
大红山磁铁矿提质降硅试验室及工业试验研究
2018-03-15 04:41蔡正鹏
现代矿业 2018年1期
蔡正鹏
(玉溪大红山矿业有限公司)
玉溪大红山矿业有限公司(以下简称大红山)隶属于昆钢集团公司,位于云南省新平县嘎洒镇。大红山铁精矿品位62%左右,硅含量7.9%左右。因二氧化硅含量高每年扣款上亿元,严重影响了公司的经济效益。自投产以来,一直致力于产品的提质降硅研究与应用。
大红山精矿中,赤铁精矿铁品位52%左右,含硅13%左右,产率为18.76%。磁铁精矿铁品位64.24%,含硅6.62%,产率为81.24%。精矿提质分磁铁精矿和赤铁精矿两个方向分别进行。磁铁精矿产率较大,对总精矿提质起到重要的作用。磁铁精矿提质降硅目标为铁品位大于68%,硅含量小于3%。为研究磁铁精矿提质,近期选用国内比较有代表性的4种弱磁精选设备进行试验室研究,在试验室研究的基础之上,又开展了3种弱磁精选机工业试验。
1 矿石性质
1.1 原矿性质
原矿化学多元素分析结果见表1,铁物相分析结果见表2。
表1 原矿化学多元素分析结果
%

元素TFeSFeFeOAl2O3CaOMgO含量39.1638.9213.563.721.140.93元素SiO2K2ONa2O烧失SP含量33.790.0521.160.800.0520.161
表2 原矿铁物相分析结果

%
由表1、表2可知,大红山铁矿主要由磁铁矿和赤褐铁矿组成,以磁铁矿为主,铁含量为24.60%,赤褐铁矿次之,铁含量为12.50%;脉石矿物以石英为主,含量为33.79%,MFe/TFe≈0.63,w(CaO+MgO)/w(SiO2+Al2O3)≈0.06,属磁铁矿-赤铁矿型酸性混合矿石。
1.2 弱磁精矿性质
将二段弱磁精矿进行化验分析,分析结果见表3,筛析试验结果见表4。
表3 二段弱磁精矿分析结果 %

成分TFemFemFe/TFe含量59.7652.4187.70

表4 二段弱磁精矿筛析试验结果
由表4可知,二段弱磁精中-0.045mm粒级含量为83.0%,粒度较细;各粒级全铁品位由粗至细铁品位升高,-0.045mm粒级全铁品位最高,为65.69%;+0.063mm粒级和0.045~0.063mm粒级品位偏低,粗粒级品位低是由于其中连生体较多所致,粒级越粗连生体越多。
2 大红山选厂工艺流程简介
大红山选厂设计处理能力为980万t/a,共用4个选厂。一选厂设计处理能力为50万t/a,二选厂设计处理能力为400万t/a,三选厂(铜系列)设计处理能力为150万t/a,四选厂(铁系列)设计处理能力为380万t/a。由于4个选厂入选原矿及工艺流程的差异,使得四选厂磁铁矿精矿品位较低。因此,优先选择四选厂三段弱磁给矿和三段弱磁精矿(磁铁精矿)开展研究。四选厂工艺流程见图1。
大红山四选厂选矿工艺流程为阶段磨矿—阶段选别,其中一段为自磨,二段、三段为球磨,一段自磨、二段球磨为连续磨矿,磨矿产品经弱磁+强磁的单一磁选工艺,得到合格尾矿;二段球磨产品采用二段、三段弱磁精选+强磁扫选工艺,得到最终铁精矿。第一段、第二段弱磁选采用CTB1230永磁筒式磁选机,第三段弱磁选采用DPC1230多级漂洗筒形磁选机,强磁选采用φ3 000 mm高梯度强磁选机。

