
发配电系统运行经济性提升的研究
2018-04-13 01:07王新娣李传纪贺继鑫王春芹鞠福道
冶金动力 2018年4期
王新娣,李传纪,贺继鑫,王春芹,鞠福道
前言
山东钢铁莱芜分公司能源动力厂电气车间管辖老区、银前区域发配电系统,主要担负着股份炼铁生产线及老区、银前区厂内供电任务,同时承担5台汽轮发电机和6台TRT发电机组并网发电任务,在日常生产过程中除了保证安全稳定的电力供应外,还要保证发配电系统运行的经济性,因此需要针对提高发配电安全性、经济性两方面开展技术攻关。
1 存在问题及分析
1.1 传统的运行方式调整理念影响经济性提升
传统的发配电系统运行以安全供电为主,主要是更侧重运行的安全性,频繁地调整运行方式容易造成停电事故,发配电系统经济性的提升是靠牺牲供电安全性为代价,运行方式调整主动性不强。
1.2 老系统厂变运行未达到最优配置
随着老系统小容量落后设备的逐步淘汰,低压设备用电运行2台厂变即可满足安全生产需要,但是选择运行哪2台厂变的过程中存在一定的随意性。通过对老系统1#~6#厂变运行经济性进行详细的理论计算,发现各台厂变运行过程中自身综合功率损耗存在较大差异,因此选择哪2台厂变运行必须要有所侧重。
1.3 母线电压波动频繁
由于各台发电机组负荷频繁调整,特别是1#、2#12 MW发电机作为调整机组,机组起停随机性较大,当发电机组大幅减负荷或者停机时,对应的母线电压大幅降低,最低时降到5.7 kV以下,而在机组负荷大幅增加的情况下,母线电压随之大幅升高,最高升高到6.5 kV以上。由设备功率损耗计算公式:可以看出,母线电压对功率损耗有直接影响:
(1)当母线电压过低,导致式中分母减小,设备运行功率损耗增加;
(2)当母线电压升高,设备运行功率损耗随之减小,但是,过高的母线电压会加速在运设备绝缘裂化。
由此可见,母线电压控制水平直接关系发配电系统安全性、经济性。
2 技术优化措施
2.1 建立不同风险等级下运行方式调整模型
按照银电进线、发电机运行情况将各变电站运行方式进行风险等级划分,在不同风险等级下,本着最大限度就地消耗发电负荷,降低转供电过程中电能损耗的原则,共计提出22种生产组织模型,提高辖区发配电系统运行安全经济性,表1为1#35 kV变电站12种生产组织模型。
