提高V带产品制造水平的探讨
2018-03-17 07:10刘士铎陈云
橡塑技术与装备 2018年5期
刘士铎,陈云
(1.河北辛集金昊橡胶有限公司,河北 辛集 052360;2.贝尔特橡塑制品有限公司,江苏 丹阳 212353)
骨架材料对V带的性能至关重要。普通聚酯线绳模量低、伸长率大、与底胶黏合性能较差,严重影响了V带的质量和使用寿命。高模量低收缩聚酯线绳作为一种高性能V带骨架材料,模量高、收缩率小、与底胶黏合性能好,可以显著提高V带使用寿命。采用黏合增强型帆布作为V带包布,提升了V带外浸布胶胶料的动态黏合性能,克服在动态情况下外包布出现的磨损和脱层现象,延长使用寿命,相应地提升V带的质量水平。
本工作研究了高模量低收缩聚酯线绳和黏合增强型包布作为V带骨架材料,对V带胶料配方优化,采取优化的包布结构和底胶口型结构,以充分发挥在提升V带产品制造水平的作用,加强V带生产过程中的工艺管理控制,提升V带质量稳定性,延长V带使用寿命。
1 实验
1.1 主要原材料
1100dtex/5×3型普通聚酯线绳和 1100dtex/5×3型高模量低收缩聚酯线绳,浙江尤夫高新纤维股份有限公司;黏合增强型帆布3×3,普通帆布3×3,江苏省丹阳邦际达特种布业有限公司;普通帆布3×3,河北省枣强县昊君纺织有限公司;抗硫化返原剂TDB680、硅粉B-66和耐动态黏合疲劳剂LP-600、间苯二酚高效黏合剂RF-2111,安徽阜阳利普化工有限公司;无机补强剂JC-069,江苏玖川纳米科技有限公司;抗撕裂树脂HR-801,广州盈泷贸易有限公司。
1.2 主要仪器和设备
XK-160开炼机,上海橡胶机械一厂;XSM-1/10-120型密炼机,上海科创橡塑机械设备有限公司;JC-2000E型密闭型无转子硫化仪、JPL型多功能电子拉力机和JC-4001型V带疲劳机,江都市精城测试仪器厂;WPL-100型橡胶疲劳龟裂试验机,江苏扬州天发疲劳试验机厂;KT-2002GF型压缩生热试验机,中国台湾晔中科技股份有限公司。
1.3 制备工艺
混炼胶料分三段混炼,均在密炼机中进行,填充系数均为0.80,具体工艺:第一段混炼:橡胶与炭黑密炼5 min后在开炼机过辊(辊距2 mm)三遍下片,在室温下停放16 h后进行下一段混炼;第二段混炼:一段混炼胶料加小料3 min在开炼机(辊距2 mm)三遍后下片,停放16 h后进行第三段混炼;第三段混炼:第二段混炼胶料在开炼机上加硫和促进剂后薄通,打三遍三角包,辊距放厚下片,室温停放16 h制样。底胶按配方混炼均匀,停放后挤出成相应规格的胶条。聚酯线绳浸胶浆后缠绕,切割成带坯,上底胶包布,硫化后制成V带成品(B型,长1 600 mm)。
1.4 试验方法
