
分析沉头螺钉在运用中出现的问题
2018-03-22 09:29:51中国船舶重工集团公司第七二二所湖北武汉430079鲍力南程泽平龚雅娟
金属加工(冷加工) 2018年2期
■ 中国船舶重工集团公司第七二二所 (湖北武汉 430079) 鲍力南 程泽平 龚雅娟
在所接触的很多产品中,有许多结构件通过采用紧固件把各个零件相互联接、固定起来,装配成结构部件。但在使用紧固件时,往往会受到联接件的刚性、强度、结构形式及安装空间等方面的要求和限制,很多情况下只能选择采用沉头螺钉联接结构零件,以实现我们的最终产品。沉头螺钉的最大优点是其沉头部旋紧后在工件的表面以下,不突出工件的表面,所以在许多的结构件中用它来联接和固定。沉头螺钉又称作平机螺钉。
沉头螺钉头部是一个90°的锥体,与常见的木螺钉类似,头部有工具拧紧槽,分为一字槽、十字槽及内六角形等形式。但内六角形这种形式的沉头螺钉,内六角孔深一般只有4mm,孔口易变形,不能承受较大的力矩,在国外这种沉头螺钉采用较多,由于沉头螺钉材料好、很耐用且质量突出,用在许多紧凑的结构件上。但在国内,内六角形这种形式的沉头螺钉使用的范围受到一定的限制,一般常用的是一字形和十字槽这两种形式的沉头螺钉。
1. 存在的问题及分析
沉头螺钉在使用过程中,存在孔位不准确、沉头螺钉90°斜锥面单边受力、旋紧力量不够及操作人员用力大小不一等问题。
(1)沉头螺钉孔位不准确,造成其安装不到位问题。沉头螺钉联接两个零件时,一般情况都是1个零件为通孔,另1个零件为螺纹孔,如果用于联接的沉头螺钉是两个以上时,就要求通孔之间孔距与螺纹孔之间孔距一一对应,而且孔位的基准都要准确一致。图1、图2所示是两个实例。

图1 活动架示意图
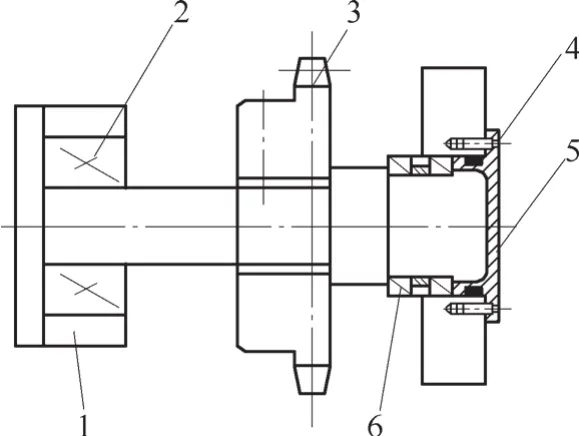
图2 运动轴示意图
图1所示两个侧板采用4个沉头螺钉,联接固定在中间的拉板上组成一个结构件(活动架),活动架联接完成后再加工侧板上的两组安装定位孔,并且要以两个侧板的外底面为基准,如果两个侧板上的沉孔或者中间拉板的螺孔之间偏差过大,就很难将两个侧板的外底面调平,如果两个侧板的外底面调不平,给加工两个侧板上的两组同轴的孔带来麻烦,所以在这个活动架上采用沉头螺钉联接固定,存在一定缺陷。
图2所示法兰盖起着支撑定位作用,固定联接采用的是沉头螺钉。如果法兰盖上的沉头孔与支撑板的螺孔有一定的偏差,在法兰盖与支撑板会有一定的配合间隙的方向偏移,从而造成法兰盖上轴出现不同轴的情况,运动会产生噪声,并加快轴承的磨损,所以这种结构形式尽量不要采用沉头螺钉来定位固定。
对于联接件中使用多个沉头螺钉的情况,在加工中一定要特别注意,尽量采用数控钻床、数控设备来保证孔距,如果在加工中孔距出现了偏差,就会造成沉头螺钉的90°斜锥面与零件上沉头的斜面产生偏位,沉头螺钉头部会沉不到90°斜锥面里,沉头螺钉就会形成半斜锥面受力的状态,严重时还会造成通孔零件和螺纹零件的错位,沉头螺钉就会装不上去,结果达不到我们所需要的技术要求和状态。
(2)沉头螺钉旋紧力不够和大小不一致问题。在使用沉头螺钉联接零件的过程中,单件和小批量一般采用手工方法来旋紧,在旋紧过程中由于操作人员的力量大小存在一定的差异,受到这种差异的影响,沉头螺钉拧紧的程度也就有所不同。沉头螺钉的工具拧紧槽为一字形和十字形槽,拧紧用的工具为螺丝刀,工具拧紧槽为内六角形,拧紧用的工具为内六角扳手,就拧紧形式相比较,螺丝刀没有加长的力臂,与内六角扳手相比旋紧力矩往往要小40~50N·m左右,操作人员在拧紧一字形和十字槽的沉头螺钉时,只能使用直柄的螺丝刀拧紧沉头螺钉,若没有力臂,单靠操作人员的力量大小决定拧紧力,常会出现螺钉松动和零件联接不稳定的情况。
