
轧辊修复方法的研究
2018-03-13 03:41:20张本彤
现代制造技术与装备 2018年1期
张本彤 袁 维
(湖北新冶钢,黄石 435000)
1 概述
轧辊是轧钢生产线上的主要消耗件,吨价在万元以上,一旦报废,将造成社会能源和资源的巨大浪费。所以,如何修复失效轧辊、延长轧辊的使用寿命,是社会和企业面临的重大问题。以φ760mm高镍铬钼无限冷硬球墨合金铸铁轧辊为例,该轧辊重3500kg,由于轧辊本身因素(如轧辊内部质量不均匀、含有夹杂物或辊内晶粒错位等)影响外,轧辊复杂的受力环境、长时间的应力作用,会使轧辊轴表面产生疲劳,时常造成轴承烧损。如果处理不及时,轧辊就会出现轴承内套和轧辊辊颈发生转动磨损,造成辊颈变细,无法与轴承内套配合,最终导致轧辊无法使用。因此,根据轧辊的使用情况和磨损的不同程度,采取高分子合金修补剂修复法和热装镶套法两种不同方法修复轧辊。现对两种方法作简要说明,轧辊的基本结构及失效部位则如图1所示。
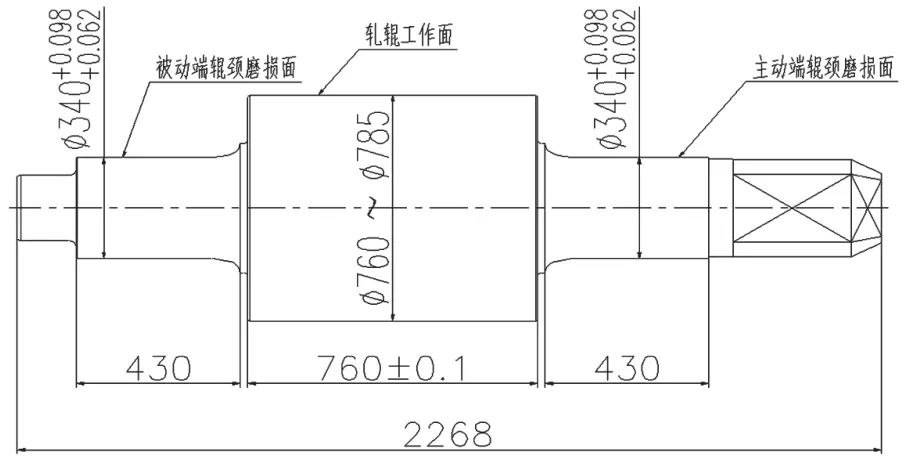
图1 轧辊基本结构及失效部位
2 轧辊修复方案
镶套法。对于磨损量≥10mm且受力相对较小的被动端,采取热装镶套法进行修复。为保证修复后轧辊的表面尺寸,制定修复工艺流程如下:轴套内径加工到位,外径粗加工留10mm余量→轧辊辊颈加工到位→热装镶套→再上车床加工外表面到要求的尺寸。
钢套材料的选择。根据轧辊的使用情况和受力分析,钢套材质选用45#钢。
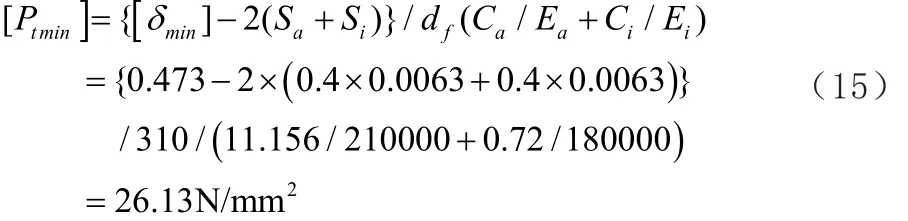
2.1 过盈量的计算
下面以结合面直径φ310为例,根据GB/T 5371-2004《极限与配合 过盈配合的计算与选用》中的公式进行计算。
一体式湿电采用间歇式喷淋技术,二者能够直接通过电场阳极管和阴极线来进行喷淋清洗处理,覆盖率几乎可以直接达到200%。控制系统可根据机组的负荷调整清洗时间和频率,以保证清洗效果,充分保证系统的稳定性。
(2)包容件和被包容件直径比(qf=di/df=0/310=0):
计算步骤和结果如下:
(1)传递负荷所需的最小结合压力:

已知条件:da为包容件外径340mm;df为结合直径310mm;di为被包容件内径0;Lf为结合长度356mm;Rza=Rzi为微观不平度十点高度0.0063mm;σsa为包容件的屈服极限400N/mm2;Ea为包容件的弹性模量210000N/mm2;σsi为被包容件的屈服极限360N/mm2;Ei为被包容件的弹性模量180000N/mm2;νa为包容件的泊松比0.3;νi为被包容件的泊松比0.28;μ为摩擦系数(钢—铸铁,无润滑)0.1;Ft为传递力700000N。
确定基本偏差代号:x。

“点”的精细化设计与控制,是综合路网、公交、慢行等系统的需求,对“面”与“线”优化方案的空间详细落实。采取“以人为本,公交优先”的总体交通组织原则,对沿线地区的关键节点,如跨河通道、重要交叉口渠化、交叉口竖向等进行优化设计,充分保障慢行与公交的路权空间,提升铁路沿线地区的人居和出行品质。

(4)被包容件传递负荷所需的最小直径变化量(Ci=0.72):
(11)包容件不产生塑性变形所容许的最大直径变化量:
同时,我们具体分析了阅读对于人类、教育、社会、个体和生命的价值。对人类,阅读是一种生命本体的互相映照;对教育,阅读是一种最为基础的教学手段;对社会,阅读是一种消弭不公的改良工具;对个体,阅读是一种弥补差距的向上之力;对生命,阅读是一条通向幸福的重要通道。

