
担负公司命运的刀具涂层技术
2018-03-26 09:37尚亚国际贸易公司上海230106章宗城
金属加工(冷加工) 2018年3期
■ 尚亚国际贸易公司 (上海 230106) 章宗城
1. 涂层技术应用
就刀具产品本身的竞争力而言,最主要的一个是结构设计的优势,一个是材料性能的优势,即主要指切削部分的基体和涂层材质的优势。涂层很薄,一般不超过刀片厚度的0.2%。甚至只有几纳米。但这薄薄的一层作用巨大,改善革新潜力很大,为大家所注目(见图1)。
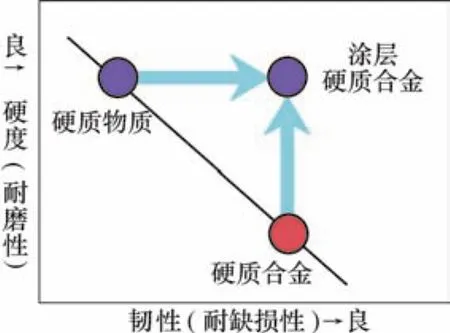
图1 涂层的功用
目前,切削加工时,大多数情况,有没有涂层,具有怎样的涂层,它们之间在切削效果上,可显示巨大的差异,各自可承受的切削用量和耐磨性以及使用寿命可相差甚多甚至数倍。把好的基础涂层和由此衍生出能适应各种被加工材料、加工形态的系列涂层开发出来,将它涂到不同的刀片和整体刀具上,应用在各种不同场合,就会全面提高整个加工过程的的效率和产品的质量,提高公司的竞争力和效益。
2. MIRACLE涂层
1987年神钢制作所,现三菱明石制作所开发的MIRACLE涂层,就是他们所指的担负公司命运所开发的涂层。实质它是一种在常用TiN膜中,用特殊技术加Al的(Al,Ti)N的膜层,呈紫黑色。在当时一片金黄色TiN涂层的世界里,开始颇引起大家的疑虑。可是实际的效果令大家折服。在TiN(硬度1900HV,结合力60N,氧化开始温度620ºC)加了Al,它部分置换了Ti,因Al的原子半径小,而引起晶格结构的畸变,而这种新涂层强度和硬度显著提高(硬度达2800HV),新技术使涂层结合力也提高到80N,同时氧化开始温度,即耐热性也提高到840ºC。TiN的导热性较好,就易将较多的切削热传给了刀具,使其基体在高温时硬度下降,耐磨性变差。而(Al,Ti)N导热性较差,切削热难以传到刀具基体,使其基体在高温下,保持高硬度,耐磨性增强,使用寿命提高。(Al,Ti)N涂层属物理气相沉积(PVD)方法形成的涂层。物理气相沉积方法与化学气相沉积(CVD)方法各有优缺点,CVD法有个优点能生成高温条件下硬度高,热扩散率低即导热性差的Al2O3涂层。这是一般PVD法所难以生成和企求的(见图2)。
三菱公司运用他们专门的Micracle涂层技术生成(Al,Ti)N膜层,如图3所示。
用Miracle的PVD法虽难以单独沉积Al2O3,但在高温高压切削环境下,(Al,Ti)N中的Al会发生氧化,形成非晶质的Al2O3保护膜,这个膜层还会不断地自行更新,可防止涂层和涂层下基体材料发生氧化损失。因此在高速切削产生的高温条件下,膜层的化学与热稳定性好,也一定程度上达到了Al2O3膜高温时,硬度更高,隔热好,切削热难以导入的优异性能,而使刀具更耐磨,寿命更高。
