百万千瓦二次再热机组高压加热器配置研究
2018-03-14 03:40:42李延雷刘静茹
山东电力技术 2018年2期
李延雷,刘静茹
(山东电力工程咨询院有限公司,山东 济南 250013)
0 引言
百万千瓦超超临界一次再热机组多采用单列U形管式高压加热器。对于百万千瓦超超临界二次再热机组,由于其设计参数提升,加热器设计压力提高到约45 MPa,单列U形管式的高压加热器无法满足设计要求,因而国内投运的二次再热机组均采用双列U形管式高压加热器。随着目前蛇形管高压加热器设计与制造技术的提高,使得百万千瓦超超临界二次再热机组采用单列高压加热器成为可能[1-6]。
1 高压加热器配置方案
1.1 高压加热器结构型式
根据传热管形状不同,大型火力发电机组中的高压加热器通常有U形管式和蛇形管式。两种型式高压加热器的主要区别在于管壳程的分隔形式和换热管的设计。两者的主要特点比较见表1。

表1 蛇形管和U形管高加的主要特点比较
相比U形管式高加,蛇形管式高压加热器的优势主要体现为:1)抗热冲击能力高。蛇形管式高压加热器采用在集管上开孔来代替U形管式高压加热器上传统的管板设计,热应力分布比较均匀,集管厚度一般仅有管板厚度的15%左右,见图1,具有较好的抗热冲击性能,提高了温升速率限制和变工况运行次数。2)可靠性高,检修维护方便。蛇形管式高压加热器集管外形见图2,U形管式高压加热器的管板与U形管采用角焊缝和胀接连接,通常采用氦检漏,当机组频繁启停、热冲击运行中易发生管口泄漏。而蛇形管式高压加热器通过集管上的短接头与蛇形管焊接连接,对焊缝进行100%射线检测工艺,确保了焊接质量。U形管式高压加热器堵管需要人进入水室内部进行操作;蛇形高加堵管为机器臂伸入集管,人员在高压加热器外部操作,工作环境较好。蛇形管高加可以顺利实现单根堵管,集箱前后均有人孔,检修维护比U形管式加热器有所简化。
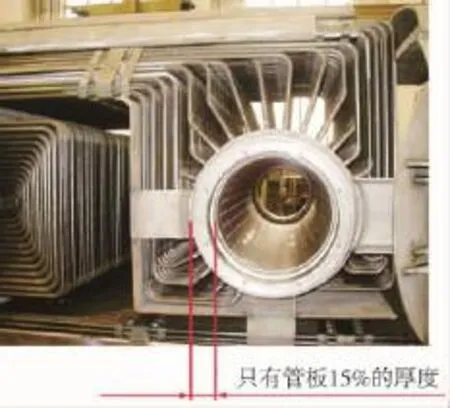
图1 蛇形管式高压加热器集管

图2 蛇形管式高压加热器集管外形
1.2 二次再热机组高压加热器配置现状
在1 000 MW超超临界二次再热机组中,U形管式高压加热器的管板厚度随着设计参数的提高而显著增加,相关试验及制造经验表明,管板厚度的临界值约为500 mm。当管板厚度超过500 mm时,瞬时温度梯度将在管板和水室筒身连接处产生应力峰值,在此连接区域容易产生裂纹,在启动、汽机跳闸或者高参数运行时,加热器遭受热应力冲击。
根据目前相关制造厂提供的参考资料,管板的设计厚度随着应力增加而增厚,而厚度取决于设计压力、尺寸和选材,不能无限的增加管板。U形管高压加热器管板见图3,根据制造厂初步计算,单列布置的U形管高压加热器的管板厚度已超过700 mm,目前的设计制造能力无法实现,这也是U形管式高压加热器在1 000 MW超超临界机组中通常采用双列布置的原因。
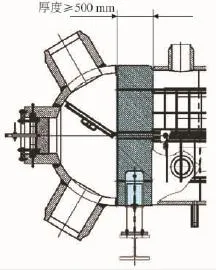
图3 U形管高压加热器管板
近年来,1 000 MW超超临界二次再热机组管程的设计压力提高至45 MPa,设计温度为500℃以上。设计单列U形管式高压加热器时,水室半球形封头的板材规格以及管板锻件已超过标准允许范围,管板锻件若采用20 MnMo锻件,则超过GB 150.2—2011中“碳素钢和低合金钢锻件许用应力”20 MnMo材料最大公称厚度700 mm的要求。
由此可见,随着机组容量的增大,设计参数的不断提高,传统U形管式高压加热器的设计难度越来越高。在国外,考虑到热疲劳开裂风险和设计寿命等因素,当压力超过35 MPa时,不建议采用U形管式高压加热器,而采用蛇形管式高压加热器。百万千瓦二次再热机组高压加热器典型运行业绩见表2。
1.3 设备制造厂的加工制造能力
对于1000MW超超临界二次再热机组所采用的双列高压加热器,由于其容量仍在U形管式高压加热器设计允许的临界值范围内,通过技术改进、产品设计优化等措施,国内的制造厂也具备了一定的设计研发和制造能力。随着国内1 000 MW超超临界二次再热机组在建及投运台数的不断增加,双列U形管式高压加热器的订货及运行业绩也在不断增加。

