
厚板TC4钛合金磁控窄间隙TIG焊接工艺
2018-03-19 09:19
电焊机 2018年1期
(广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650)
0 前言
TC4钛合金是一种中等强度的α-β型两相钛合金,含有6%的α相稳定元素Al和4%的β相稳定元素V。TC4钛合金比刚度高、比强度高、无磁性、耐腐蚀、抗疲劳和蠕变性能好,综合性能优异,在航空航天、核工业、海洋工程、能源化工等领域具有极大的发展潜力和应用前景[1-3]。近年来,随着海洋工程、压力容器、化工等领域的发展,20 mm以上厚板钛合金结构的应用越来越普遍,对钛合金的焊接工艺提出了更高的要求。目前厚板钛合金焊接多采用电子束焊接方法,该方法不仅生产成本高,而且构件受真空室尺寸及大构件装配精度的约束[4-5]。因此,研究更高效便捷、经济性好、适用于厚板钛合金结构的焊接方法对于推动厚板钛合金结构的应用及相关产业的发展具有重要意义。
窄间隙TIG焊接技术由美国Battle研究所于1963年率先提出,其坡口间隙较常规TIG焊接方法小很多。采用窄间隙方法焊接厚板可以大幅减小焊缝截面积,降低焊缝金属填充量,以较小的线能量实现较高的生产效率[6-8]。该方法的关键在于获得侧壁熔合良好且熔深均匀的焊缝。20世纪末,乌克兰Paton焊接研究所创造性地将磁场引入到窄间隙焊接过程中,开发出磁控窄间隙TIG焊接技术[9]。采用磁控窄间隙TIG焊接中厚板钛合金具有较好的应用前景[10]。
本研究对30 mm和100 mm厚TC4钛合金进行磁控窄间隙TIG焊接工艺试验,并实时跟踪焊接过程。焊后分析接头微观组织,研究磁场对焊缝组织的影响。研究接头典型缺陷,分析电弧摆动和电极位置对焊缝成形的影响,并测试接头的力学性能,为厚板钛合金磁控窄间隙TIG焊接工艺的优化和工业化应用奠定基础。
1 试验方法
试验母材为TC4钛合金,通过真空电子束熔炼生产,其化学成分如表1所示。材料经过轧制和热处理,切割成尺寸为650mm×300mm×30mm和650mm×300 mm×100 mm的试板,并清洁试板表面及边缘,用于后续焊接试验。填充材料采用与母材相同的材料制成,直径2 mm。焊接过程不开坡口,试板间隙Δ=8~10 mm,焊缝背板采用永久成形垫,其材料与母材材料相同,成形垫厚度5~10 mm,见图1。

表1 TC4钛合金的化学成分Table 1 Chemical composition of TC4 titanium alloy %