图1 四选厂工艺流程
3 试验室研究
3.1 试验室小型试验
试验室试样取自目前大红山选厂磁铁矿中提质降硅难度最大的四选厂三段弱磁给矿,铁品位为58%~59%。试验要求铁精矿品位达69%左右,并对精选尾矿进行相应的试验研究。采用国内处理磁铁矿精选较有代表性的A、B、C、D 4种设备,分别针对四选厂三段弱磁给矿进行提质降硅试验研究,试验结果见表5,精选尾矿处理结果见表6。
表5 A、B、C、D 4种设备试验指标对比 %

设备精矿铁品位精品差距硅含量产率铁回收率A68.0102.8077.8188.95B67.05-0.963.5076.8987.01C67.36-0.653.2081.7092.09D66.16-1.854.4082.5891.44原矿58.8911.22
由表5可知,①精矿铁品位最高的是A设备,品位达到68%以上,C设备次之,B设备第三,D设备指标最低;②铁回收率方面,C设备最高,D设备次之,A设备第三,B设备最低;由于试验对提质降硅要求精矿品位达69%左右,因此综合考虑精矿品位和回收率,在兼顾回收率的前提下,优先考虑提质降硅效果的设备。
表6 精选尾矿处理结果 %

设备精矿铁品位产率铁回收率备注A62.363.964.20B未试验C62.421.721.80D33.941.801.02磁选管
由表6可知,A设备能从尾矿中回收铁品位为62.36%、产率为3.96%的铁精矿;B设备未开展尾矿试验;C设备能从尾矿中回收铁品位为62.42%、产率为1.72%的铁精矿;D设备再磨后未使用该公司设备,而是使用磁选管,仅能得到精矿铁品位为33.94%的铁精矿,产率仅有1.8%;综合指标,A设备处理尾矿指标最好。
3.2 试验总结
(1)从4种磁铁矿精选设备对大红山四选厂三段弱磁给矿精选的试验指标来看,A设备精矿铁品位能够到达68%以上,综合指标优于其他类型设备。
(2)弱磁精选尾矿浓度问题。据了解,三段弱磁尾矿和目前进行试验的4类精选设备得到的精选尾矿浓度都不高,均在3%~4%。可通过流程优化或增加浓缩设备解决,优先考虑工艺优化,增加浓缩设备方案暂不考虑。
(3)综上所述,公司出于对今后采购设备性价比的考虑,开展了A、B、C3个公司设备的工业应用试验。
4 工业试验
试验前期,经和厂家交流,认为选别三段弱磁给矿(二段弱磁精矿)效果比三段弱磁精矿效果好,且如果弱磁精选机选三段弱磁给矿,还可停开三段,起到缩短流程、降本增效的目的。因此,工业试验分别就三段弱磁给矿和三段弱磁精矿均进行了工业试验。
4.1 选别三段弱磁给矿工业试验
(1)B设备选别三段弱磁给矿工业试验指标见表7。

表7 B设备选别三段弱磁给矿工业试验指标
由表7可知,精矿全铁品位由59.03%提高到64.64%,提高了5.61个百分点;SiO2含量由7.93%降低到5.99%,降低了1.94个百分点;处理量为40.98 t/h;铁回收率为85.43%,产率为78.01%,尾矿全铁品位为39.11%;水耗为吨精矿2.49 m3/t。
(2)C设备选别三段弱磁给矿工业试验指标见表8。
由表8可知,精矿全铁品位由59.59%提高到63.64%,提高了4.05个百分点;二氧化硅含量由7.50%降低到6.17%,降低了1.33个百分点;处理量为44.99 t/h;铁回收率为96.11%,产率为90.00%,尾矿全铁品位为23.16%;水耗为3.28 m3/t。
(3)A设备选别三段弱磁给矿工业试验指标见表9。
由表9可知,精矿全铁品位由61.14%提高到66.93%,提高了5.79个百分点;二氧化硅含量由7.11%降低到3.29%,降低了3.82个百分点;处理量为39.10 t/h;铁回收率为88.27%,产率为80.64%,尾矿全铁品位为37.02%;水耗为8.89 m3/t。

