
铁矿石机械装置取制样系统水分损失的研究
2018-03-21 05:27王春生陈小奇
现代矿业 2018年2期
王春生 陈小奇
(宝山钢铁股份有限公司检化验中心)
目前,我国是世界上最大的铁矿石进口国,2016年铁矿石进口量达到10.24亿t。为了准确可靠检验铁矿石的品质,我国主要的铁矿石港口都实现了铁矿石机械装置自动化取样、制样及水分含量、粒度分布的测定[1-3]。其中,水分含量是铁矿石贸易结算中一项重要指标,水分含量的准确性影响贸易双方的经济利益。在机械装置自动取制样系统中,铁矿石经过皮带输送、破碎、缩分等流程后进行干燥水分含量的测定,必然会造成部分水分的损失[4],如何检测取制样系统水分损失,并确定一个取制样系统针对不同种类铁矿石水分损失允许最大值,这对评价自动化取制样系统是至关重要的。目前还没有铁矿石水分损失检验可参考的标准,因此,非常有必要开展有关机械装置自动化取制样系统水分损失检测方法的研究,为铁矿石水分含量测定标准的修订提供理论参考。
1 铁矿石中水分存在形式及来源
水在铁矿石中存在的形式主要分为结晶水、结构水、游离水等[4],自动取制样系统在线检测的水分主要是游离水,即吸附于铁矿石颗粒表面或由于表面张力作用而被吸附于矿物或矿料颗粒之间小裂隙之中的水,温度在100~110 ℃时可以完全脱去。铁矿石的游离水主要来源是铁矿石选矿采用水洗浮选工艺残留水、铁矿产地露天堆场遭受降雨而吸收的水分、港口装卸因环保需要人为喷洒水以防尘及铁矿石中原有的游离水。目前国内外测定铁矿石游离水含量都是采用105 ℃ 空气中干燥至恒重时试样质量损失占初始试样质量的百分含量。
2 水分损失检测试验
2.1 试验矿石
根据检验的历史数据选择水分含量≥8%铁矿石。
2.2 试样对数及试样量
选取20对最大公称粒度小于22.4 mm的试验样至少5 kg,最大公称粒度小于10 mm的试验样至少1 kg。
2.3 试验设备
选取机械装置自动化取制样系统、能将炉内任何一点的温度均控制在105 ℃±5 ℃的干燥箱、试验盘若干、电子称一台。
2.4 试验方法及步骤
将同一品种铁矿石采用机械装置自动化取制样系统制备的份样和副样在线检测水分含量,采用本质上无偏差参比方法采取制备的份样按照《铁矿石交货批水分含量的测定》(ISO 3087:2011)标准规定的方法进行水分含量检测,统计分析在线检测水分含量与参比方法检测水分含量,得出此类矿石在机械装置取制样系统的水分损失值。
3 试验结果与分析
图1为取制样系统不同试样水分损失波动图。可以看出,铁矿石交货批按照份样或副样在线取制样系统水分含量检测时,都存在明显的水分损失。按照份样检测时,水分损失平均达到0.46%(水分含量绝对值),按副样检测时,水分损失平均达到0.73%(水分含量绝对值),不同份样之间和不同副样之间水分损失存在显著差异,按照份样进行水分含量检测水分损失量明显小于按照副样进行水分含量检测值。

图1 取制样系统水分损失波动图
影响取制样系统水分损失的因素:
(1)水分试验样在系统内滞留时间。水分试验样在初次称量前,经过初级采样、二级采样、皮带输送、缩分机缩分,不可避免地造成水分损失,如果按照副样检测,采集到的第一个份样临时收集储存,等收集到5个或6个份样组成一个副样时,再进行缩分,制成水分试验样,在系统停留时间较长,会大大增加水分试样在干燥前的水分损失。
(2)系统内各个组成部分密封性。系统密封性能好,可以减少系统内空气流动,使水分尽可能保留在试样内,最大限度地减少水分损失。
(3)系统内空气流动。一方面,取制样系统中存在溜槽、运输皮带,试样在通过溜槽和在运输皮带输送时产生大量的流动空气。另一方面,为了减少取制样系统的粉尘对环境的污染,会在运输皮带端部、溜槽上部装有吸尘接口,系统有试样时,除尘设备会自动开启,系统内会产生较大的空气流动。系统内的流动空气会使物料表面压强减少,物料的水分蒸发速度加快,容易失去水分。
(4)矿石物料特性。一般水分含量越高的矿石,水分损失相对较高。此外,矿石粒度分布情况也会对水分的损失造成一定的影响。细粒度试样含量越多,其表面积越大,吸附的水分就越多,在自动取制样系统水分损失也会较多。
4 水分损失校正
由于铁矿石贸易结算都是以干态为基准质量,而铁矿石海运运输费用大多由自然态铁矿石确定。铁矿石水分表面上仅与运价有关,但水分检测过程有水分损失,造成水分含量偏低,就与铁矿石交货批吨位有直接关系,相当于矿石采购方以铁矿石的价格购买了水,造成矿石采购方的经济损失。因此,要得到更加准确的交货批水分含量值,必须对自动取制样系统的水分损失加以校正。校正公式为
(1)