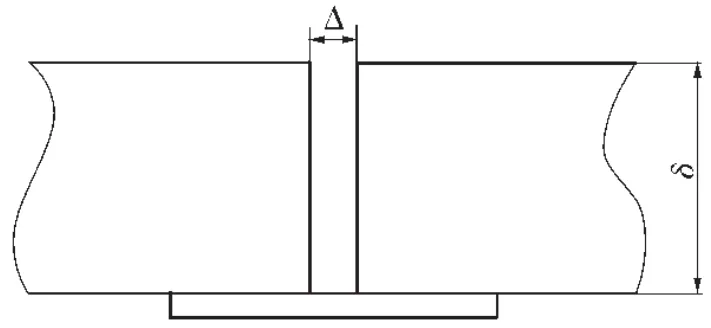
图1 TC4钛合金磁控窄间隙TIG焊接接头示意Fig.1 Schematic of the TC4 titanium alloy joint for magnetically controlled narrow-gap welding
采用由乌克兰巴顿焊接研究所开发的磁控窄间隙TIG焊接设备,焊接过程如图2所示,为了获得良好的侧壁熔合,在焊接过程中引入横向磁场。电磁铁心实现磁导体的功能并置于间隙中,当电流通过电磁线圈时产生感应磁场,磁感线沿焊缝方向布置,使电弧横向摆动。通过改变电磁线圈的电流极性,实现电弧在两侧壁上的周期性摆动,同时也调整电弧斑点在侧壁上的位移。磁感应强度为0~8mT,磁场的逆变频率可以在1~80 Hz范围内调节。采用具有圆柱形保护喷嘴的焊矩,并通过外加保护气罩加强对焊接区域的保护。
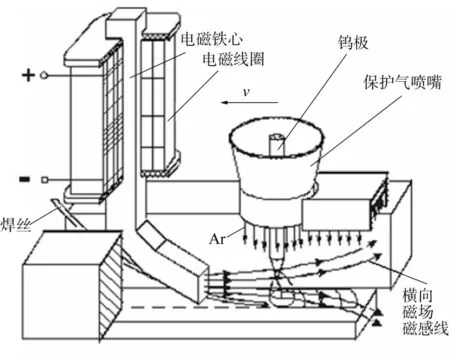
图2 磁控窄间隙TIG焊接过程示意Fig.2 Schematic of the magnetically controlled narrowgap welding process
在焊接过程中,通过改变磁感应强度来研究外加磁场对焊缝微观组织的影响。并通过改变钨极位置研究其对焊缝成形的影响。在垂直焊缝方向截取金相试样,经过打磨、腐蚀,使用金相显微镜观察显微组织形貌,并测试接头力学性能。
2 结果与讨论
2.1 微观组织
不同磁感应强度下焊接得到的接头微观组织如图3所示,焊缝为典型的针状马氏体组织,呈现篮网状结构。磁感应强度为0 mT(即没有焊接电弧摆动)时获得的焊缝组织如图3a所示,为平行分布、粗大的马氏体组织。由于没有外加磁场和电弧摆动,熔池搅拌作用弱,晶粒不断长大,形成长而粗大的马氏体。
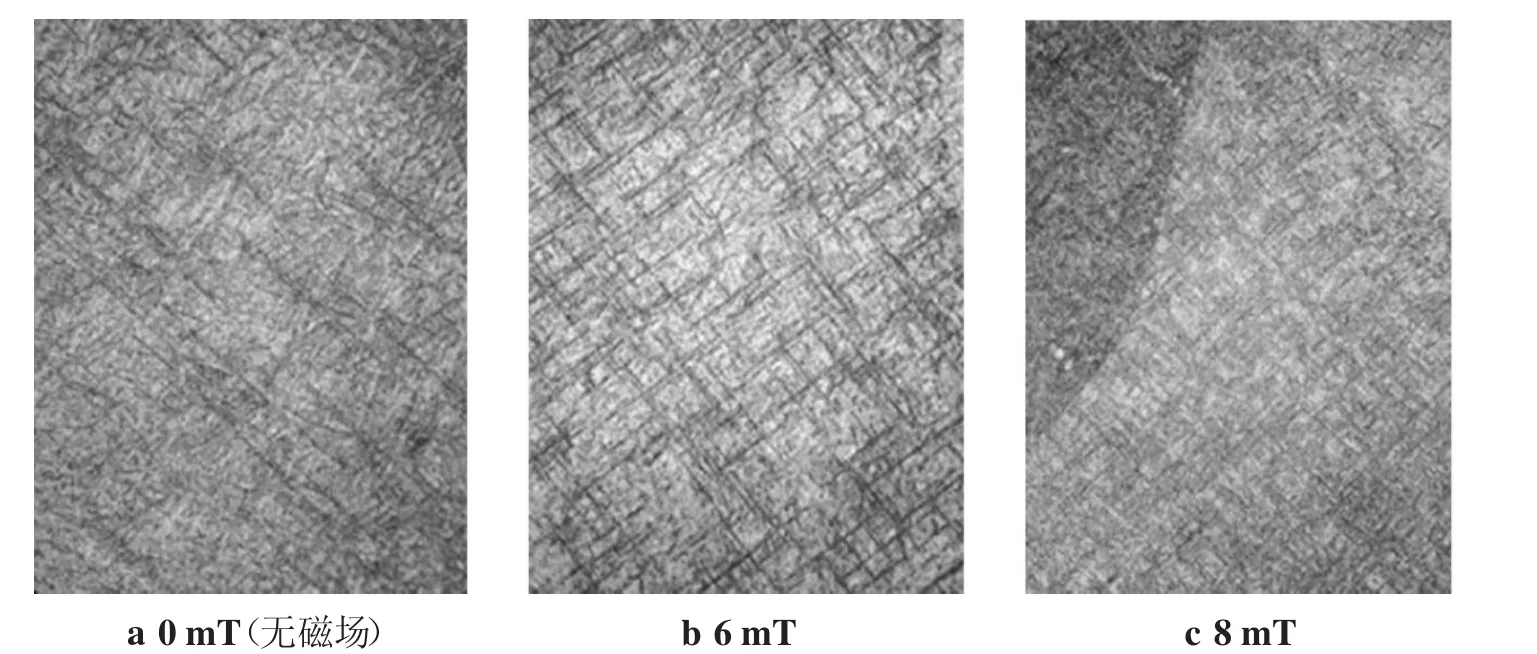
图3 不同磁感应强度下所得焊缝的微观结构(400×)Fig.3 Microstructure of the welds made with different induction of controlling magnetic field(400×)
当磁感应强度为6 mT时,焊缝的组织为更为粗糙的马氏体结构。由于外加磁场对熔池的搅拌作用,在结晶前沿发生金属周期性亚熔融,造成焊缝金属凝固中的枝晶晶臂断裂,成为新的形核核心,增大了非均匀形核率[11],而搅拌抑制了晶粒的非均匀化生长,这种情况下的针状马氏体比无磁场情况下更短,如图3b所示。
