
浅析COURTOY R290F型压片机的位移控制原理和应用经验
2018-03-27 02:04:30孙义强高翠荣
中国设备工程 2018年6期
孙义强,高翠荣
(天津华津制药有限公司,天津 300462)
高速旋转式压片机是现代制药企业口服固体制剂普遍使用的一种制药设备。COURTOY压片机是世界著名压片机品牌之一,工厂位于比利时,不同于德国菲特和意大利伊马压片机的液压提供压力、传感器反馈控制片重的方式,COURTOY压片机采用恒定气缸压力,利用反作用力使位移传感器产生偏移来反馈控制片重,主压压力恒定,最终不同片重的药片厚度会有微量的不同,可使药片的内部性状如硬度和溶出等更均衡。
1 位移控制原理
对双侧单层压片机两侧制作出来的片剂的重量控制是根据同样的原理进行的,每个片剂都要进行重量控制。此后所述的控制原理可以用于压片机的A侧和B侧。
目的:旋转式压片机的生产速度过高,所以不能单独称量所有片剂。这就需要寻找另一种方法来预测片剂的重量。对于Courtoy的压片机而言,当以恒力压缩这些粉料时,需要根据对中模中粉料数量的测量进行。根据该测量结果,控制器决定片剂的优劣,决定是否不合格、是否需要进行重量校正。
操作:当中模经过过装、填料、刮粉和欠装阶段后,顶部冲头进入中模,冲头随凸轮轨道到达预压轮。药片厚度的调整由底部预压缩高度的设置确定。顶部预压轮安装在导引位置。在控制器上通过定量阀调节气垫的压力,确定施加在底部预压轮上的力。如果想要采用自动控制片剂的形式进行压片,必须对压轮的位置进行设置,保证顶部压轮的位移总在0.3mm和0.7mm之间。这样就能确信在以恒定的密度压片,因为这些小小的位移不会造成气垫中压力的增加。
如下图1所述,EPCH(相当于预压高度)和片剂重量之间有一种线性关系。

图1
由于S恒定不变,假设ρ也恒定不变,则得到以下公式:
W≈h
同时:
W=等于片剂的重量(kg);
V=中模中粉料的量(m³);
S=中模面积(m²);
h=EPCH(m)(预压程序下中模中粉料的高度);
ρ=粉料的质量密度(kg/m³)。
这就意味着,如果粉料密度一直保持不变,预压高度与片剂的重量之间会有一种线性关系。这种关系是重量控制系统通过位移测量进行重量控制的基本原理。
这两个值之间线性关系的优点如下图2所示。例如,5%的高度变化对应5%的重量变化。
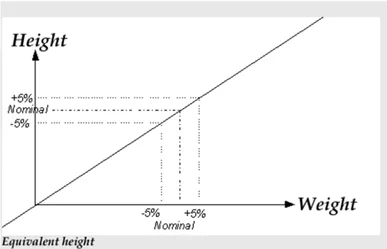
图2
由于冲头形状不同,所以并不总是可以正确计算片剂的体积。因此,必须确定片剂的等效高度。我们所说的等效高度指的是具有所生产片剂的正确体积的圆筒的高度。但是,圆柱的直径等于片剂的直径(图3、4)。
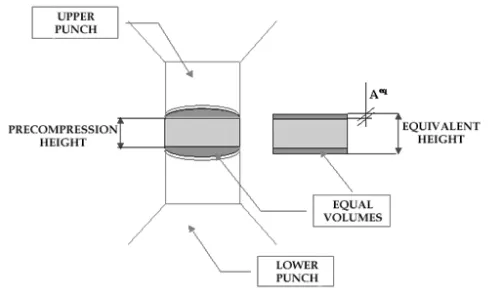
图3
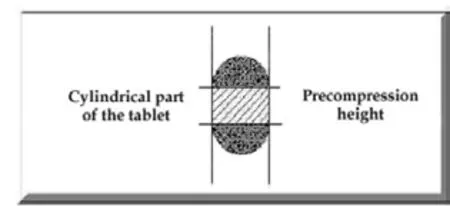
图4
既然圆柱部分高度与预压高度相符,则如图5所示。