V带线绳黏合强度试验方法按照GB/T 3688—1998标准方法进行,V带疲劳性能测试按照GB/T 15328—2009标准进行,V带物理性能试验方法按照GB/T 1171—2006标准进行,硫化橡胶屈挠龟裂的测定方法按GB/T13934—1992标准进行,底胶与聚酯线绳黏合强度的测定方法按GB/T532—2008标准进行,胶料压缩疲劳温升测试方法按照GB/T 1687—1993标准进行,其他性能测试均按照相应国家标准进行。
2 结果与讨论
2.1 聚酯线绳性能
不同规格的V带使用的线绳规格不同。A型V带一般使用1100dtex/3×3型聚酯线绳,B型V带一般使用1100dtex/5×3型聚酯线绳。本工作以相同规格的普通线绳和高模量低收缩线绳相比较,比较用这两种不同质量的线绳做成B型1 600 mm的V带的黏合性能和疲劳性能的优劣。这两种线绳的性能及所制作的V带性能测试对比见表1。
从表1可以看出:与普通聚酯线绳相比,高模量低收缩聚酯线绳的断裂强力相当,断裂伸长率、定负荷伸长率、干热收缩率较小,黏合性能好,V带耐疲劳时间长,说明高模量低收缩线绳作为骨架材料能明显提高V带性能。
2.2 黏合增强型帆布
江苏丹阳邦际达特种布业有限公司提供的黏合增强型帆布和普通帆布,另外选取河北枣强县昊君纺织有限公司生产厂家生产的普通帆布,为了试验一致性,采用帆布3×3作为V带包布。三种帆布包布黏合性能测试和V带疲劳试验对比如表2。
从表2可以看到黏合增强型帆布作为V带包布,其黏合性能优异,其V带产品制造水平得到提升。
2.3 V带胶料配方的优化
2.3.1 V带底胶配方优化
V带生产过程中使用黏合增强型帆布作为包布,为了充分发挥其黏合性能优异的特点,必须提高底胶的模量,改善V带底胶的耐屈挠疲劳的性能,克服底胶在使用过程中变形大、容易断裂所造成的缩短V带使用寿命的现象。
底胶胶料主体材料应采用天然橡胶NR和顺丁橡胶BR并用,提高底胶在V带使用过程中的耐屈挠疲劳性能。
底胶胶料的模量要高,保持模量稳定。要求胶料的硫化体系要高一些,硫化程度和抗硫化还原性能要好。所以在胶料配方中添加助硫化体系来达到要求。
胶料补强体系中并用些生热低、补强性能好的无机补强剂及防止底胶断裂的抗撕裂树脂,这样提高了底胶的抗屈挠疲劳性能。
胶料防护体系中添加有抗屈挠疲劳性能的防老剂BLE和防老剂H,有助于提升底胶胶料在V带使用过程中的防护作用。
优化前底胶配方为:天然橡胶NR,70;丁苯橡胶SBR,30;再生胶,30;硫磺,2.5;氧化锌、硬脂酸活性剂,8;促进剂DM、CZ,3;防老剂RD、BLE-W,3;炭黑N330、N660,70;无机补强剂硅粉、陶土,80;古马龙,6;芳烃油,8;总计:310.5。

表1 2种线绳的性能及制作的V带测试性能对比

表2 帆布黏合性能和包布V带疲劳试验结果对比
优化后底胶配方为:天然橡胶NR,70;顺丁橡胶SBR,30;再生胶,30;硫磺,2.5;活性剂氧化锌、硬脂酸,9;促进剂 DM、CZ ,3;苯甲酸,1.5;硅 -69,2.0;TDB680,1.0;RD,1.5;BLE,1.5;防老剂 H,1.5;炭黑,70;JC-069,10;抗撕裂树脂 HR-801,5;无机补强剂硅粉,65;古马龙,5;芳烃油,6;总计:314.5。