表8 C设备选别三段弱磁给矿工业试验指标

表9 A设备选别三段弱磁给矿指标
(4)各厂家选别三段弱磁给矿工业指标对比结果见表10。

表10 各设备选别三段弱磁给矿工业指标对比结果
由表10可知,选别三段弱磁给矿时,精矿全铁品位最高的是A设备,为66.93%;二氧化硅含量最低的是A设备,为3.29%;铁回收率最高的是C设备,为96.11%;耗水量最低的是B设备,为2.49 m3/t;选别三段弱磁给矿时,A设备的提质降硅效果最好,精矿铁品位能够达到66.93%,二氧化硅含量能够降低到3.29%,作业金属回收率达到88.27%;但耗水量较高,是其他设备的3倍左右。
4.2 选别三段弱磁精矿工业试验
(1)B设备选别三段弱磁精矿工业试验指标见表11。
由表11可知,精矿全铁品位由62.97%提高到65.64%,提高了2.67个百分点;二氧化硅含量由7.24%降低到5.65%,降低了1.59个百分点;处理量为33.44 t/h;铁回收率为91.99%,产率为88.25%,尾矿全铁品位为42.94%;水耗为4.04 m3/t。

表11 B设备选别三段弱磁精矿工业试验指标
(2)A设备选别三段弱磁精矿工业试验指标见表12。

表12 A设备选别三段弱磁精矿工业试验指标
由表12可知,精矿全铁品位由63.95%提高到67.28%,提高了3.33个百分点;二氧化硅含量由6.12%降低到3.00%,降低了3.12个百分点;处理量为49.90 t/h;铁回收率为94.59%,产率为89.92%,尾矿全铁品位为34.30%;水耗为11.76 m3/t。
(3)由于一些原因,C设备未开展三段弱磁精选工业试验。
(4)各厂家选别三段弱磁精矿指标对比结果见表13。

表13 各厂家选别三段弱磁精矿指标对比结果
由表13可知,选别三段弱磁精矿时,精矿品位最高的是A设备,为67.28%,比B设备高1.64个百分点;二氧化硅含量最低的是A设备,为3.00%,比B设备低2.65个百分点;铁回收率最高的是A设备,为94.59%,比B设备高2.64个百分点;耗水量最低的是B设备,为4.04 m3/t,比A设备低7.72 m3/t。
(5)选别三段弱磁精矿时,A设备的提质降硅效果最好,精矿铁品位能达到67.28%,二氧化硅含量能够降低到3.00%,铁回收率达到94.59%;但是耗水量较高,是其他设备的2.91倍左右。
4.3 选别三段弱磁给矿和三段弱磁精矿对比
各厂家设备选别三段弱磁给矿和三段弱磁精矿对比结果见表14。