在旋转运动结构件中通常使用沉头螺钉,沉头螺钉经过与旋转件一起旋转运动后,会出现松动的情况,当旋转件达到一定速度的转速时,就会发生相应的振动,而振动强度的大小,根据沉头螺钉拧紧的状态,会发生相应的变化。如果沉头螺钉在旋紧的状态下其头部沉不到90°斜锥面里,往往经过一定时间的振动,沉头螺钉就会出现松动,严重的情况会造成沉头螺钉完全脱落出原螺纹孔,造成机械故障;有的振动虽然没有造成沉头螺钉从螺纹孔中脱落出来,但会造成紧固的联接件松动,使得紧固的联接件发生位移和脱离原安装位置,这样非常容易发生故障和事故,不能实现运动部件的功能和作用,造成质量事故和经济损失。
在装配过程中,理论上沉头螺钉预紧力的大小根据沉头螺钉组受力的大小和联接件的工作要求决定,一般规定拧紧后螺纹联接件预紧应力不得大于其材料屈服点σs的80%。一般钢制螺钉取0.6~0.7σs·AS。由于操作人员拧紧力量大小有差异,决定了沉头螺钉拧紧的程度不能保持一致,在有机械振动的情况下,沉头螺钉松动的情况会显现得较为突出。所以在沉头螺钉用于联接运动件时,会采用其他的方法加以解决,在较大批量联接件的装配中,往往会采用电动、气动工具,装上可更换的螺丝刀头进行装配,电动和气动装载枪分别适用于电器、机柜类的装配和机械设备的装配。在用电动和气动枪装配一字形的沉头螺钉时,电动和气动枪头上的活动螺丝刀头,在没有定心的情况下,在旋转中很容易偏移出一字槽中,力量大的时候会使螺丝刀头和一字槽造成损坏,严重的情况下螺丝刀头和沉头螺钉均不能使用,所以在设计选用以及实际使用电动和气动装载枪装配沉头螺钉时,最好使用十字槽的沉头螺钉。
2. 解决问题的方法
根据上述一字槽沉头螺钉在使用中存在的问题,通常在设计过程中,尽量不选用一字槽沉头螺钉。但是由于有些特殊的结构件,没有安装空间或者有外观要求等方面的需要,而不得不采用沉头螺钉,针对这种情况,应努力寻找有效的手段和方法来解决这个问题。
(1)解决方法一。为增大沉头螺钉的旋紧力,在螺丝刀中段靠近柄部焊接上一个横杆,横杆的长度在200~300mm左右,需要旋紧的沉头螺钉先经过没有焊横杆的螺丝刀旋拧不动后,再用焊接有横杆的螺丝刀,让左手握住螺丝刀柄部,把螺丝刀刀口对准沉头螺钉一字槽或十字槽,并用力,右手握住横杆按顺时针方向加力旋转,直到沉头螺钉完全旋拧不动为止,这种方法在实际中确实很有效果。但是也存在几个方面的缺陷:首先在要旋紧的沉头螺钉周边不能有障碍物,要有足够的操作空间;其次不方便携带,使用过后收存也不便,通用性不强。
(2)解决方法二。为了使沉头螺钉能达到好的旋紧状态,还采用另外一种方法,就是用钻床主轴顶住螺丝刀柄部及基本旋紧的沉头螺钉上,再用活动扳手卡住螺丝刀扁方,按顺时针方向旋紧螺钉。操作的具体方法:用螺丝刀将沉头螺钉旋拧紧后,再将旋紧的螺钉与工件一起放置在立式钻床或摇臂钻床的工作台,调整工作台台面或摇臂钻床的横臂,使还需要继续旋紧的沉头螺钉外平面直立在钻床主轴下端面,能够放入螺丝刀,用螺丝刀刀口对在螺钉一字槽里,用主轴的下端面压住螺丝刀的柄尾部,操作钻床的主轴上升、下降的手柄,使手柄向下用力压紧,使钻床主轴向下的力传递在螺丝刀和螺钉上,力加上后,再用活动扳手,收小活动口与螺丝刀扁方一致,并卡在螺丝刀扁方上,一边按顺时针方向旋拧丝锥,一边继续使钻床的主轴向下方用力,始终保持压紧的状态,直到用活动扳手将螺丝刀下的沉头螺钉旋紧不动为止,这种方法能使沉头螺钉旋拧的力矩达到45~55 N·m,使沉头螺钉能够达到拧紧的状态。但是这种方法也存在不足,在操作上一般需要两个人协同操作,适用于M5以上的沉头螺钉,较大的工件在钻床操作多有不便,沉头螺钉的拆装都要在钻床上操作,效率很低。