在磁感应强度大于6 mT时进行焊接,焊缝组织更为均匀,如图3c所示。焊缝中心和外围都没有粗糙的针状马氏体,而呈现更均匀的细针状结构组织。逆变频率在20 Hz以上时,几乎不影响焊缝金属结构中针状马氏体的长度。
窄间隙焊接时应用磁控焊接电弧可以大幅减小焊缝金属中针状马氏体的平均长度,获得更均匀、结构更精细的焊缝。
2.2 典型缺陷
窄间隙焊接工艺面临的主要问题是获得均匀熔化的侧壁。窄间隙TIG焊接时,如果电弧没有偏转,易出现侧壁熔合不良的缺陷。为了消除该典型缺陷,通过施加外部磁场实现电弧的摆动。焊接时,电弧在外加磁场作用下,受洛伦兹力作用发生周期性横向摆动,如图4所示。电弧交替地偏离间隙侧壁时,熔池和侧壁熔融金属的搅拌和振荡效果增强,从而避免侧壁熔合不良[12-13]。

图4 磁控窄间隙TIG焊接电弧摆动示意Fig.4 Schematic of the arc swing in magnetic field during welding process
无外加磁场和有外加磁场情况下,钛合金窄间隙TIG焊接接头间隙侧壁和填充金属区域如图5所示。无外加磁场时,侧壁与填充金属间存在明显的未熔合,而有外加磁场时该情况得到显著改善。
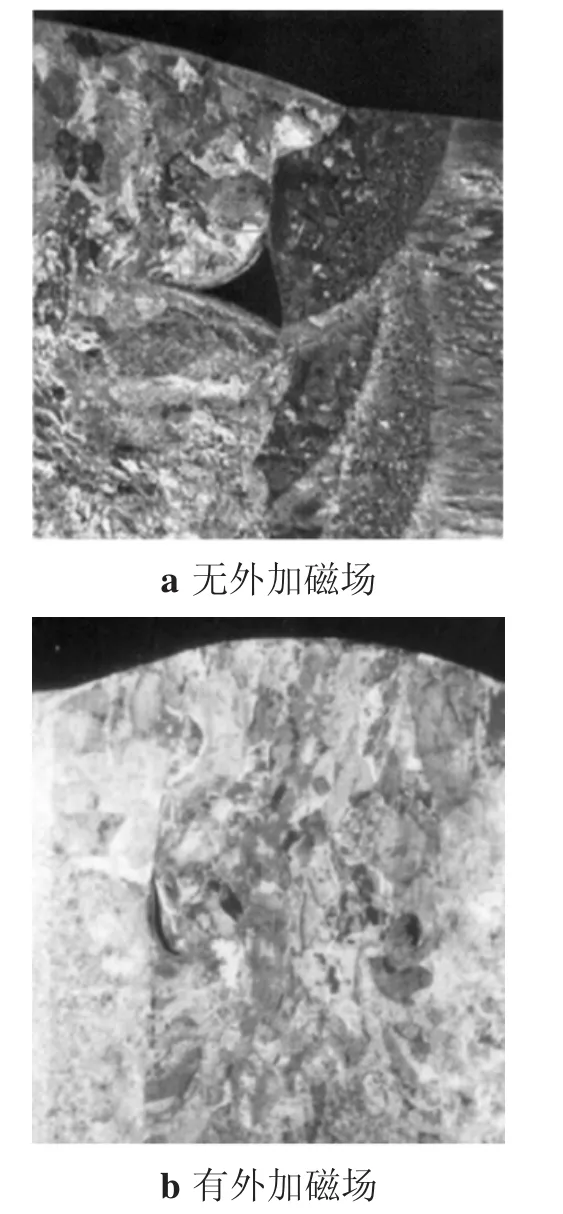
图5 钛合金窄间隙TIG焊接接头侧壁和熔敷金属区域Fig.5 Zoneof joint between the sidewall and cladded metal
焊接时由于热循环的作用和本身的装配误差,实际的焊接路径与理想路径会产生偏差,导致电极偏离间隙中心位置。电极偏离时,电极和侧壁间距发生变化,引起通过侧壁的电流变化,造成侧壁熔透深度不均匀。间隙侧壁电流占焊接电流的比例与侧壁-电极距离的关系如图6所示。
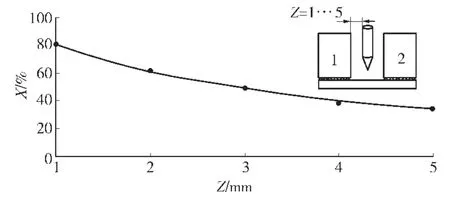
图6 间隙侧壁电流占焊接电流的比例与间隙-电极距离的关系(Z—侧壁-电极距离;X—侧壁电流所占比例)Fig.6 Relation between the current in the sidewall and the distance between the sidewall and the electrode
由图6可知,靠近电极的侧壁输入的电流比例会上升,远离电极则会下降,电极位置偏离1 mm,可引起电流比例波动15%~25%。这会破坏间隙侧壁熔化的均匀性,甚至引发缺陷。电极偏离间隙中心时焊缝成形情况如图7所示,为避免出现侧壁熔深不均匀,需要严格控制电极位置。