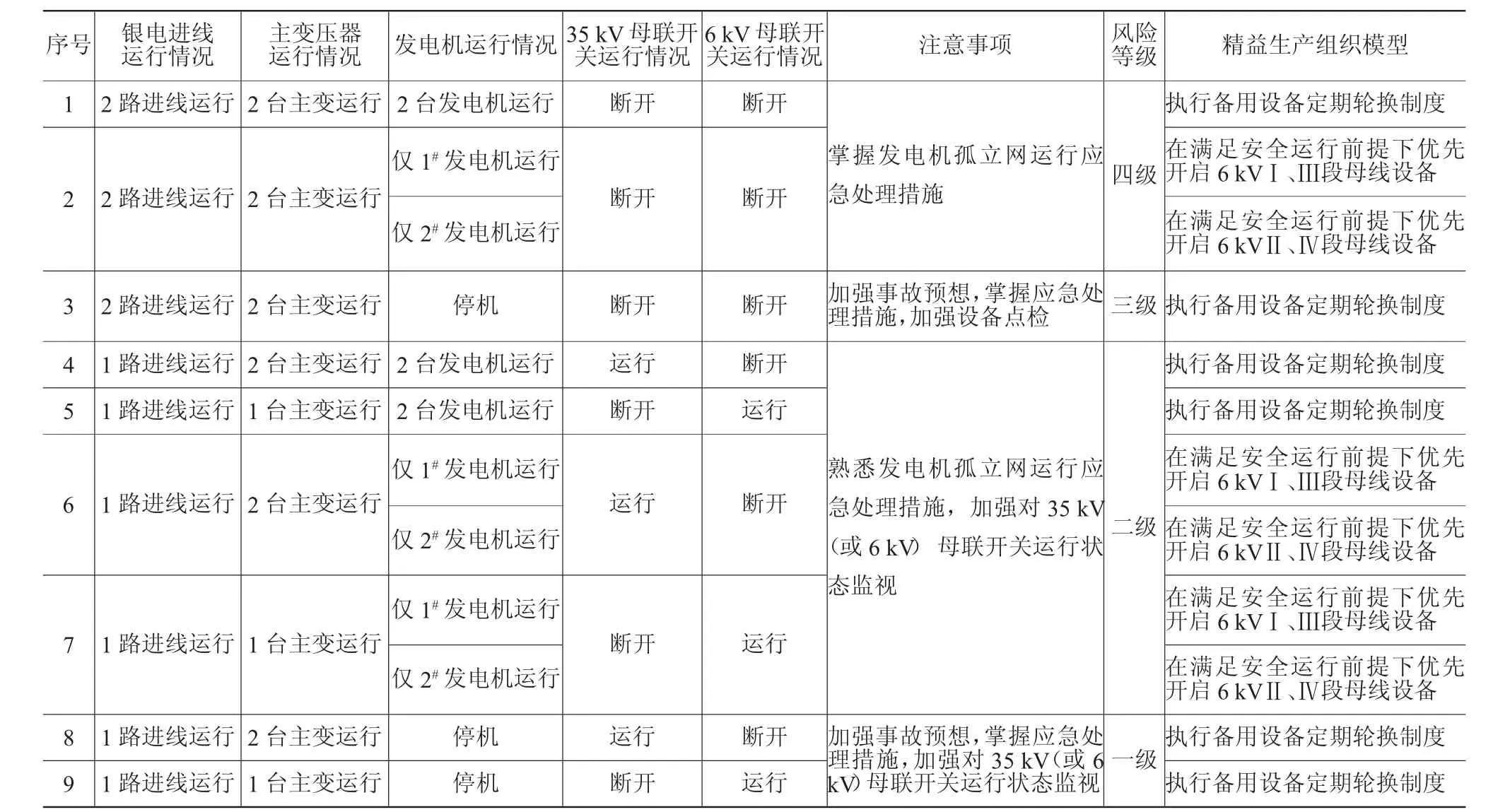
表1 1#35 kV变电站不同运行方式下精益生产组织模型
2.2 建立“厂变两两配对”经济运行模型
2.2.1厂变运行经济性分析
(1)计算过程:1#、2#、3#、6#厂变参数:
容量SN=1600 kVA
空载损耗P0=2.4 kW
负载损耗 PK=14.48 kW、I0%=0.5%、UK%=4.39%。
有功损耗:ΔP=P0+KT×β2×PK=11 kW
无功损耗:ΔQ=Q0+KT×β2×QK=49.48 kvar
单台厂变运行每小时综合功率损耗:
ΔPZ=ΔP+KQΔQ=11+0.1×49.48=15.95 kW
单台厂变每年运行自身损耗电费支出:
15.95kW×8760 h×0.6元/kW·h=83833元
(2)4#、5#厂变参数:
容量SN=2000 kVA
空载损耗P0=3.73 kW
负载损耗PK=15.3 kW、I0%=1.2%、UK%=6%。
有功损耗:ΔP=P0+KT×β2×PK=12.77 kW
无功损耗:ΔQ=Q0+KT×β2×QK==94.9 kvar
单台厂变运行每小时综合功率损耗:ΔPZ=ΔP+KQΔQ=12.77+0.1×94.9=22.26 kW
单台厂变每年运行自身损耗电费支出:22.26 kW×8760 h×0.6元/kW·h=116998元
(3)计算结果:通过上述计算得出以下结论:单台运行 1#、2#、3#、6#厂变可比单台运行 4#、5#厂变自身电能消耗费用减少39.6%,由此可见1#、2#、3#、6#厂变运行经济性高,需要有限选择 1#、2#、3#、6#厂变运行,见图1。
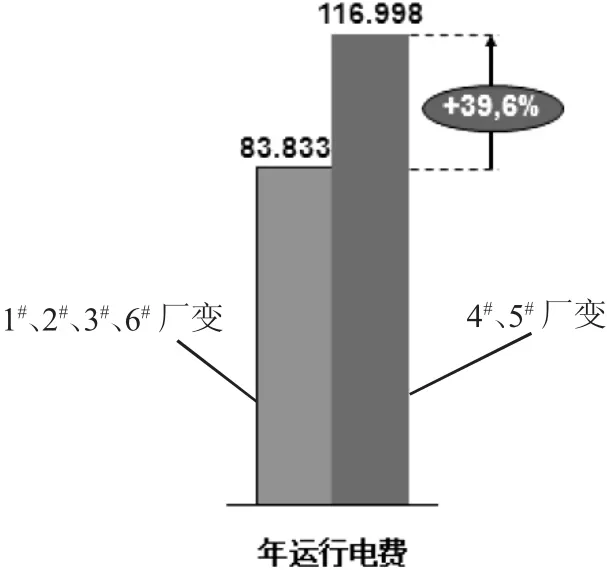
图1 厂变运行方式费用比例图
2.2.2厂变运行模式确定依据
根据1#~6#厂变400 V电源归属6 kV电源,6 kV电源归属35 kV电源情况,制定出4种厂变两两配对运行模型,1#、2#厂变配对运行;2#、3#厂变配对运行;3#、6#厂变配对运行;1#、6#厂变配对运行,4#、5#厂变长期处于热备用状态。
