提高混丝加香出口水分稳定性
2018-04-15 06:45程书根王凯
商品与质量 2018年46期
程书根 王凯
河南中烟工业有限责任公司驻马店卷烟厂 河南驻马店 463000
掺配加香是制丝加工的最后一道工序,其包括掺配和加香两个过程。控制系统以叶丝主秤烟丝的瞬时流量为基准,按掺配比例的要求实时掺兑梗丝、膨胀烟丝、薄片丝及残烟丝后,再经过混丝加香机的均匀混合加香后送入贮丝柜储存。混丝加香机的出口水分的稳定直接影响到卷包成品烟支的吸阻和烟丝消耗。
1 存在问题
掺配加香工序如图1所示,现加工品牌要求只掺兑梗丝。由于混丝加香机无出口水分控制系统,其水分的稳定仅受叶丝干燥出口水分和梗丝出柜水分稳定的制约。在实际生产过程中,由于梗丝气流干燥出口水分的波动及风送、贮梗时间长短的影响,造成梗丝出柜的各柜梗丝水分差异较大。另外,梗丝出柜未安装水分仪,操作人员只能根据过料正常后的混丝加香出口水分大小及时修正叶丝气流干燥出口水分的设定值,以确保混丝加香出口水分稳定在工艺要求的12.9%。这一调整过程通常占批次生产时间的1/3,故造成混丝加香出口水分整批的稳定性差,其水分如图2所示,平均标偏为0.14%。
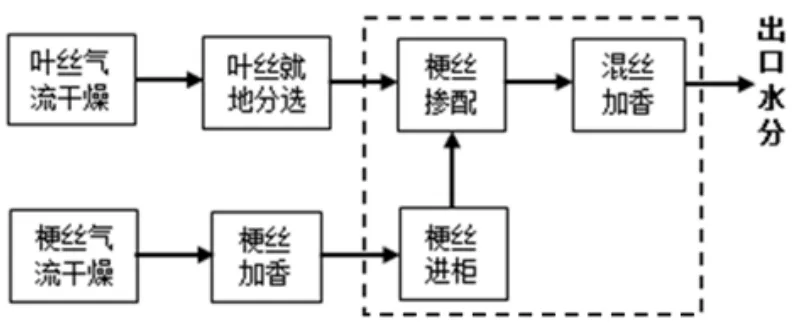
图1 掺配加香工序图

图2 混丝加香出口水分
2 改进措施
(1)在梗丝出柜振槽后增加一台TM710水分仪。将水分仪实时采集的出柜梗丝水分嵌入到中控MES数据中,中控操作人员可通过Minitab分析得到的回归方程预测叶丝气流干燥出口水分的设定值。
(2)回归方程的建立。通过选取叶丝气流干燥的水分为12.8%、13.0%、13.2%三个水平,梗丝出柜的水分采用12.7%、13.0%、13.3%三个水平,利用双因子方差分析的方法验证得出其各自对掺配加香出口水分的影响是显著的,且二者与其有近似线性正相关关系。对二者每种水平组合下分别随机读取3个混丝出口水分数据,见表1。再通过分析得出叶丝气流出口水分、梗丝出柜水分与掺配加香出口水分的线性回归方程,见图3。

表1 不同叶丝气流出口水分和梗丝出柜水分下混丝加香出口水分
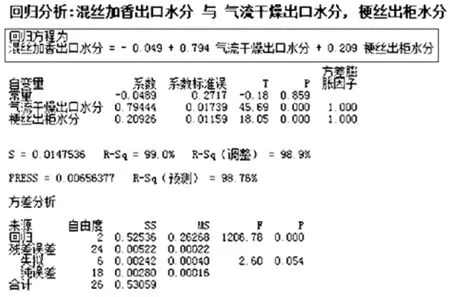
图3 线性回归方程的得出
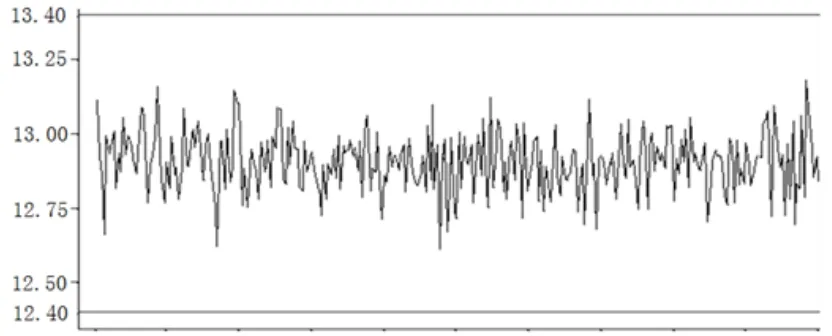
图4 改进后混丝加香出口水分
(3)利用回归方程预测叶丝气流干燥出口水分的设定值。
3 结语
改进后,叶丝气流干燥出口水分可通过一次性设定,标偏平均稳定在0.12%,混丝加香出口水分标偏由原来的平均0.14%稳定在0.10%,其出口水分曲线见图4。
猜你喜欢
应用能源技术(2022年9期)2022-10-22
湖北农机化(2021年7期)2021-12-07
湖北农机化(2021年6期)2021-12-01
烟草科技(2021年6期)2021-06-24
科学与财富(2021年36期)2021-05-10
烟草科技(2021年4期)2021-04-24
中学生数理化(高中版.高一使用)(2021年2期)2021-03-19
中学生数理化(高中版.高一使用)(2021年2期)2021-03-19
西南农业学报(2020年3期)2020-05-05
汽车文摘(2018年7期)2018-07-04