
Z公司手机单板加工自动化线安装项目工期优化
2018-03-31 06:20戴欧阳黄龙钢
时代农机 2018年1期
戴欧阳,黄龙钢
(桂林电子科技大学 信息科技学院,广西 桂林 541000)
1 概述
自动化生产是现代制造业发展趋势,随着各大企业对自动化产线的大量需求,如何更快地完成满足客户要求的自动化产线,缩减设计研发周期,使产线更快投入生产是制造型企业应该考虑的问题。企业自动化线安装项目涉及到企业的多个部门,各部门在项目推进过程中往往会因为协调不当等问题导致项目无法按期完成。并行工程是对产品及其相关过程进行并行、集成化处理的系统方法和综合技术。它要求产品开发人员从一开始就考虑到产品全生命周期(从设计研发到产品生命结束)内各阶段的因素(如功能、制造、装配、作业调度、质量、成本、维护与用户需求等等),并强调各部门的协同工作。
文章以Z公司的手机单板加工自动化线的设计安装为对象,通过应用并行工程的思想,结合多种IE的方法和工具对其手机单板加工自动化线安装项目工期进行分析优化。
2 企业及手机单板加工自动化线安装项目现状
2.1 企业简介
深圳市Z科技股份有限公司主要致力于各类通信网络、网络电子、手持移动终端接入设备三大电子类产品的研发、制造、销售。Z公司自动化部专业从事自动化设备及工业机器人的研究、开发、生产、应用。未来三年公司计划再投入5条自动化线,以实行企业产线的全自动,以达到提高生产效率、降低成本的目的。手机单板加工自动化线作为首条投入线。
2.2 手机单板加工自动化线安装项目简介
手机单板加工自动化线是由自动上板机、高速分板机、自动下载站、自动校准站、自动综测站、自动WIFI站、自动电流站、自动点胶机、自动翻板机、自动收料机组成。其中因为自动上板机、高速分板机,自动点胶机,自动翻板机可以自行老化,自行测试,所以不做分析。
3 手机单板加工自动化线安装项目工期延迟问题及其分析
3.1 手机单板加工自动化线安装项目工期延迟问题
Z公司手机单板加工自动化线安装项目的进度计划如图1所示。
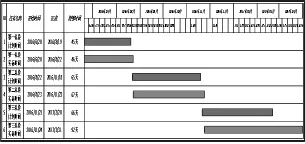
图1 项目的进度控制图
由图1可知,项目的第三阶段即单机测试和整线测试的工期延误是导致整个项目工期延期,工期延迟达41天。
3.2 调试工期延期问题分析
通过召开会议,运用头脑风暴法,对调试工期延误问题进行分析,并绘制因果分析图,如图2所示。
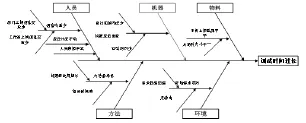
图2 调试工期过长问题的因果分析图
通过对调试时间过长进行因果分析发现。导致调试过长的主要原因有:①物料方面:客户送来的测试主板底部凹凸不平,给调试增加了难度;②机器方面:调试工作主要时间花费在对机器的调试上。问题的反复出现是导致反复调试工作的产生,从而造成整个工期的时间延长;③人员方面:主要是部门与部门的协同工作效率较低;④环境方面:主要是由于静电等特定环境的影响,工人必须穿戴相应的装备,以至于影响工作效率;⑤方法方面:主要是采用串联式的方式,逐站调试,但是局部更变会导致其它工作站的新问题出现,所以问题会反复出现。
通过分析讨论后发现:问题的反复出现是任务延期的主要原因。Z公司现在主要采用的设计流程是“市场调查——产品设计——加工制造——调试验证——修改设计——修改制造——正式投产”的串联工程的流程。这种方式就是每一个阶段都是依次进行,完成一个阶段后再进行下一个阶段。计划组根据客户提出的要求,独立设计、开发流水线,在设计部门完成设计后,设计图会被送到加工、装配车间,加工、装配的工程师根据设计部门的图纸开始加工、装配机器,在机器装配完成后,技术员各个机器拉到产线上,组成流水线。在完成流水线的组成后,调试工程师开始进行调试工作。在这期间,几个工作组很少会有沟通和信息的交流,很少会统一考虑流水线的生命周期中的各种因素,由于各部门的独立工作,最新开发的机器很少能一次性的投入生产,设计时的错误往往到装配或者调试时才被发现,这样就形成了“设计——加工——装配——调试——重新设计——重新加工——重新装配——重新调试”的死循环,这种循环导致了机器开发的周期过长,开发成本以及机器质量无法保证等问题。如:在流水线设计之初,机械手上吸取手机主板的位置是在主板上的元器件上,设计者在设计之初,并没有考虑到机械手吸嘴的应力是否会损害到主板上元器件,也没有考虑到吸嘴的“甩板”问题,在后来的调试中,调试工程师提出机械手应力的问题后,设计组才开始想到测量机械手吸嘴应力的问题,并重新设计了吸嘴的位置。而更换吸嘴的位置,需要重新设计机械手的上的铝板,重新设计吸嘴,修改铝板,重新安装吸嘴,这其中消耗了大量的时间,而这些时间本来是可以在最初的设计时就可以避免的。在后来的客户检测机器时,还提出了要把机械手吸嘴的下压动作取消,吸嘴下压动作是工程师为了避免机械手没有把手机主板放到正确的位置,而新增的一个下压动作,客户担心这个动作会损坏手机主板,而客户最初提出的要求,就有了“要在保证手机主板质量的前提下,提高生产线的效率”,而设计部门最初的设计完成的主要目标是完成自动化生产线的生产效率。