涂层的质量与性能除与涂层的材料有关外,与预处理、后处理、涂层的结构、涂层的涂覆技术都有关。
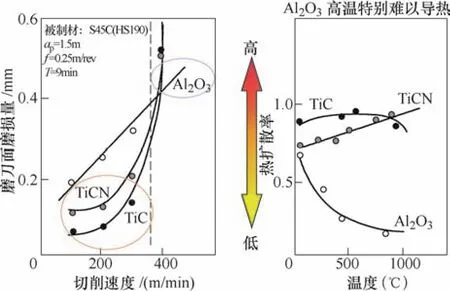
图2 Al2O3膜层的优异性

图3 (Al,Ti)N成膜示意图
MIRACLE涂层技术的突破并配合先进刀具结构形状的开发,很快使它成为三菱公司的主力的专利技术。特别此涂层和公司成功开发的坚韧性极佳的超微粒硬质合金基体材料TF15相结合,实现强强联手,二者不但结合强度高,具有稳定的寿命,耐氧化性优异,即使加工高硬度材料,也能保持较高的寿命,实现稳定加工。它还具有优异的通用性,因此很快的也成为刀片、刀具的主力材质之一,其牌号为VP15TF,而广泛地受到客户的欢迎。甚至还有“只要用VP15TF就不会错”的说法。如这种材料用于主刀刃、主后面、螺旋槽等进行了改进的高效WSTAR钻头,可使这类钻头成为锋利、排屑好、切削力小、寿命长、广受欢迎的钻头。甚至可做出高效一次加工出L=30D深孔的钻头,在一定条件下可以代替深孔钻,且不需要专门的深孔钻床。用VP15TF做出的各种刀片用于装可转位刀片的车、镗、铣、钻等刀具上。可以加工各种材料,在一定条件下,还可实现以车代磨,以铣代磨,精加工淬硬材料及用于加工多种难加工材料。整体的硬质合金带MIRACLE涂层的滚齿刀可以干式切削加工齿轮。
Miracle涂覆(Al,Ti)N技术还推广到高速钢,这称之为VIOLET涂层。对高速钢刀具进行涂层处理时,温度应不超过550ºC,过高会回火,使基体硬度下降,膜层结合力变差。在低温下涂覆的技术,经三菱公司技术人员连续奋战,终于开发成功。并解决了(Al,Ti)N膜在低温下结合强度低的难题,提高了抗氧化性,同时保持了基体硬度和韧性。VIOLET涂层与原TiN涂层性能比较如表1所示。
目前高速钢的钻头、立铣刀等刀具仍在考虑低成本、重磨方便、需要注重防止刀具破损折断、机床转速低、刚性差、功率小等加工条件下持续使用。VIOLET涂层的出现可大大改善在这些条件下的加工效率和使用寿命。涂覆VIOLET涂层的高速钢立铣刀和钻头。因为硬度提高还可以较长期保持精度,而用于这些刀具的高精度系列产品。他们开发出的顶角为180º可加工出孔的平底面的VA-PDS-CB型带VIOLET涂层高速钢锪钻,性能超过一般硬质合金锪钻。