2.2.3厂变两两配对经济运行模型(见图2)试验,确保设备完好性。
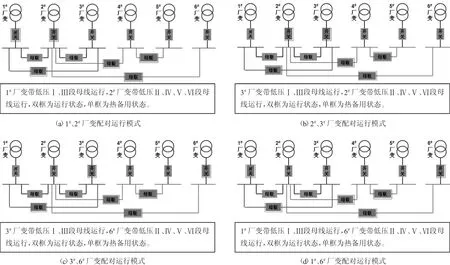
图2 厂变两两配对经济运行模型图
2.3 建立三段母线电压精准控制模型
确定出母线电压最优区间为6~6.3 kV(10~10.5 kV)之间,将母线电压水平分三阶段进行精准控制,具体如表2、表3,通过调整主变分接开关位置、发电机无功功率的措施,精准控制母线电压。
2.2.4厂变配对运行模型调整规定
(1)正常运行情况下,4种厂变配对运行方式每季度调整一次。
(2)4#、5#厂变在每年春、秋两季电气清扫过程中进行短期投运,待其他厂变清扫完毕后及时退出运行。
(3)定期对处于备用状态的厂变进行相关电气

表2 10 kV母线电压精准控制模型要求
3 效果分析
通过分析发配电系统安全性、经济性提升要求实施了一系列技术优化措施达到了预期目标:
(1)厂变运行运行方式达到最优配置
1#35 kV变电站按照4种厂变配对方式运行,年厂变运行节约电能损耗带来的经济效益6万余元。
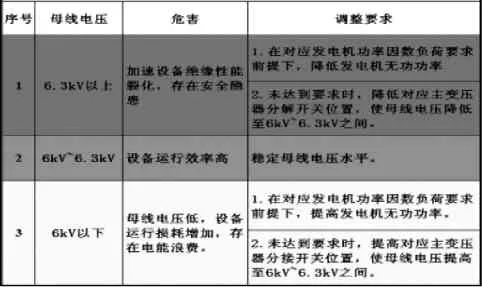
表3 6 kV母线电压精准控制模型要求
(2)推行不同风险等级下运行方式调整模型,使岗位人员事故应急处理有据可依,达到又快又准指导生产目标。
(3)在保证设备安全运行前提下,有效降低设备运行损耗。
猜你喜欢
房地产导刊(2022年4期)2022-04-19
汽车工程师(2021年12期)2022-01-17
汽车工程师(2021年11期)2021-12-21
建材发展导向(2021年15期)2021-11-05
山东电力高等专科学校学报(2019年5期)2019-11-01
家庭影院技术(2018年9期)2018-11-02
课程教育研究·学法教法研究(2018年20期)2018-08-11
自动化与仪表(2018年7期)2018-07-31
资源节约与环保(2018年1期)2018-02-08
中国设备工程(2017年24期)2017-12-28
