环形输送线末端烟箱减震挡板装置的改进设计
2018-03-16 09:11:54陈清武
物流技术与应用 2018年3期
文/陈清武
作为成品烟生产入库输送系统的核心设备之一,环形输送线负责成品烟的入库作业输送环节,直接影响着厦门烟草工业有限责任公司的正常生产入库。在生产过程中要求环形输送线和机械手可以高效、稳定、安全的运行,但在实际运行中,存在设备结构设计不够完善,机械手码垛时因环形输送线末端挡箱装置导致发生漏气报警,造成设备故障,影响仓库的入库效率和成品入库。
一、存在问题及分析
图1为原环形输送线末端挡箱装置,由两条工业尼龙和一个螺栓调整支架组成,固定在环形输送线末端输送机支架上,两条工业尼龙条垂直平面度较难保证,且动作时只能挡住烟箱中下部,在烟箱的运输码垛过程中,当烟箱经由滚筒式输送机传送到环形输送线末端的位置等待码垛在码垛条件满足时,机械手开始码垛,机械手夹具上的吸盘贴紧烟箱的一侧表面,形成一定的真空度,产生足够的负压,抓取时吸住烟箱完成码垛。
不过,由于机械手吸盘是单边侧面作用在烟箱上,烟箱极易因夹具的单向作用力而发生在等待码垛位置上的侧移现象。如此容易导致机械手码烟时,吸盘与烟箱表面接触未处于完全的贴合状态,时常引起真空度不足,报警漏气,影响了设备的正常运行。另外,由于挡板支架长期受力,与输送机支架的连接部位会断裂现象,影响了设备使用寿命。

图1:原环形输送线末端挡箱装置
二、改进方案
为了解决环形输送线末端挡箱装置存在的问题,通过现场设备勘察,讨论制定了相应的改进方案,主要研究内容是设计一个环形输送线末端烟箱减震挡板装置。应用在烟草行业内运输码垛设备中,特别是在机械手码垛时,保证夹具贴合烟箱的挡箱装置。
图2为改进后的环形输送线末端烟箱减震挡板装置,该减震挡板装置的主体为一设置在环形输送线20末端的三角支撑架10,支撑架采用4cm×4cm的空心钢管焊接而成的三角形结构,既牢固可靠又不会过于笨重。该三角支撑架10的底部设有固定板11,固定板11上设有四个长形调节孔12,地脚螺栓13与长形调节孔12配合,以调节三角支撑架10与环形输送线20的相对位置,并将三角支撑架10固定在地面上。平面挡板30通过减震装置40可调节装设在三角支撑架10的顶部,该平面挡板30垂直设置与烟箱50的侧面贴合。
结合图3所示,在平面挡板30的上下左右四个位置上分别装设有减震装置40,所述减震装置40包括有一弹簧轴41、一减震弹簧42和前、后弹簧端盖43、44。减震弹簧41抵顶在前、后弹簧端盖43、44之间,弹簧轴41贯穿减震弹簧42和前、后弹簧端盖43、44后,一端固定连接平面挡板30,另一端活动贯穿三角支撑架10上开设的通孔后螺接有一第一螺母45。一第二螺母46螺接在前弹簧端盖43和平面挡板30之间的弹簧轴41上,以使前、后弹簧端盖43、44分别抵顶在第二螺母45和三角支撑架10间。通过第二螺母46调节弹簧前端盖43在弹簧轴41的位置以及调节第一螺母45在弹簧轴41的位置,可调节减震弹簧42的松紧度和平面挡板30的伸出长度,保证平面挡板30贴合烟箱侧面,以达到调整码垛抓取位置的目的,进而保证夹具吸盘与烟箱另一侧面处于完全的贴合状态。抵顶在前、后弹簧端盖43、44之间的减震弹簧42用以减缓机械手码烟时候对三角支撑架10的冲击力,对烟箱和整个装置起到减震保护的作用。
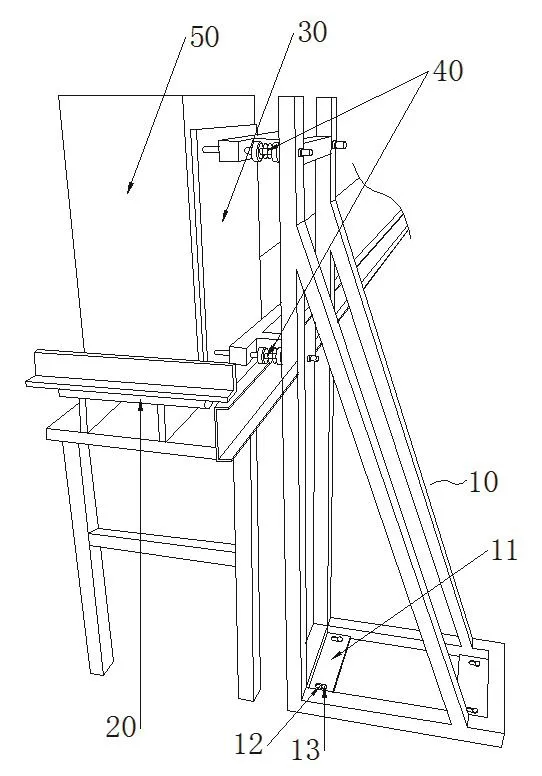
图2:环形输送线末端烟箱减震挡板装置使用状态示意图
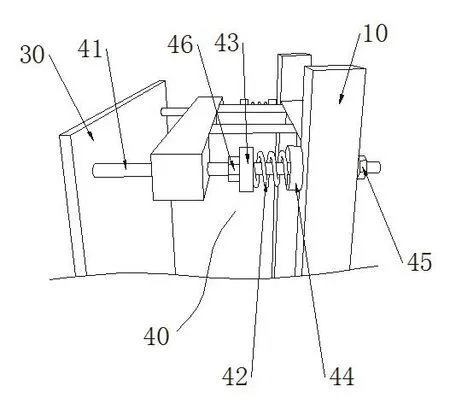
图3:减震装置的立体结构示意图

图4:环形输送线末端烟箱减震挡板装置使用效果图
三、改进效果
图4为改进后的环形输送线末端烟箱减震挡板装置使用效果图,改进后有效地解决了生产过程中遇到的机械手码烟问题,在长时间的运行中得到验证,效果显著,提高了设备运行的稳定性。
四、结语
通过改进自动化仓库环形输送线末端挡箱装置,不仅保证码烟时机械手吸盘与烟箱表面更好的贴合,实现更稳定的码垛抓取,且具有良好的减缓冲击力效果,以保护烟箱和整个装置,提高设备运行效率和使用寿命,有效提升成品烟的入库作业效率。
猜你喜欢
物流技术与应用(2022年11期)2022-12-01 08:20:22
现代制造技术与装备(2022年5期)2022-07-22 08:00:46
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
科学与信息化(2020年36期)2020-01-04 19:01:41
电子制作(2019年20期)2019-12-04 03:51:36
设备管理与维修(2017年10期)2018-01-03 06:19:25
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39
设备管理与维修(2016年6期)2016-03-16 02:21:55
橡塑技术与装备(2015年7期)2015-07-03 12:18:00