齿轮加工和拉削用刀具,目前主要还是用高速钢制造。VIOLET涂层用到高速钢的滚齿刀上,使其使用寿命高于TiN涂层2倍。在其基础上改进的DP涂层,耐磨耐热性可进一步提高,甚至可进行200m/min以上高速、干式加工。先进的MIRACLE、MIRACLE40界面控制技术还应用到拉刀,开发出寿命长、效率高的命名为GV21涂层,硬度提高,切削阻力下降,加工数量比TiN涂层增加了70%。
3. MIRACLE技术改进成果
为更高效地加工,特别是针对不锈钢、难加工耐热合金、淬硬钢等,三菱公司凭借MIRACLE技术生成的(Al,Ti)N卓越涂层的基础上,又进行了多方面的改进。现已有以下几个杰出的成果:
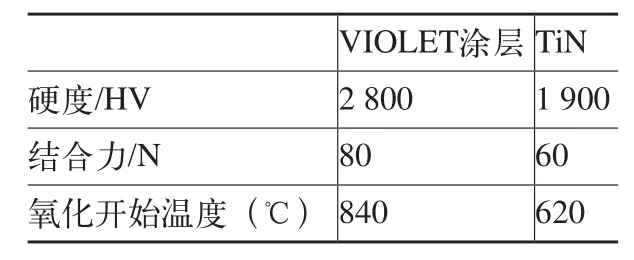
表1 VIOLET涂层的特性
(1)针对难加工的不锈钢和耐热钢的高效车削难题,可以调整Al含量和涂层结构形态。AL含量增多的优点如上述。但Al含量过高,如超过65%左右,如采用一般技术,涂层性能反而会下降,如图4所示。
三菱采用新的高铝技术,不生成用一般技术,因铝过多,造成的软质相,新技术可促使涂层微结构化、微合金化,提高抗氧化能力,生成了均质的高硬度相。如用此技术的MP735的涂层品种,配合相应的断屑槽,可高效稳定地加工各类不锈钢。包括对它进行连续和断续切削和有黑皮工件的切削。针对难加工的镍基、钴基合金,他们又利用此技术开发出MP9005、MP9015品种,再配合相应的断屑槽和几何角度,改善了刀具的边界磨损。再提高寿命约30%左右。
(2)针对高硬被加工材料,采用了在Miracle涂层(Al,Ti)N涂层的基础上,加入其他适当的元素,三菱首先在涂层中加入Si,形成(Al,Ti,Si)N涂层。又进一步对涂层结构予以改进,开发出称之为Impact Miracle的新技术,形成了纳米级(Al,Ti,Si)N涂层,这三种涂层的硬度,抗氧化温度,结合力,与钢之间的摩擦系数,可见表2。它们广泛地用在各种立铣刀表面。可以看出纳米级(Al,Ti,Si)N涂层的硬度已接近立方氮化硼(CBN)的硬度。淬硬材料可直接高效铣削加工。这使得多用硬材的模具等行业加工效率大幅度提高。用它还可以切削高速工具钢,这标志先进的有涂层切削工具已进入“能用工具加工工具的时代”,更广泛地获得了好评。
(3)SMART MIRACLE涂层是利用最新技术,形成硬度高,耐热性极佳的(Al,Cr)N新涂层。又使涂层外表面生成超平滑的所谓ZERO-μsurface膜。这种涂层可以很好抑制它与被加工材料切屑的粘结,降低切削阻力,从而实现令人惊异的高效加工。用这种涂层通用性还特别好,如SMART MIRACLE涂层立铣刀可加工一般的碳钢、合金钢、软钢、硬钢、合金工具钢、各类不锈钢、钛合金、耐热合金钢、铜和铜合金等。