表2 百万千瓦二次再热机组高压加热器典型运行业绩
国内具备设计和制造1 000 MW机组双列高压加热器能力的制造厂家主要有上海电站辅机厂 (原上海动力设备有限公司)、苏州天沃科技有限公司(原张化机)、哈尔滨锅炉厂、杭州锅炉厂和东方锅炉厂等。
国外能够生产如此大容量、高参数高压加热器的厂家,有德国 Hamon Sobeleco、巴克-杜尔(BDT)和法国阿尔斯通等,这些制造厂家均具有设计和制造800~1 000 MW超超临界机组单台100%容量高压加热器的业绩。但由于国外二次再热实际运行机组较少,目前暂无1 000 MW超超临界二次再热机组单列高压加热器运行的实际工程案例。
经与上述国内高压加热器厂家沟通,哈尔滨锅炉厂表示不推荐采用蛇形管式高压加热器,且暂时不具备该容量蛇形管高压加热器的加工制造条件;上海电站辅机厂表示能够生产适应该参数的蛇形管高压加热器,已经拥有大唐东营2×1 000 MW新建工程超超临界二次再热机组(2016年)单列蛇形管高压加热器订货业绩;苏州天沃科技有限公司(原张化机)结合自主研发与技术引进,具备生产制造蛇形管式高压加热器的能力,已经拥有广东陆丰甲湖湾电厂新建工程2×1 000 MW超超临界一次再热机组(2015年)、华电句容发电厂二期工程2×1 000 MW超超临界二次再热机组(2016年)和华电山东莱州二期工程2×1 000 MW超超临界二次再热机组(2016年)单列蛇形管高压加热器等订货业绩。东方锅炉厂表示可以选用适合二次再热1 000 MW机组的高加材料,单列U形管式和单列蛇形管式高加都有设计与制造能力。
调查表明,对于1000 MW超超临界二次再热机组的单列蛇形管式高压加热器,国内已经具备了一定的生产制造条件。由于蛇形管式高压加热器已在欧洲等地的电厂中运行多年,其可靠性与稳定性得到了长期的实践验证,能够满足实际运行的要求。
2 高压加热器配置方案经济性分析
2.1 高压加热器设备初投资
经过与相关设备制造厂家进行了解,对于1 000 MW超超临界二次再热机组,其双列U形管式高压加热器的设备初投资约为6 500万元。
对于单列蛇形管式高压加热器,由于目前国内暂无实际工程运行业绩,且由于该技术受到专利转让保护以及其他制造因素的限制,其设备初投资存在较大浮动空间。根据上海电站辅机厂的估算,其设备初投资在7 500~7 800万元之间。而根据现有资料,华电句容发电厂二期工程2×1 000 MW超超临界二次再热机组合同中设备初投资约为7 000万元。由于该项设备初投资参考资料较少,暂取两台机组高压加热器共7 800万元作为计算卧式单列蛇形管式高压加热器初投资。
2.2 给水、疏水及抽汽系统管道及管件初投资
在优化比选的过程中,对采用双列U形管式高压加热器和单列卧式蛇形管式高压加热器的方案进行了实际的布置与比较。两种方案的初投资如表3所示(两台机组)。

表3 单列与双列高加抽汽、疏水及给水管道初投资对比万元
由表3可知,对于采用单列蛇形管式高压加热器的方案,其抽汽、疏水及给水管道和阀门等初投资较采用双列U形管式高压加热器降低约780万元。
2.3 高压加热器配置方案经济性对比
技术经济的比较采用电力行业认可的最小年费法。其表达式为