底胶胶料配方优化前后性能对比如表3所示。
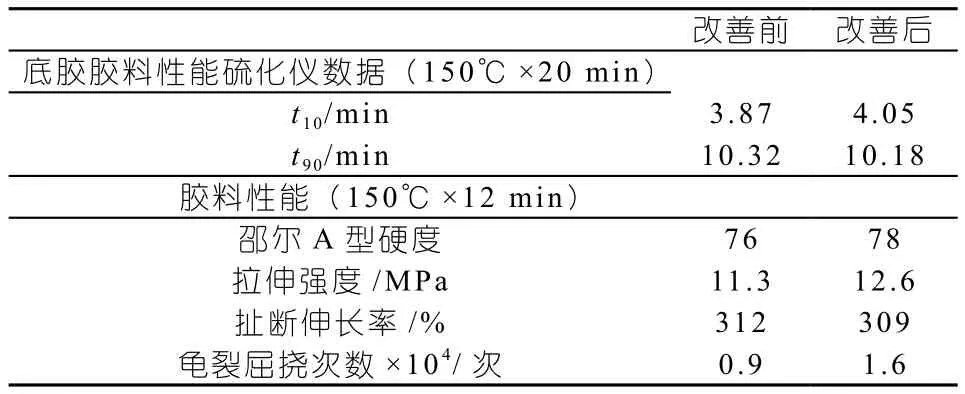
表3 底胶胶料配方优化前后性能对比
2.3.2 V带伸缓胶胶料配方优化
V带强力层的黏合非常重要,尤其是动态黏合问题,直接影响到V带使用寿命。
V带强力层动态黏合性能通过伸缓胶的硫化体系和黏合体系来体现。其硫化体系同底胶一样需要助硫化体系来保证胶料硫化程度和抗硫化还原性能及模量稳定性能。黏合体系中添加长效的黏合树脂,如间苯二酚高效黏合剂2111树脂,具有优异的耐抽出及剥离性能,来保证动态黏合性能。
优化前伸缓层胶料配方为:天然橡胶NR,70;丁苯橡胶SBR,30;再生胶,20;硫磺,2.5;活性剂氧化锌、硬脂酸,8;促进剂DM、CZ,3.5;防老剂RD、BLE,3;炭黑N330、N660,70;无机补强剂硅粉、陶土,70;古马龙,6;黏合剂古马龙,5;芳烃油,8;总计:296。
优化后伸缓层胶料配方为:天然橡胶NR,70;顺丁橡胶SBR,30;再生胶,20;硫磺,2.5;活性剂氧化锌、硬脂酸,10;促进剂DM、CZ,3.5;苯甲酸,1.5;硅 -69,2.0;TDB680,1.0;RD,1.5;BLE,1.5; 防老剂 4010NA,1.5;炭黑 N330、N660,65;JC-069,10;抗撕裂树脂HR-801,5;无机补强剂硅粉,65;古马龙,5;高效黏合剂2111树脂,6;总计:301。
伸缓层胶料配方优化前后性能对比如表4所示。
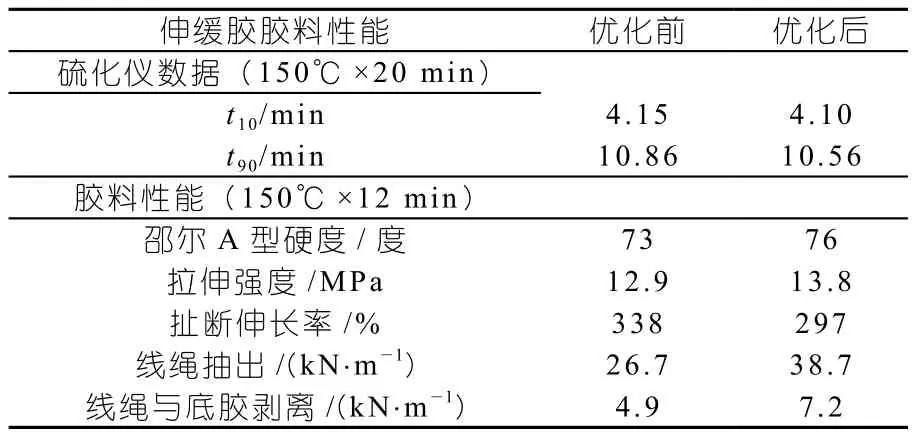
表4 伸缓层胶料配方优化前后性能对比
2.3.3 V带帆布胶料配方优化
V带帆布胶的耐磨性能和生热性能及防护性能是提升黏合增强型帆布使用效果的重要指标。特种帆布虽然黏合性能优异,但在V带运转过程中有发脆的不足,影响着特种帆布的优异性能的发挥。为此,在帆布胶料中添加高效耐磨剂和微晶蜡来改善帆布胶的耐磨和生热性能及抗老化性能。
优化前V带帆布胶料配方为:天然橡胶NR,70;丁苯橡胶SBR,30;硫磺,2.0;活性剂氧化锌、硬脂酸,10;促进剂DM、CZ,3.0;防老剂4010NA、RD、BLE-W,4.5;炭黑 N330,60;白炭黑,10;无机补强剂硅粉,20;古马龙,6;黏合剂,5;芳烃油,8;总计:228.5。
优化后帆布胶料配方为:天然橡胶NR,70;顺丁橡胶BR,30;硫磺,1.8;活性剂氧化锌、硬脂酸,10;促进剂DM、CZ,2.8;苯甲酸,1.5;硅-69,2.0;TDB680,1.0;RD,1.5;BLE,1.5;防 老 剂4010NA,1.5;炭黑 N220,60;JC-069,10;抗撕裂树脂HR-801,5;白炭黑,10;古马龙,5;高效黏合剂2111树脂,6;耐磨剂HSR-580,3;微晶蜡517p,1.4;芳烃油,5;总计:229.0。帆布胶料配方优化前后性能对比如表5所示。