表14 各厂家选别三段弱磁给矿和三段弱磁精矿指标对比
由表14可知,选别三段弱磁精矿比选别三段弱磁给矿提质降硅效果好,精矿全铁品位高1.39个百分点,二氧化硅含量低0.82个百分点;处理量相当,铁回收率高3.35个百分点,产率高6.2个百分点,但选别三段弱磁精矿水耗达7.90 m3/t,比选别三段弱磁给矿水耗高3.01 m3/t。
4.4 尾矿再选
由于弱磁精选是对高品位精矿进行精选,难免精选尾矿铁品位较高。选别三段弱磁精矿时,尾矿铁品位高达40%~42%,这部分尾矿选别显得比较重要,为此对尾矿进行再选试验,尾矿再选试验结果见表15。
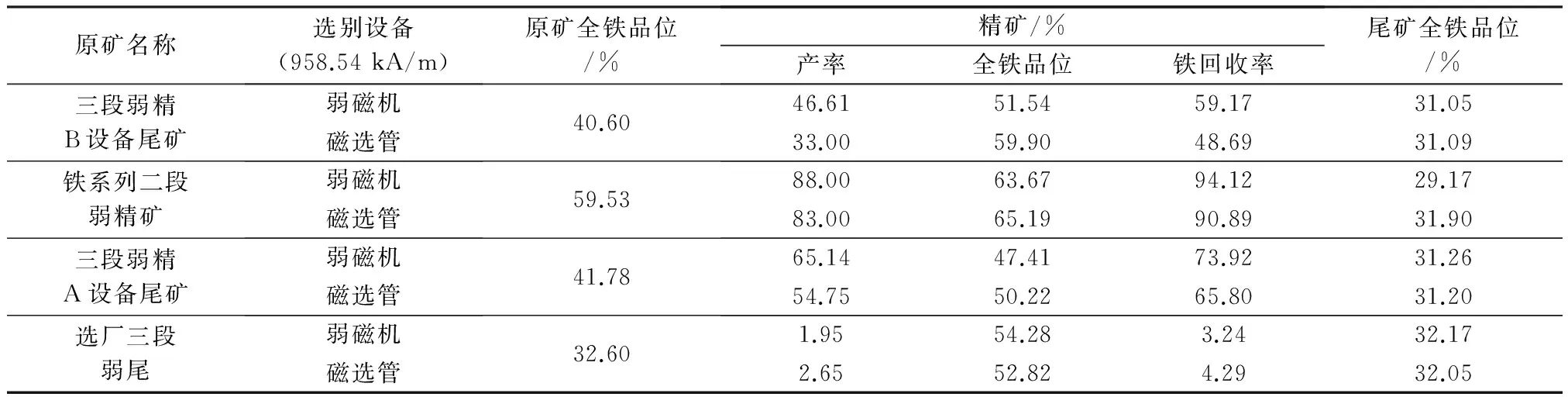
表15 尾矿再选试验结果
由表15可知,B设备选别精选尾矿经弱磁机选别精矿全铁品位能达到51.54%,A设备精选尾矿经弱磁机选别精矿全铁品位能达到47.41%,选别效果较差;说明弱磁精选尾矿是未解离的连生体,需进行再磨解离后,才能取得较好的选别指标。
5 结 论
(1)大红山磁铁矿提质降硅从指标上看,A设备选铁系列三段弱精效果较好,精矿全铁品位能够达到67.28%,二氧化硅含量能够降低到3.00%,作业金属回收率达94.59%;但耗水量较高,是其他设备的2.91倍左右。
(2)选别三段弱磁给矿时,A设备的提质降硅效果最好,精矿铁品位能够达到66.93%,二氧化硅含量能够降低到3.29%,作业金属回收率达88.27%;但耗水量较高,是其他设备的3倍左右。
(3)选别三段弱磁精矿比选别三段弱磁给矿提质降硅效果好,精矿铁品位高1.39个百分点,硅含量低0.82个百分点;处理量相当,铁回收率高3.35个点,产率高6.2个百分点;但选别三段弱磁精矿水耗达7.90 m3/t,比选别三段弱磁给矿水耗高3.01 m3/t。
(4)由于弱磁精选是对高品位铁精矿进行精选,难免精选尾矿铁品位较高。选别三段弱磁精矿时,尾矿铁品位达40%~42%,这部分尾矿的处理显得比较重要。B设备精选尾矿经弱磁机选别精矿全铁品位能达到51.54%;A设备精选尾矿经过弱磁机选别精矿全铁品位能达到47.41%,选别效果较差;说明弱磁精选尾矿是未解离的连生体,需要进行再磨解离之后,才能取得较好的选别指标。
猜你喜欢
当代陕西(2022年6期)2022-04-19
建材发展导向(2022年4期)2022-03-16
河北地质(2021年2期)2021-08-21
矿产综合利用(2020年1期)2020-07-24
西江月(2020年1期)2020-01-19
人民调解(2019年5期)2019-03-17
江西建材(2018年4期)2018-04-10
中国有色金属学报(2018年2期)2018-03-26
中国资源综合利用(2017年1期)2018-01-22
中国资源综合利用(2016年9期)2016-01-22