4 基于并行工程的项目工期延误问题的改善
通过因果图分析得出团队成员工作积极性不高、信息沟通少、机器问题反复出现、产线的调试方法效率低等问题,造成了手机单板加工自动化产线的工期延误。针对以上遇到的问题,结合并行工程的理论知识,提出建议,并行工程设计过程如图3所示。

图3 并行工程设计过程
(1)建立并行工程的工作环境。并行工程环境要使参与到产品开发的每个人都能及时地相互交换工作信息,以克服由于部门、组织不同,产品的复杂化,缺乏沟通的工具等因素造成的各种问题与错误。在开发过程中应该运用柔性和弹性的方法,针对不同的问题开发不同的基于并行工程解决方法,并一步步调整并行工程的开发环境。
(2)成立并行工程的开发组织机构。开发组织有三个层次构成,最高层有各功能部门负责人和项目经理组成,管理开发经费、进程和计划;第二层是由主要功能部门经理、功能小组代表构成,定期举行例会;第三层是作业层,由各功能小组构成。
(3)选择开发工具及信息交流开发。实施并行工程要选择一个合适的自动化产线数据管理系统,将所有和自动化产线有关的信息和设计研发制造的过程集成在一体。数据管理系统将有效地从设备设计、计算分析、加工、制造、调试、维修直至设备报废的整个生命周期相关的数据,给定一个标准值,使设备的数据在整个产品生命周期内保持最新、一致、共享及安全。产线数据管理系统应该具有过程和过程控制、配置管理、查看和圈阅、扫描和成像、设计检索和零件库、项目管理、工具和集成件等。产线数据管理系统对产品的开发过程进行全面管理,能够保证参与并行工程协同开发小组人员间的协调活动能正常进行。
5 结语
发展自动化能减少企业劳动力成本,提高经济效益和市场竞争力,是现在制造型企业经济转型的主要发展之一。加快自动化产线的投产优化自动化的投产工期是每一个企业都应该关注重视的。文章在对Z公司的手机单板加工自动化线的实地实践中,运用甘特图发现了其自动化产线中存在工期延误的问题,然后用因果图分析问题得出影响工期进程的主要原因,并运用并行工程的理论对工期优化提出意见。研究表明:自动化产线安装项目工期延误有多种因素:人员协作效率低、设计和制造脱节、问题反复出现等。要求产品开发人员从一开始就考虑到产品全生命周期内各阶段的因素并强调各部门的协同工作,通过建立各决策者之间的信息交流与通讯机制,综合考虑各相关因素的影响,使后续环节中可能出现的问题在设计的早期阶段就被发现,并得到解决从而最大限度地减少设计反复,缩短设计、生产准备和制造时间。
[1]陈国权.并行工程管理方法与运用[M].北京:清华大学出版社,2000.
[2]张玉云.并行工程理论与实践[R].北京:清华大学博士后研究工作站报告,1996.
[3]韦斌.并行工程在新建糖厂项目进度管理的应用研究[D].南宁:广西大学,2017.
[4]黄翀.基于并行工程的EPC工程总承包项目组织设计[J].武汉勘察设计,2017,(5):17-20.
[5]沈诗豪,沈滢俐.基于并行工程的IT服务外包联盟管理分析[J].时代金融,2017,(9):207-211.
[6]李海涛.并行工程在商用飞机研制中的应用[J].民用飞机设计与研究,2017,(1):99-105.
[7]熊光楞.并行工程的理论与实践[M].北京:清华大学出版社,2001.
猜你喜欢
山东冶金(2022年4期)2022-09-14
冶金设备(2020年2期)2020-12-28
电子制作(2019年20期)2019-12-04
冰雪运动(2019年3期)2019-08-23
山东冶金(2019年3期)2019-07-10
制造技术与机床(2018年11期)2018-11-23
国际木业(2016年4期)2017-01-15
冰雪运动(2016年5期)2016-04-16
小说月刊(2015年5期)2015-04-19
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
