一种K波段波纹馈源的结构工艺研究
2018-04-11 01:57:09安徽四创电子股份有限公司杨邦宏程海平李德义刘晶晶
电子世界 2018年6期
安徽四创电子股份有限公司 杨邦宏 程海平 李德义 刘晶晶
1.引言
自A J Simons等人于1966年提出波纹喇叭的概念以来,波纹喇叭成为国内外学者研究的热点,并针对波纹喇叭的低旁瓣和辐射场轴向对称等开展深入研究[1]。在辐射计等被动遥感设备的天馈系统设计过程中,K波段波纹馈源的带宽较高,根据工作频带比,选定波纹槽为直槽和加载槽相结合的形式,这种馈源结构较为复杂,整体难成型,因此现有的波纹喇叭通常采用电化学腐蚀进行整体成型或者采用两个半圆形进行组合的结构形式,存在废品率高、精度误差大、合格率低和生产成本高等缺点。为实现该馈源的电性能指标,本文提出了一种K波段波纹馈源的结构工艺方案,具有精度误差小、生产合格率高、制造成本低等特点,同时提高了该馈源的电性能指标。
2.馈源喇叭的设计与分析
2.1 波纹喇叭介绍
K波段馈源的工作频率为22-32GHZ,为直槽和加载槽相结合的结构形式,主要由变径段、变模段、变频段、变角段、辐射段组成,具体如图1所示。根据口径大小、喇叭总长度的限制,确定辐射段半张角为10.7°;变模段采用环加载形式,变模段的槽口宽度b逐渐变宽到槽底部宽度W的环加载波纹段。槽深d,周期P,具体如图2所示。
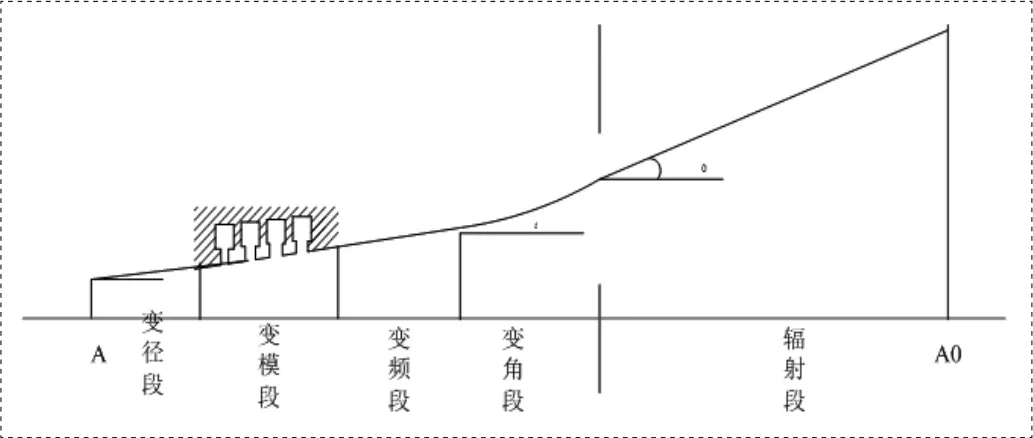
图1 波纹喇叭的基本结构
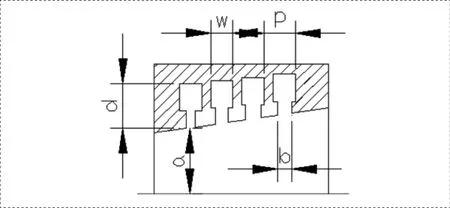
图2 变模段的结构示意图
2.2 波纹喇叭的结构
通常情况下,波纹喇叭的加工工艺主要包括整体机械加工、叠片钎焊和叠片胶接等形式。整体机械加工的方法最为直接,而且容易加工成型,但本文的波纹喇叭具有环加载,整体机械加工难度较大,该方法不可行。
叠片焊接的方法相对简单,也能制作密度较高的齿槽结构,但主要问题在于焊接变形较大,而且焊缝致密不能控制,因此该方法制作的叠片电磁损耗相对较大。

图3 K波段馈源的结构示意图
由于这种波纹喇叭内部波纹结构复杂,每个齿片的厚度在3mm左右,因此直接加工难度较大,而且不易成型。基于此,本文采用叠片套装的方法,通过三个馈源套、两片端盖、1个变径块、42个齿片,加上合理的装夹工装及组装夹具结构而组装程完整的馈源。其中,馈源套两端分别具有定位槽和定位台,内表面光洁度按照镜面处理,馈源套之间由相互配合的定位凸台和定位槽进行准确定位;端盖用于连接馈源套与齿片,并确保各个齿片之间无间隙;变径块采用整体数控加工成型,内表面进行镜面处理;齿片采用慢走丝线切割加工而成,并对加工后的齿片表面镀金。具体如图4所示。
叠片套装的方法可用于批量生产,可以应用于这种直径小、难以进行整体加工和尺寸精度要求较高的波纹喇叭的制作,馈源的整体精度误差小、生产合格率率高,降低了馈源的生产成本,也具有较高的工作性能。

图4 22GHz频率馈源的暗室测试结果和仿真结果的对比图
3.波纹喇叭测试结果和测试分析
针对这种波纹喇叭的结构设计,所加工的齿槽精度能控制在±0.01mm误差以内。以频点为22GHz和32GHz为例,频点22GHz的仿真电平为19.25dB,而频点22.24GHz暗室测试的电平为21.60GHz,两者之间的误差为2.35dB,具体如图4所示;频点32GHz的仿真电平为22.50 GHz,频点31.4GHz的暗室测试电平为18.68GHz,两者之间的误差为3.82GHz,具体如图5所示。考虑暗室测试数据和仿真数据之间的频点有细微差别,而且装配误差和测量误差,总体结果在可接受的范围之内,使用该方法设计的K波段波纹馈源满足各项技术指标要求。

图5 32GHz频率馈源的暗室测试结果和仿真结果的对比图
4.结论
本文给出了K波段馈源的结构工艺方法,并以22GHz-32GHz馈源为例,选择合适的加工方法对这种馈源进行加工制作。经测量和数据对比分析,这种方法制作的波纹馈源达到设计指标的要求,馈源性能良好,可以满足使用要求。
[1]陈谦,方正新,陈明,艾加秋.实现收发分离的W 波段波束波导馈电网络[C].2015年全国微波毫米波会议论文集,2015.
[2]徐江.波纹圆波导特征值的近似解[J].微波学报,2005,21(5):37-40.
猜你喜欢
机械设计与制造(2024年2期)2024-02-29 09:23:32
广东通信技术(2023年9期)2023-10-29 07:09:32
农业工程学报(2022年13期)2022-10-09 09:52:06
科技传播(2019年22期)2020-01-14 03:06:28
科教新报(2019年16期)2019-09-10 01:50:38
科学导报(2019年24期)2019-09-03 04:33:02
水资源与水工程学报(2019年2期)2019-05-17 07:48:50
石油化工技术与经济(2017年1期)2017-03-29 02:38:03
测绘科学与工程(2016年5期)2016-04-17 06:51:15
电信工程技术与标准化(2015年10期)2015-12-22 09:08:10