
PP-R管材料R503加工性能的研究
2018-03-30 03:17杨文亮
现代塑料加工应用 2018年1期
杨文亮
(中国石化扬子石油化工有限公司南京研究院,江苏 南京,210048)
无规共聚聚丙烯(PP-R)管材料具有耐热保温、耐压、耐腐蚀、节能环保、使用寿命长、连接可靠、安装方便等优点,可广泛应用于建筑领域冷、热水管道系统。原材料结构和性能、挤出加工成型设备及挤出加工成型工艺条件决定着PP-R管材的最终质量水平。PP-R管材的质量与加工温度、螺杆转速、熔体压力、牵引速度等工艺参数密切相关[1]。下面对中国石化扬子石油化工有限公司在Hypol工艺聚合装置上开发的PP-R管材料R503结构和性能进行了分析,并在此基础上对R503管材的挤出成型加工工艺进行了研究。
1 试验部分
1.1 主要原料及仪器设备
PP-R管材料,R503,中国石化扬子石油化工有限公司。拉伸试验仪,INSTRON 5965,美国INSTRON公司;熔体流动速率仪,D4002,美国DYNISCO公司;简支梁冲击试验仪,7611,意大利CEAST公司;拉伸流变仪,PHEOTENS71.97,德国GOTTFERT公司;热变形仪,603/HDT,美国T.O公司;凝胶色谱仪(GPC),美国Waters公司;差示扫描量热仪,Pyris6DSC,美国PE公司;毛细管流变仪,RT2000,德国GOTTFERT公司;φ45单螺杆管材挤出机组,OD63,德国克劳斯-玛菲公司;管材静液压强度测试仪,Blueline,德国IPT公司。
1.2 管材挤出工艺条件
设定的温度区间分别为:较低温度区间180~190 ℃;中间温度区间200~210 ℃;较高温度区间220~230 ℃。
在对应的温度区间下,通过改变管材挤出机的螺杆转速来研究其对管材挤出的影响情况。所设定的螺杆转速为100,150,200 r/min。成型管材的标准尺寸为32.0 mm×2.9 mm。
1.3 性能测试
管材静液压强度按照GB/T 6111—2003测试。
2 结果与讨论
2.1 R503管材的结构与性能
2.1.1 基本性能
表1是R503管材的基本性能。
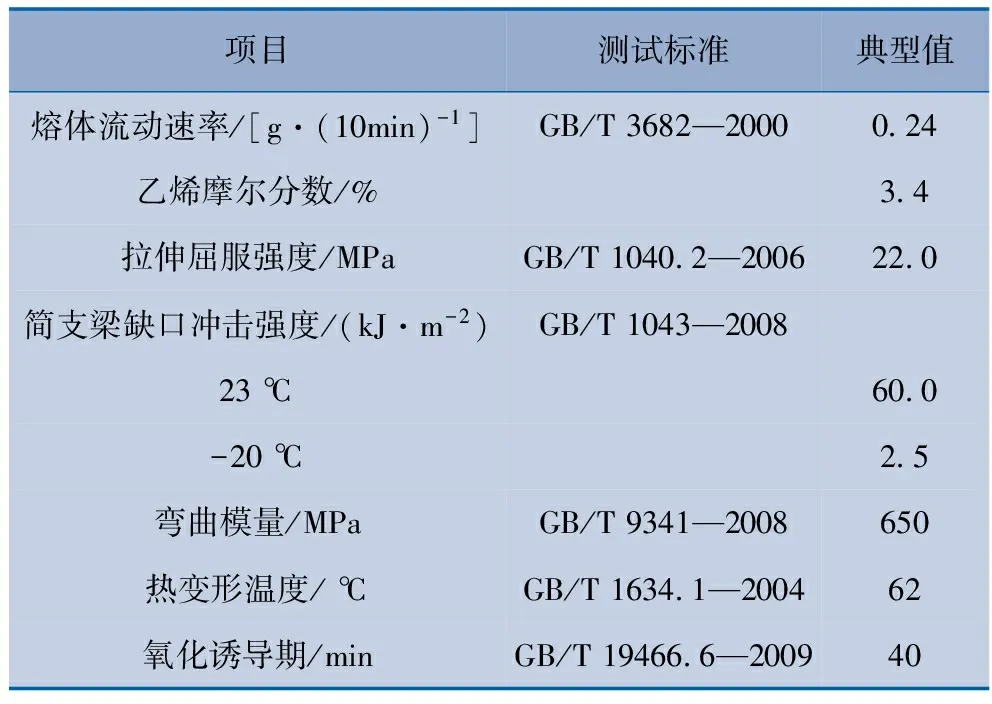
表1 R503管材的基本性能
从表1可以看出,R503管材具有较低的熔体流动速率,乙烯含量适中,简支梁冲击强度和弯曲模量值较高,具有良好刚韧平衡性。