图5
一个片剂的等效高度取决于该片剂的形状。机器本身不能读取Aeq。在Multi-Control 4 系统中,当创建新的工具定义时,就会自动计算该参数。
2 CRS的功能
在自动生产的过程中,公称位移与一片好的片剂的重量相对应。极限值已经根据该位移进行了计算,如果片剂的位移在这些极限范围内,则其重量也在公差范围之内。这些极限值被称为出片极限值。当“出片”功能开启时,这些超出公差范围的片剂就会被吹出独立片槽。
实践中:当一定数量片剂的平均位移在校正限值之外时,就实现了对于填料深度的按比例调整。例如,当平均位移过大时,这就说明中模中粉料过多。因此,控制装置就会实施控制,降低填料深度。当“校正”功能开启时,这些调整会由控制装置自动完成(第一个调整周期)。
如果所生产的片剂中有太多都超出了公差范围之外,压片机就会自动停止运行。这种功能称为“停机”功能。

表1
该表1显示了转台四次旋转的结果。
‘0’:表示超出公差范围的片剂。
‘1’:表示在公差范围之内的片剂。
如果连续生产的四颗片剂中有三颗都超出了公差范围,控制装置就会使机器停止运行。如果四次连续旋转中同一个冲头所生产的三个片剂都超出了公差范围,机器也会停止运行。CRS功能只用于自动模式中。
3 计算公称位移的例子
片剂及其控制规格:
重量W=300mg;
最大公差(=控制公差)tol(%)=3%;
恒定预压力p=100kg;
平片。
当进入自动生产模式时,如果Multi-Control 4有一段位移,其就会实施控制,如果没有,其就会调节PCH直到产生一段0.3mm至0.7mm的位移为止。例如,Multi-Control 4 做出了调整,并且当其位移为0.4mm而PCH位移为4.6mm时,停止调整。
然后,Multi-Control 4 计算出公称位移。
第1步:EPCH的计算。
EPCH=PCH+位移;
EPCH=4.6mm+0.4mm;
EPCH=5.0mm。
第2步:公差的计算(以mm为单位)。
tol(mm)=EPCH×tol(%);
tol(mm)=5.0mm×3%;
tol(mm)=0.15mm。
第3步:公称位移的计算。
\工程位移=最小位移+tol(mm);
工程位移=0.3mm+0.15mm;
工程位移=0.45mm。
第4步:对PCH进行的调整,以确保平均位移等于0.45mm的工程位移。
Multi-Control 4 将接收位移在0.30mm和0.60mm之间(或EPCH在4,85mm和5,15mm之间)的所有片剂。
由于PCH和重量之间有一种线性关系,所以重量的公差为:
tol(mg)=W×tol(%);
tol(mg)=300mg×3%;
tol(mg)=9mg。
这意味着,重量在291mg和309mg之间的片剂都会被Multi-Control 4 接收。
4 M第二个控制周期
对于重量的控制是基于这样一个事实进行的——粉料的质量密度保持不变。因为这个假设并不总是100%正确,所以必须定期校准重量和位移之间的关系。该校准通过CALIB功能实现。
该校准所需的质量控制可以通过自动称重系统(AWS或COMBI-TEST)完成。
AWS先取样,然后计算平均值,之后把该值传递到控制装置。该值随后会用于增加(减小)预压高度和填料深度,进而达到增加(减少)片剂重量的目的。
所使用的另一个校准系统是COMBI TEST。该装置的功能与AWS的功能相同,但是可以向操作员提供关于片剂高度、直径和硬度的额外信息。
5 实际使用经验分享
经过多年对COURTOY R290F型压片机的使用和片剂生产过程的观察、数据积累,分析得出:粉料的质量密度稳定和具有良好的流动性能对于片剂生产的速度和片剂的合格品的数量具有正面作用。结合我国GMP中关于片剂重量限度7.5%的规定,可以在产品定义中设定公差限度7%,调整限度因子设定由25%增加至35%,这样可以最大限度的保证生产速度和减少机器的调整次数继而减少不合格片剂产品的数量。
[1]伍善根.国外压片机技术的战略升级[J].机电信息,2012,(02):50-54.
[2]韩前健,压片机“空气补偿器”技术与“压轮偏移量”理论及其运用[J].机电信息,2010,(05).
[3]赵敏,梁毅.国外压片机的观察与探讨[J].机电信息,2010,(17).
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:40
建筑与预算(2022年5期)2022-06-09 00:55:30
探索科学(学术版)(2020年3期)2020-03-11 09:28:39
小资CHIC!ELEGANCE(2019年40期)2019-12-10 09:12:42
小小艺术家(2017年8期)2018-01-26 13:15:10
建筑与预算(2014年10期)2014-04-09 06:13:18
机械制造与自动化(2014年1期)2014-03-01 04:21:41
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年17期)2014-02-27 15:53:01