用它进行侧面铣削时。在机床,工件刚性高且排屑性优异的情况下,可选择高效加工条件。这三项有一项不足的情况下,可选择通用加工条件。在直径不同的立铣刀,高效加工条件比通用加工条件,切削速度可高出不同的倍率,但进给速度可高出1倍多。此涂层切不锈钢、钛合金、耐热合金时,加水溶性冷却液效果好。
(4)在(Al,Ti)N基础上,再加Cr,开发形成了(Al,Ti,Cr)N类多层涂层,代号为MS+。这种独特的涂层技术,实现了(Al,Ti)N与(Al,Cr)N多层化。能够用于加工多种被加工材料,如碳钢、合金钢、合金工具钢、高硬度钢、铜、铜合金、析出硬化类不锈钢等。
由图5可知,MS+的硬度、膜层结合力都高于(Al,Ti)N和(Al,Cr)N,氧化开始温度也很高(见表3)。它能加工钢的硬度范围是30~52HRC,更高硬度的钢可用上述加Si的IMPACT MIRACLE涂层刀具去加工。
M S+涂层型号产品中,MP2SSB、MP2SB、MP2MB、MP2LB超短、短、中、长,四种球头高效立铣刀用得很广。
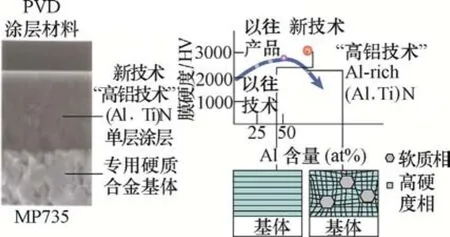
图4 高铝技术涂层特性示意图
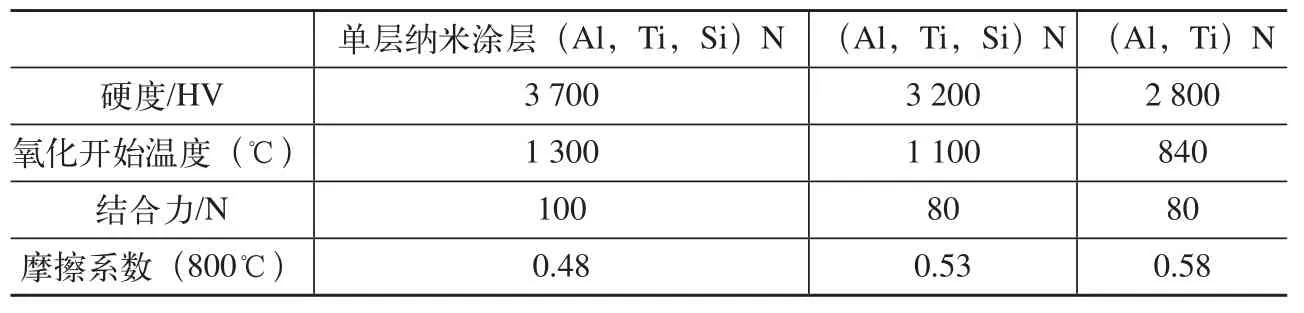
表2 几种涂层性能比较
还有一种称之为DP1020钻头专用的Al-Ti-Cr-N多层涂层,外表有zero-μ的平滑涂层,极易排屑导热,降低钻削力,现主要用于WSTAR系列钻头的升级产品MVE/MVS系列钻头。它的氧化开始温度为800℃,硬度达2 900HV。这种涂层的钻头的刃带,抗磨损能力特强。可更高效地钻孔。另一种三角形冷却液油孔的MQS型钻头采用的涂层是DP3020。与MQS冷却液油孔结构形状近似的不锈钢加工专用钻头MMS型采用了DP7020牌号涂层。分别可更高效地针对不同加工材料,进一步提高加工效率。
(5)针对不断承受冲击载荷,易破损的铣刀刀齿,三菱又集各种优异涂层和涂覆技术大成。开发出命名为“MIRACLE Σ”使涂层达到很强的韧性(TOUGH),它为可阻止裂纹延伸扩展的多层涂层。这大大提高了耐破损性。考虑到不同类型被加工材料的各自特性,对碳钢合金钢、不锈钢、钛合金耐热钢、分别开发出MP6100、MP7100、MP9100三系列涂层。这三系列涂层,在耐热性、硬度方面比以往产品提高很多。一般硬度提高到3 000HV,氧化开始温度提高到1 100ºC。图5所示意的多层结构阻止了裂纹的延伸,防止了因此造成的破坏。