式中:NF为年费用;f为固定费用率,电力规划总院为了投标横向比较有可比性,避免标准不一致,除招标书有明确指定之外,规定固定费用率统一取f=0.17,至今仍可适用,因此也取 f=0.17;Z0为设备投资,但省略相同的设备运输、安装工程费用等;U0为运行费,按定义应包含电耗费、小修费、用水费、材料费等。
单列蛇形管高压加热器和双列U形管高压加热器配置方案的运行费用及初投资差异的比较见表4。
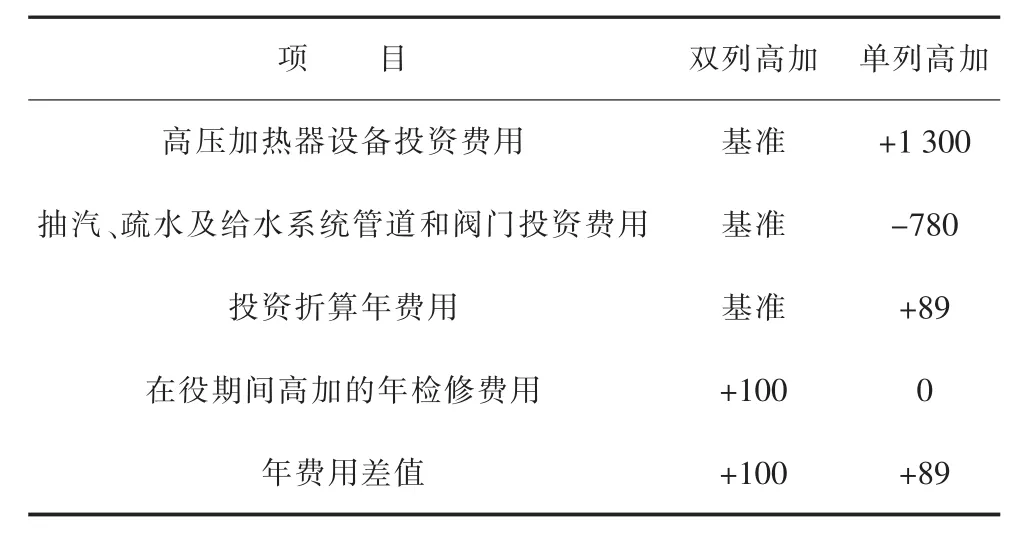
表4 高压加热器配置方案经济性对比(两台机组)万元
由表4可知,采用单列蛇形管式高压加热器配置的方案虽然初投资较高,但考虑到U形管式高压加热器在电厂全寿命周期内更换的费用,仍具有略好的经济性,卧式单列高压加热器配置方案的年费用较双列U形管式高压加热器配置方案低约11万元。
3 结语
双列U形管式高压加热器技术较为成熟可靠,可切除一列高压加热器运行,但系统较复杂,且对于1 000 MW超超临界二次再热机组,由于给水及汽轮机回热抽汽的参数较高,U形管式高压加热器的寿命及可靠性明显低于蛇形管式高压加热器,后期检修和更换加热器的费用较高。
单列蛇形管式高压加热器系统简单,运行及维护较为方便,运行经济性稍好,且单列高压加热器在1 000 MW超超临界一次再热机组中已有较多成功的应用业绩。随着辅机生产能力的提高以及技术的进步,1 000 MW超超临界二次再热机组单列高压加热器的设计和制造水平将日趋成熟,能够满足实际工程的需要。经过分析比较,采用卧式单列蛇形管式高压加热器方案的经济性优于双列U形管式高压加热器的方案。
蛇形管高压加热器在国外已有良好的运行业绩,但仅局限于1 000 MW及以下容量的机组,对于二次再热机组,国内外尚无投产的业绩,需要加强生产监造,对蛇形管、集管和壳体等关键部件按行业标准、规范的要求进行冲击、探伤等试验,以保证设备质量。
推荐采用系统简单、运行经济性好、寿命及可靠性高的卧式单列蛇形管式高压加热器,并设置外置蒸汽冷却器,提高给水温度、降低机组热耗,使机组获得更好的经济性。
[1]马晓峰,李宏保.1000MW汽轮机组单/双例高压加热器选型[J].黑龙江电力,2008,30(6):450-452.
[2]季敏东,余雏麟,李长胜.1 000 MW蛇形管集箱式高压加热器的自主开发设计[J].电站辅机,2016,37(1):1-3,11.
[3]王亚军,朱佳琪,李林,等.1 00 MW二次再热机组高加选型研究[J].电力勘测设计,2016(3):1-7.
[4]栾义,张野虎,邱云峰.1 000 MW机组高压加热器配置方案浅析[J].科技信息,2010(35):1 099-1 134.
[5]张福君.简析给水高压加热器设计制造和运行[J].电站辅机,2013,34(4):27-30.
[6]王泳涛,张新春,陈炜.双列高加在1 000 MW超超临界机组中的应用[J].电力建设,2006,27(8):32-34.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:50
军事文摘(2021年18期)2021-12-02 01:27:58
中国特种设备安全(2018年10期)2018-12-18 02:17:18
制造技术与机床(2018年8期)2018-10-09 08:27:34
电站辅机(2017年3期)2018-01-31 01:46:38
金色年华(2017年13期)2017-04-04 02:55:52
设备管理与维修(2016年7期)2016-04-23 06:51:47
焊接(2016年6期)2016-02-27 13:04:57
中国塑料(2015年7期)2015-10-14 01:02:39
中国质量与标准导报(2014年7期)2014-02-28 22:24:33