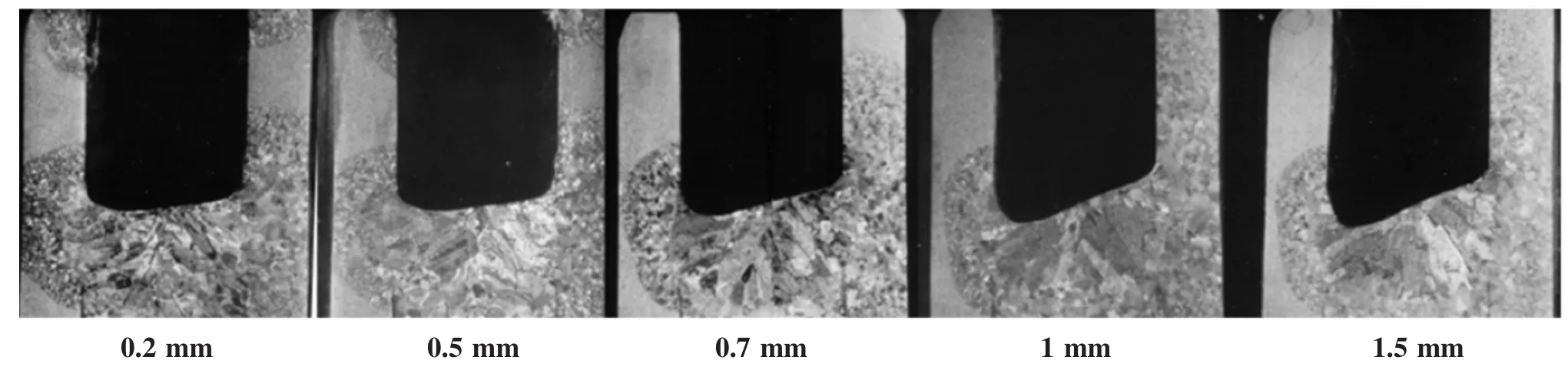
图7 电极偏离间隙中心时焊缝成形情况Fig.7 Weld formation at the displacement of tungsten electrode from the central plane of joint
2.3 力学性能
分别测试30 mm和100 mm厚接头的力学性能,结果如表2所示。可以看出,接头强度不低于母材的96%,性能优异。
3 结论
(1)窄间隙TIG焊接时引入磁控电弧大幅减小了焊缝金属中针状马氏体的平均长度,细化晶粒,获得更均匀、结构更精细的焊缝。
(2)受外加磁场控制的电弧摆动可以有效避免间隙侧壁熔合不良问题,获得稳定的侧壁熔合。
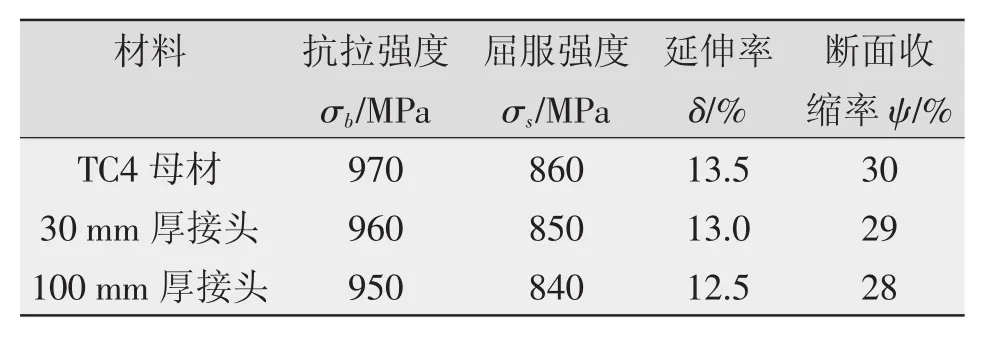
表2 TC4钛合金母材及接头的力学性能Table 2 Mechanical properties of TC4 alloy and joints
(3)为获得熔深均匀的侧壁,需要严格控制电极中心位置位于间隙中心面上。
(4)采用磁控窄间隙TIG焊接获得的30 mm和100 mm厚TC4钛合金接头力学性能良好。
[1]《中国航空材料手册》编辑委员会编.中国航空材料手册:第4卷,钛合金、铜合金[M].北京:中国标准出版社,2001.
[2] 于慧臣,吴学仁.航空发动机设计用材料数据手册:第四册[M].北京:中国标准出版社,2010.
[3] 张喜燕,赵永庆,白晨光.钛合金及应用[M].北京:化学工业出版社,2005.
[4] 尹丽香,许鸿吉,魏志宇,等.TC4钛合金电子束焊接接头高温性能与组织[J].焊接学报,2007,28(10):49-52.
[5] 宫平,罗宇,王亚军,等.TC4钛合金电子束焊接工艺参数对焊缝形状的影响[J].航空制造技术,2008(6):72-75.
[6]HORI K,HANEDA M.Narrow gap arc welding[J].Journal of the Japan Welding Society,1999,68(3):179-200.
[7]STARLING C M D,MARQUES P V,MODENESI P J.Statistical modeling of narrow-gap GTA welding with magnetic arc oscillation[J].Journal of Materials Processing Technology,1995(51):37-49.