2.1.2 GPC分析
采用GPC凝胶渗透色谱仪对R503管材的相对分子质量及其分布进行了分析表征。结果表明,R503管材的重均相对分子质量较高,为701 694,相对分子质量分布宽度适中(5.27)。较高的重均相对分子质量赋予管材足够的强度,而合适的相对分子质量分布则有利于管材的成型加工。
2.1.3 熔体强度分析
图1是R503管材的熔体强度随温度的变化情况。
从图1可以看出,在180 ℃时,R503管材的熔体强度较高,随后,其熔体强度随着温度的升高出现较为明显的下降;但当温度升高到200~220 ℃区域时,熔体强度下降趋于缓和;而温度升高到220 ℃以后熔体强度又开始明显下降。
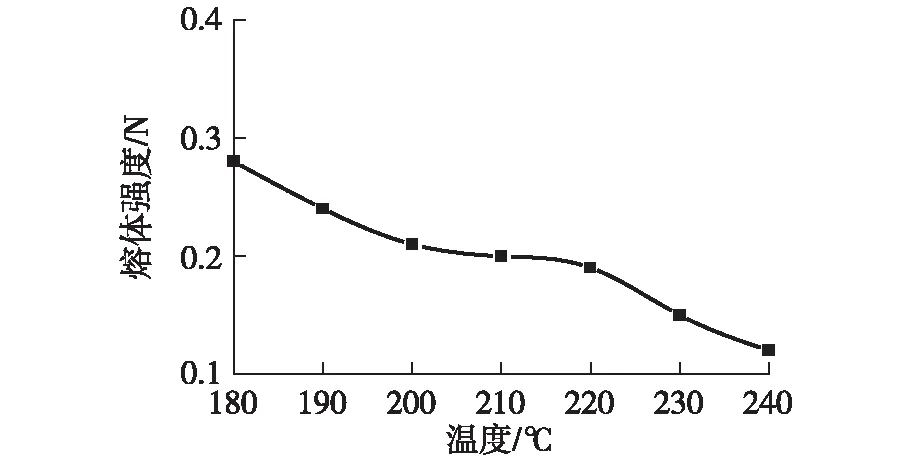
图1 温度对R503管材熔体强度的影响
2.1.4 毛细管流变行为分析
图2是不同温度下剪切速率对R503管材表观黏度的影响。

图2 不同温度下剪切速率对R503熔体流变行为影响
从图2可以看出,在高剪切速率范围(102~104s-1)内, R503管材的表观黏度随温度的升高而有所下降,表现出一定的温度敏感性,表明升高温度有利于材料的挤出加工。从图2还可以看出,在高剪切速率范围内,不同温度下R503管材的表观黏度均随剪切速率的增加而降低,流变曲线的斜率十分接近,表明其变化趋势一致;增大剪切可以有效降低材料的表观黏度,更有利于挤出加工。
2.2 R503管材挤出成型加工
2.2.1 螺杆转速的影响
在管材挤出过程中,螺杆转速直接影响原料的塑化,以及管材的产量和质量。螺杆转速取决于挤出机的大小。在一定范围内提高螺杆转速有利于原料的塑化,并且可以提高产品产量。表2中给出了加工温度在180~230 ℃,挤出工艺参数随螺杆转速变化的情况。从表2可以看出,在相同的加工温度下,主机电流和熔体压力随着螺杆转速的提高会相应增加。熔体压力增加可以使挤出的管材更加密实,有利于提高产品质量,但熔体压力过大则会导致设备使用寿命降低,并带来安全问题。
2.2.2 加工温度的影响
表2中列出了螺杆转速在100,150,200 r/min时,不同加工温度下的挤出工艺参数。从表2可以看出,在螺杆转速相同的情况下,其主机电流和熔体压力随着加工温度的升高均有所下降。

表2 不同加工温度和螺杆转速时的挤出情况
在不同加工温度和螺杆转速下对R503管材进行的挤出加工成型试验结果表明,可以在较宽的加工温度(180~230 ℃)和螺杆转速(100~200 r/min)下制备尺寸及外观合格的R503管材。