利用最小二乘法公式计算k值及b值,见式(2)~式(6),机械装置取制样系统测定铁矿石试样水分含量的离差平方和lj为
(2)
参比样测定铁矿石试样水分含量的离差平方和lc为
(3)
机械取制样系统和参比方法测定铁矿石试样水分含量的离差积ljc为
(4)
k=ljc/lj,
(5)
(6)
式(2)的相关系数R计算公式为
(7)

4.1 按照份样测定水分含量校正公式

(8)
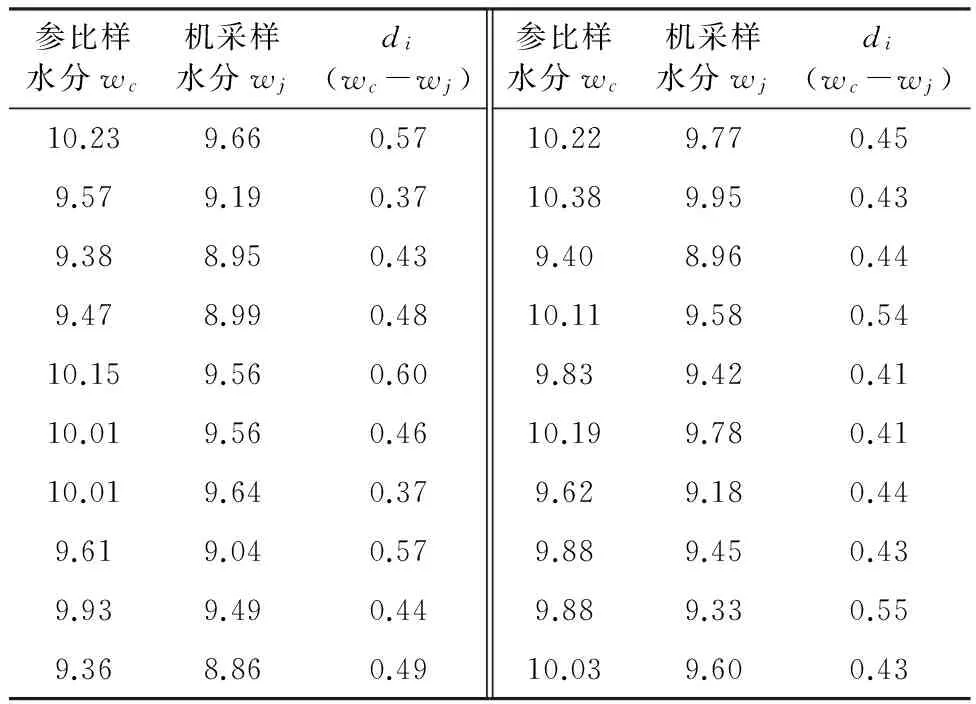
表1 机械装置取制样系统按份样检测铁矿石水分损失结果 %
4.2 按照副样测定水分含量校正公式

(9)
5 结 论
随着铁矿石贸易量的不断增加,国内外港口及钢铁厂相继建造了机械装置自动化取制样系统,实现了铁矿石在线取制样及在线水分含量的检测。受到铁矿石在系统的停留时间、系统的密闭性及矿石物料特性等因素的影响,铁矿石在通过机械装置自动取制样系统进行水分含量检测时,不可避免地造成水分损失,导致铁矿石采购方的利益受损。建议ISO铁矿石和直接还原铁标准化委员会TC102/SC1取制样分技术委员会、全国钢标准化委员会建立铁矿石机械装置自动取制样系统水分损失允许差及水分损失校正标准,以便各铁矿石检验机构按照标准校正方法,对铁矿石机械装置自动取制样系统水分含量的损失进行校正,确保铁矿石交货批水分含量的准确可靠,保证铁矿石采购方的合法利益。

表2 机械装置取制样系统按副样检测铁矿石水分损失结果 %
[1] 袁晓鹰,叶向勇.日照港矿石机械化采制样系统中机器人的应用[J].金属矿山,2009(3):124-129.
[2] 王春生,陈小奇,孙 良,等.宝钢自动化取制样系统的应用与发展[J].金属矿山,2010,413(11):116-121.
[3] 李 江.大宗原料试样自动取制样系统工艺设计探讨[J].钢铁技术,2010(6):1-4.
[4] 袁晓鹰,张永春,姜 涛.矿石机械化采样装置水分损失指标的确定[J].现代矿业,2012(6):120-122.
[5] 李凤贵,张西春.铁矿石检验就技术[M].北京:中国标准出版社,2005.
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
资源导刊(2021年10期)2021-11-05
数学小灵通·3-4年级(2021年5期)2021-07-16
今日农业(2019年15期)2019-01-03
特别健康(2018年9期)2018-09-26
中国非金属矿工业导刊(2015年5期)2015-12-22
共产党员(辽宁)(2015年2期)2015-12-06
读者·校园版(2015年19期)2015-05-14
高中生学习·高三版(2014年3期)2014-04-29
中国钢铁业(2012年8期)2012-03-23
