
(3)投料
依次向地下调合罐加入基础液、缓蚀剂,边慢慢匀速加入边搅拌,停止搅拌后静置1 h。
(4)取样
按GB/T 4756进行,取2 L样品作为检验和留样。
(5)灌装
用临时水泵将地下调合罐内调配的RHY8025A、RHY8026A抽入到吨箱中。
采用灌装机定量包装。灌装机入口处推荐采用T型或Y型过滤器;在灌装机灌注头及密封圈等部件选材时,要选用耐强碱的材质,保证灌装头的使用寿命;包装容器选用220 L塑桶或吨箱;灌装过程中要充分设计好通风设施,确保作业人员的健康环境得到保障,见图2。
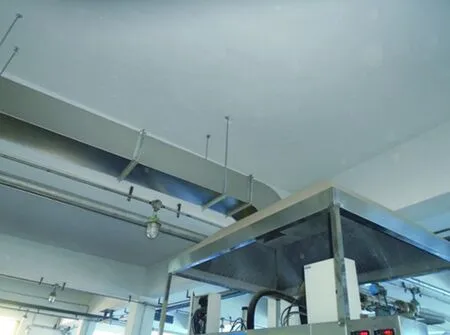
图2 灌装机通风设施
3.3产品性能评定
工业试生产后,分别在罐内取样进行全项指标分析,结果见表5。
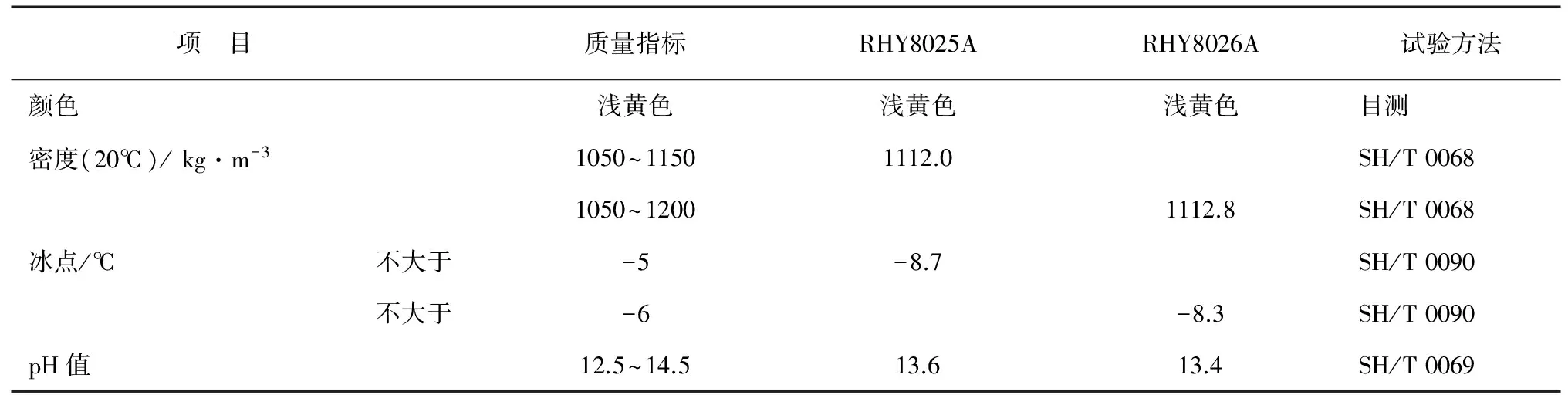
表5 发动机冷却液复合剂分析数据
4 发动机冷却液复合剂的应用