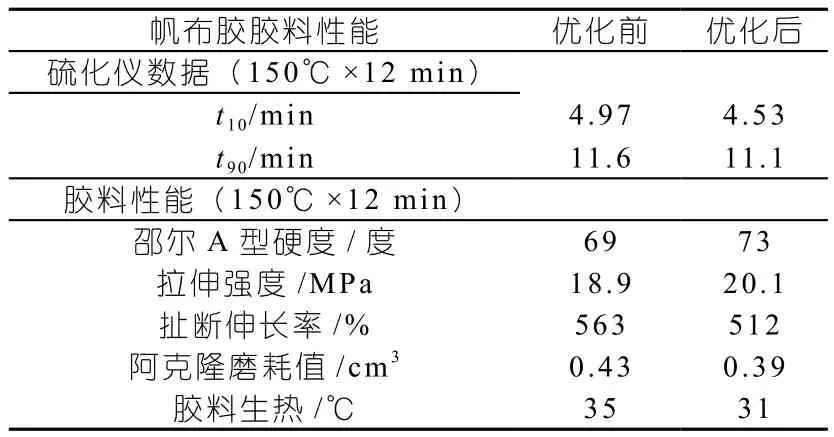
表5 帆布胶料配方优化前后性能对比
2.4 V带包布应用的优化
根据V带使用特点,将V带大概以1 400mm界分为短带和长带,其使用过程中疲劳寿命与包布情况有一定的关系。以短带(B型1 270 mm)为例包布及其V带疲劳寿命如表6。

表6 短V带(B型1 270 mm)包布情况与V带疲劳试验寿命
长带(B型1 800 mm)包布情况与疲劳试验寿命如表7。

表7 长V带(B型1 800 mm)包布情况与V带疲劳试验寿命
从表6和表7可以看到短V带使用二层2×2浸胶布,长带采用二层3×3浸胶布应用效果好。
2.5 底胶口型的优化
V带底胶一般为了底胶尺寸稳定、致密采用挤出方式,其底胶形状尺寸、重量对V带骨架材料的黏合性能、V带疲劳寿命有一定的影响。选取两个底胶形状(一个扁平,一个高的),其余相同的V带性能对比如表8。
从表8可以看到V带底胶口型形状对V带性能有一定的影响。
2.6 工艺管理控制
好的配方需要工艺的配合,才能体现出配方的优势。在实际工作中,工艺管理控制起着关键作用。在V带生产过程中工艺要点如表9。
加强工艺管理控制是V带生产企业非常重要的工作,决定着V带产品制造水平和产品质量稳定性。把V带生产工艺管理控制提高到较高的水平,国产V带成品的质量水平和稳定性赶超进口V带的日子就指日可待了。

表8 底胶口型形状与V带性能测试结果
3 结论
通过试验选择使用高模低缩聚酯线绳作为V带骨架强力层材料和使用黏合增强型帆布作为包布,能够满足提升V带性能的材料基础;在V带胶料中采用优化底胶、伸缓胶、帆布包布胶的配方措施提升和体现使用高模量低收缩线绳骨架材料和黏合增强型包布的优异性能;根据V带的长短决定包布结构;底胶口型形状尺寸影响V带的使用寿命。加强V带生产过程中的工艺管理控制,提高V带产品制造水平,延长V带使用寿命。

表9 V带生产过程中的工艺管理控制要点
猜你喜欢
睿士(2022年3期)2022-03-22
睿士(2022年1期)2022-01-22
军民两用技术与产品(2021年10期)2021-11-25
睿士(2020年8期)2020-08-20
孩子·小学版(2020年4期)2020-01-25
小资CHIC!ELEGANCE(2019年32期)2019-11-22
儿童故事画报·发现号趣味百科(2018年1期)2018-11-14
儿童故事画报·智力大王(2018年6期)2018-10-30
中国交通信息化(2018年4期)2018-08-21
电子制作(2017年7期)2017-06-05