(3)解决方法三。沉头螺钉在常态旋紧状态下,通过增大力矩和在钻床上加力顶紧旋紧这两种方式,来防止沉头螺钉在振动条件下不松动和脱落。另外还可采用冲铆的方法,就是在沉头螺钉用螺丝刀拧紧后,在沉头螺钉平头一字槽口与90°沉孔斜锥面上,用样冲冲出多个较大的样冲眼,用样冲冲起的翻边,来防止螺钉的松动,以达到防松的目的,这种方法也起到了一定的防松效果。但从外观上看,十分不美观,在冲样冲眼的过程中,有很多不确定的因素,每个人冲出的样冲眼很难保持一致,尺度和标准难以统一,如果螺钉需要反复地拆卸,操作上就很不方便,从机械制造这个角度来讲,是一种没有水准的方法,不能作为一种好的方法进行推广。
(4)解决方法四。一字槽沉头螺钉通常用于联接结构件,通常使用的一字槽螺钉有半圆头、圆柱头和沉头等,由于旋紧螺钉采用的是通用的螺丝刀(起子、改锥),螺钉的旋紧程度根据操作者作用力的大小有所不同,这些情况都是由螺丝刀的形状决定,在操作上不好用力,导致螺钉旋紧状态松紧不一。如此的状态对于有抗颠振、冲击等环境要求的产品,螺钉如果出现松动式脱落,就有可能造成设备的故障,造成物质上的损失。
(5)解决方法五。鉴于上述弊端,我们在工作中通过不断的总结和摸索,设计了一种活动加力杆工具,如图3所示。
这种工具是在螺丝刀下端刀口扁方处增加一个附加力矩,使对螺钉的旋紧力增加了数倍以上,操作者便于用力,操作方便、简单,有很好的通用性。现设计这种加力杆工具是利用增大力矩的原理,用一个整体式的加力杆,下部槽口卡住螺丝刀刀口扁方,也可拧紧螺钉卡住螺丝刀的扁方,当螺丝刀手柄旋转力矩不够时,使用加力杆工具可有效旋紧螺钉,使螺钉有很强的抗颠振、冲击的性能,而且加力杆的范围适用于各种螺丝刀。

图3 活动加力杆工具
具体的操作使用方法:操作者在使用螺丝刀旋紧螺钉拧不动时,将螺丝刀穿入到加力杆的槽中,再将螺丝刀刀口作用在螺钉的一字槽处,左手握紧螺丝刀手柄上端向被旋紧螺钉方向用力,右手抓住加力杆工具横向柄部,顺时针方向旋转用力,这样增加螺丝刀的旋转力矩,使螺钉达到旋拧紧的状态,同理,在拆卸螺钉时,也可使用加力杆工具反向旋转旋出螺钉,具体操作如图4所示。

图4 加力杆操作示意图
3. 结语
在实际工作中,使用沉头螺钉联接结构件的形式很多,经常碰到沉头螺钉旋紧的状态不够稳定、旋紧力不一致,而且经过运转颠振,对螺钉产生冲击,会发生螺钉松动和脱落等问题。我们在生产实践中不断地进行思考和总结,先后尝试了很多种方法,找到了一种克服沉头螺钉出现松动、脱落等问题最有效的方法和手段,取得了一定的成绩和效益。
[1] 李维荣. 标准紧固件实用手册[M]. 北京:中国标准出版社,2001.
[2] 赵如福. 金属机械加工工艺人员手册[M]. 上海:上海科学技术出版社,1997.
[3] 王文斌. 机械设计手册[M]. 北京:机械工业出版社,2007.
猜你喜欢
轮胎工业(2021年2期)2021-12-24 15:19:31
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
科学与技术(2018年25期)2018-06-17 07:31:52
制造技术与机床(2017年9期)2017-11-27 02:13:53
军事文摘·科学少年(2017年4期)2017-06-20 23:22:10
发明与创新(2016年6期)2016-08-21 13:49:34
四川水泥(2016年7期)2016-07-18 12:06:26
发明与创新(2015年11期)2015-12-29 07:54:16
河南科技(2015年2期)2015-02-27 14:20:26