工业试生产的发动机冷却液复合剂RHY8025A和RHY8026A可用于调制冰点为-25 ℃、-30 ℃、-35 ℃、-40 ℃、-45 ℃、-50 ℃的轻、重负荷机动车发动机冷却液。按照GB/T 29743-2013中的要求对产品进行性能检测,各项指标均能满足指标要求,产品性能优异。表6中列出了用发动机冷却液复合剂分别调制的机动车发动机冷却液LEC-Ⅱ-40、HEC-Ⅱ-40的质量评定结果。
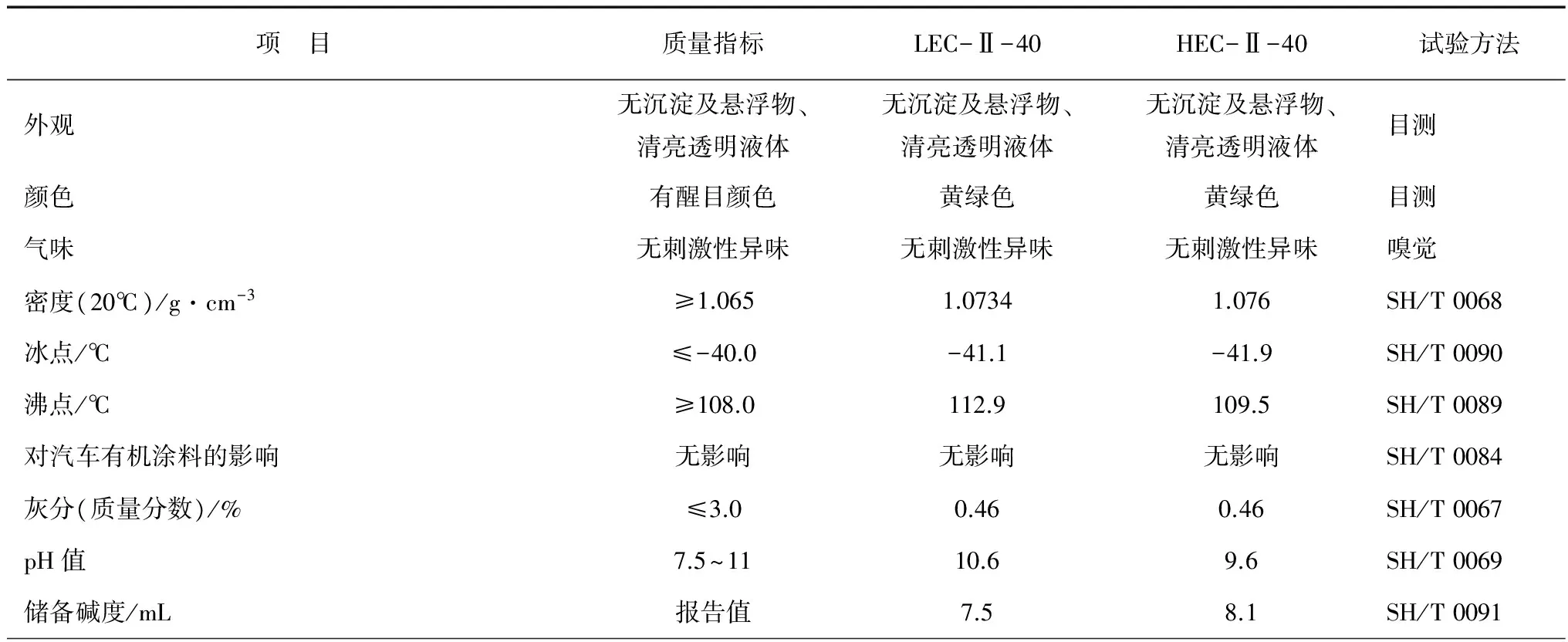
表6 机动车发动机冷却液质量评定结果
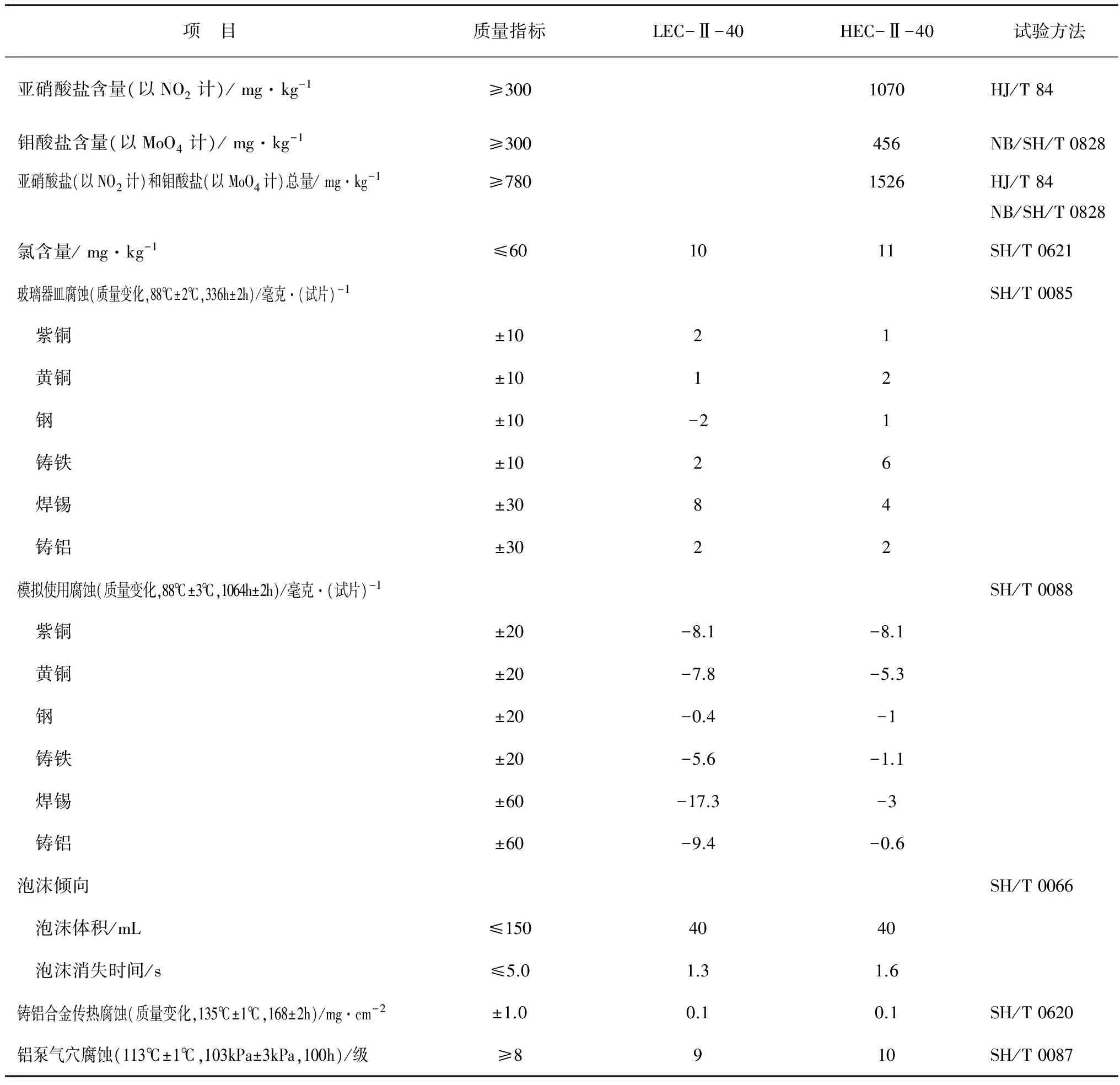
表6(续)
5 结束语
工业试生产的发动机冷却液复合剂系列RHY8025A和RHY8026A的理化指标和台架数据,符合公司标准要求。调制产品的各项质量指标符合GB 29743-2013《机动车发动机冷却液》标准要求。该复合剂工业试生产的成功,解决了固体剂分装产生粉尘对作业人员身体健康及环境的危害,缩短了冷却液产品的生产周期,提高了冷却液产品的生产效率。
参考文献:
[1] 周建军,李庆年,冷观俊,等.汽车冷却液[M].北京:化学工业出版社,2003.
[2] GB 29743-2013机动车发动机冷却液[S].
[3] Q/SY RH3108-2015 RHY8025轻负荷冷却液复合剂[S].
[4] Q/SY RH3109-2015 RHY8026重负荷冷却液复合剂[S].
猜你喜欢
农业工程学报(2022年14期)2022-10-19 01:46:16
化工设计通讯(2022年9期)2022-10-10 08:33:50
石油沥青(2021年2期)2021-07-21 07:39:50
世界农药(2020年1期)2020-12-22 18:47:44
生活用纸(2016年6期)2017-01-19 07:36:20
发明与创新(2016年7期)2016-12-18 12:45:56
中国环境监察(2016年4期)2016-10-24 05:24:34
机电产品开发与创新(2014年4期)2014-03-11 16:42:26
河南科技(2014年15期)2014-02-27 14:12:34
华东理工大学学报(自然科学版)(2014年3期)2014-02-27 13:49:00