[8]BUTLER C A,MEISTER R P,RANDALL M D.Narrow gap welding a process for all positions[J].Welding Journal,1969,48(2):102-108.
[9]PATON B E,ZAMKOV V N,PRILUTSKY V P.Narrowgroove welding proves its worth on thick titanium[J].Welding Journal,1996,75(5)37-41.
[10]郑喜刚,赵勇,蒋成禹.钛合金窄间隙TIG焊技术研究[J].钛工业进展,2006(23):40-43.
[11]BROWN D C,CROSSLEY F A,RUDY J F,SCHWARTZBART H.The effect of electromagnetic stirring and mechanical vibration on arc welds[J].Welding Journal,1962,41(6):241-250.
[12]TSENG C F,SAVAGE W F.The effect of arc oscillation[J].Welding Journal,1971,50(12):777-785.
[13]BELOUS V Y,AKHONIN S V.Influence of controlling magnetic field parameters on weld formation in narrow-gap argon-arc welding of titanium alloys[J].Paton Welding Journal,2007(4):2.
猜你喜欢
山东冶金(2022年1期)2022-04-19
工程建设与设计(2021年11期)2021-07-28
装备制造技术(2021年1期)2021-05-21
装备制造技术(2020年1期)2020-12-25
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
上海金属(2016年1期)2016-11-23
电气技术(2016年3期)2016-10-14
设备管理与维修(2016年7期)2016-04-23
舰船科学技术(2016年1期)2016-02-27