图5中可见具体多层的结构组成也不一样,大家有共同的Al-(Al,Ti)N膜层,此层Al含量高,如前述,形成的均质相,使其硬度提高并稳定,加工时耐磨耐龟裂。而针对不同的被加工

(Al,Ti,Cr)N类多层涂层 (Al,Ti)N (Al,Cr)N硬度/HV 3 200 2 800 3 100氧化开始温度(℃) 1 100 800 1 100结合力/N 100 80 80
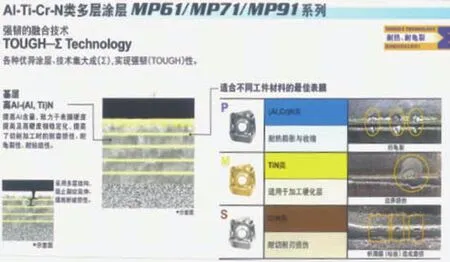
图5 多层涂层组成针对不同被加工材料而异
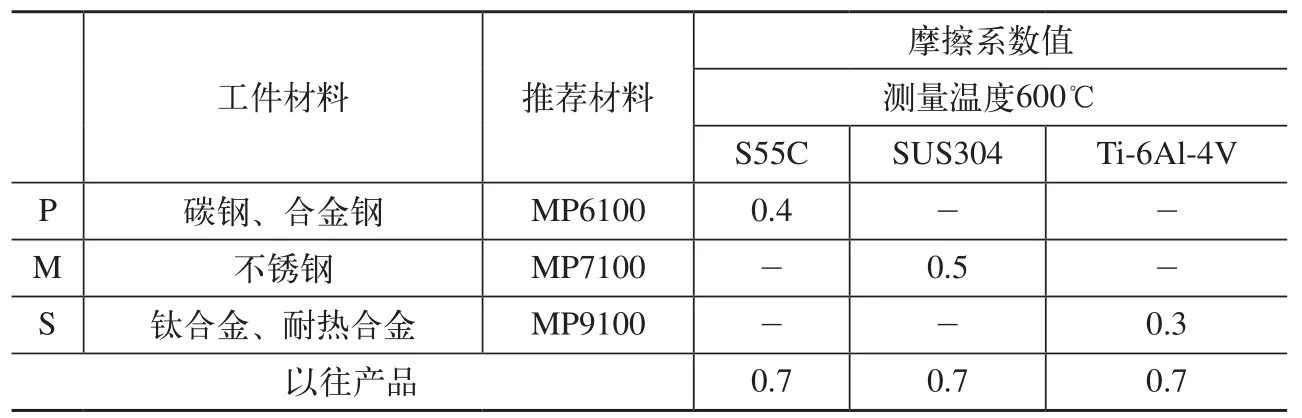
表4 与不同被加工材料间的摩擦系数
表3 几种涂层性能比较材料,除共同材料的一层外,另一层的材质并不相同,加工钢、合金钢等P类材料时,加(Al,Cr)N层,可耐热膨胀和收缩,防止热龟裂。加工不锈钢等M类材料时,加TiN层,因不锈钢易加工硬化,这样可防止刀刃的边界磨损。加工耐热合金S类时,加CrN层,可防止因生成积屑瘤而造成的切削刃黏附损伤。
这类涂层的外层摩擦系数很低,可抗粘结,由表4可见MP6100和55号钢,MP7100和奥氏体不锈钢,MP9100和钛合金,摩擦系数分别仅为0.4、0.5、0.3,大大低于以往的0.7。摩擦系数小,既抗黏附又减少了切削力和动力消耗,而节能。
(6)还有一种称之为“Miracle Nova”涂层,即硬质(Al,Ti)N膜和润滑膜多层连续沉积涂覆,硬质膜耐磨、耐热、抗氧化,用在立铣刀上,特别是用于球头立铣刀,可长期保持刀具精度。润滑膜可减少摩擦,防粘结和由此造成损伤。
MIRACLE新涂层的各类立铣刀等曾获得了日本机械学会技术奖。正是MIRACLE涂层的开发成功,并不断改进,使三菱综合材料公司的各类刀片、车刀、铣刀、钻头,还包括齿轮加工刀具、拉刀的新产品不断推出。这种创新开发一种优秀涂层,然后在此基础上,进一步衍生开发多种适应不同加工条件更高效涂层,使公司产品品质不断提高的途径,很值得我们学习。
猜你喜欢
趣味(数学)(2022年3期)2022-06-02
东方汽轮机(2022年1期)2022-04-13
一重技术(2021年5期)2022-01-18
石油勘探与开发(2021年2期)2021-06-07
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
中国煤层气(2019年4期)2019-11-23
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
中南大学学报(自然科学版)(2016年2期)2017-01-19