2.3 R503管材性能测试
2.3.1 R503管材的拉伸性能
选取在不同加工温度(180~230 ℃)和螺杆转速(100~200 r/min)下制备的管材,并对其拉伸性能进行测试,结果见表3。
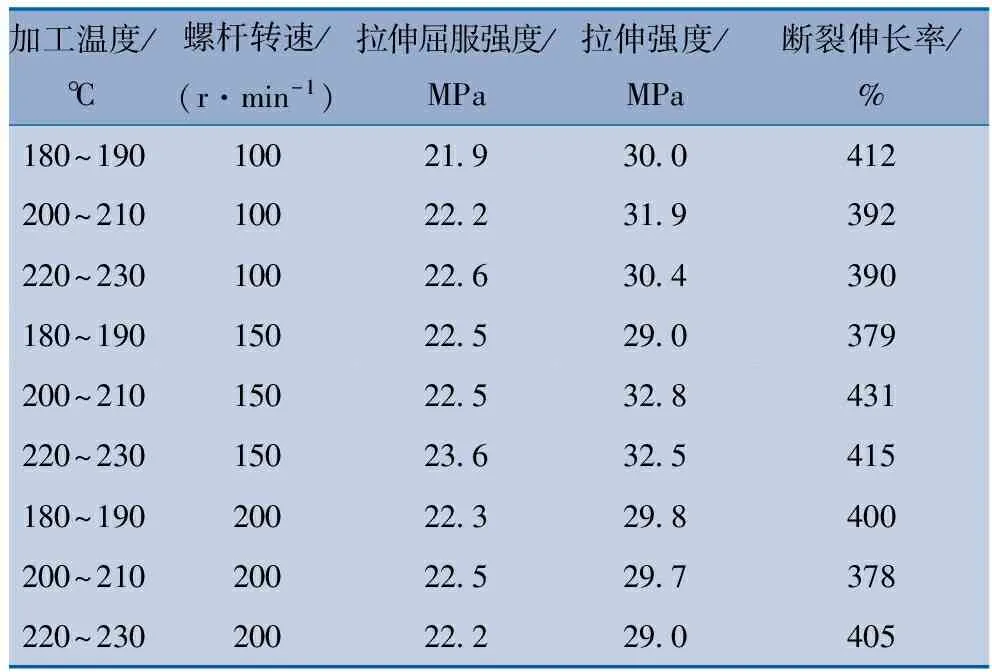
表3 R503管材的拉伸性能
从表3可以看出,不同加工温度和螺杆转速条件下,R503管材的拉伸性能较为接近,说明该加工温度范围和螺杆转速范围对R503管材的拉伸性能的影响不大。在较宽的加工温度和螺杆转速范围内,管材具有良好的拉伸性能。
2.3.2 R503管材的静液压性能
对所制备的R503管材样品进行了短期静液压强度测试(见表4)。从表4看出,R503管材样品在标准规定的测试时间内没有发生破裂和渗透。
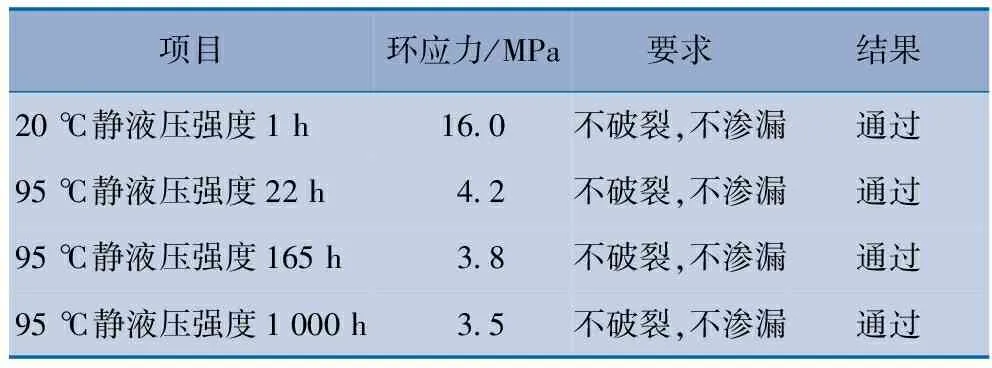
表4 R503管材的短期静液压性能
3 结论
a) R503管材重均相对分子质量较高,相对分子质量分布宽度适中,乙烯含量适中,简支梁缺口冲击强度和弯曲模量值较高,具有良好的刚韧平衡性。
b) R503管材的熔体强度随温度的升高而降低,在200~220 ℃范围内下降趋势趋于平缓,说明在该温度区间内R503管材的熔体强度对温度的变化敏感性较弱。
c) 在高剪切速率范围内,R503管材的表观黏度随温度的升高而有所下降,表现出一定的温度敏感性,表明升高温度有利于材料的挤出加工。
d) R503管材可在较宽的加工温度和螺杆转速范围内制备性能优良的管材,表现出良好的加工性能。
[1] 王潇梦,尹晓刚,张纯,等.PP-R管材及专用料的研究进展[J],工程塑料应用,2014,42(10),107-112.
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年5期)2022-04-18
军民两用技术与产品(2020年4期)2020-05-16
橡塑技术与装备(2018年20期)2018-10-20
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2015年10期)2015-10-14
中国塑料(2014年1期)2014-10-17
钛工业进展(2014年5期)2014-02-28