(5)传递负荷所需的最小有效过盈量:

(6)考虑压平量的最小过盈量:


(7)包容件不产生塑性变形所容许的最大结合压力:(8)被包容件不产生塑性变形所容许的最大结合压力(c=0.5):

(9)联结件不产生塑性变形的最大结合压力(取Pfamax和Pfimax中的较小者):

在宋代的词中,具有同样效果的还有欧阳修的《踏莎行》:“寸寸柔肠,盈盈粉泪,楼高莫近危阑倚。平芜尽处是春山,行人更在春山外。”倚栏而望,来排遣自己的闺怨愁苦之情。

2)没有严格的技术规范和数据标准,我国一直采用的是纸质图纸的作图形式,其相关规范经过几十年的发展,已经有了成熟的规范和标准。而对于BIM技术方面,我们无论是对于构件的相关规定还是其他方面仍处于探索阶段。

(12)被包容件不产生塑性变形所容许的最大直径变化量:
1.1 试验地概况 试验在旱农中心河村旱作节水基地进行,试验地块前茬为玉米,土壤为黄土质淡褐土性土,有机质10.5 g/kg,全氮1.12 g/kg,全磷0.72 g/kg,全钾21.6 g/kg,碱解氮53.7 mg/kg,速效氮125.0 mg/kg,速效磷6.87 mg/kg。

(13)联结件不产生塑性变形所容许的最大有效过盈量:2.

2 选择配合的结果
选择配合的要求:[δmin]>0.368,[δmax]<0.622。
初选基本过盈量(按δb、df由标准手册中查出):
(10)联结件不产生塑性变形的传递力:

“我从来都认为,我支走你是对的。你是个为了钱而不顾不一切的女人,这一点,从你拿假的怀孕证明来骗我就可以得知。”他抽了根烟。
选定配合:H7/x6,[δmin]=0.473mm,[δmax]=0.557mm。
2.
3 校核计算
(1)传递载荷的最小结合力:
(2)最小传递力:

(3)传递载荷的最大结合力:

(4)包容件的最大应力:

(5)被包容件的最大应力:

判定结果:合格。
镶套法修复轧辊加工示意图如图2所示。
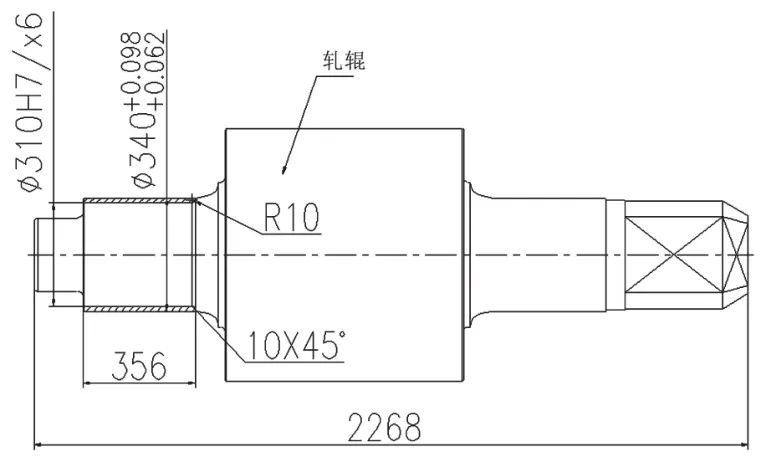
图2 轧辊基本结构及失效部位
钢套加热温度T,计算公式:
(3)包容件传递负荷所需的最小直径变化量(Ca=11.16):

式中:df为配合公称直径,单位mm;a为加热零件材料线膨胀系数(1/℃),根据《机械设计手册》查表得,a=11×10-4(1/℃)。δmax为配合尺寸的最大过盈量,单位mm;Δ0为所需热装间隙,单位mm,取0.0013df;t0为装配环境的温度,单位℃。
2.4 热装前的准备工作
热装前,清理轴套和辊颈的配合表面,以保证热装工序的顺利完成。准备工具除一般通用工具外,还应准备内卡、红外线高温测温枪、专用吊具,采用高频感应加热机加热,轴套加热要均匀,加热温度在270~320℃。轴套加热后,用内卡反复检查孔径。当孔径膨胀量达到(轴径+过盈量的4倍)≈311mm后,立即进行热装。要求操作动作迅速准确,一次热装到位,中途不许停顿。若发生异常,不允许强迫装入,必须排除故障,重新加热再进行热装。
2.5 高分子合金修补剂修复法
对于磨损量<10mm的主动端,由于磨损量不大且为主要受力的传动端,故采用高分子合金修补剂进行修补。这里,选用耐磨性高、强度好的耐磨修补剂,如贝乐佐纳Belzona 1111超级金属修补剂。当其混合固化后,可以修补各种金属表面不同程度的划伤、机械磨损以及铸造砂眼、裂缝、凹坑等,尤其是受损严重的机械设备及其零部件。贝乐佐纳Belzona 1111性能及参数如下:抗压强度910kg/cm2;抗弯强度630kg/cm2;抗剪强度(与低碳钢)89kg/cm2;固化硬度(肖氏)89D;最高使用温度200℃;操作时间15min;固化时间100min;投入使用时间20h。需要注意的是,数据均为25℃所得,而固化时间为可机加工时间。
2.5.1 高分子合金修补剂修复轴颈的工艺流程
新疆拥有丰富的旅游资源,知名度高,旅游景区许多,其有国家级自然风景名胜区——喀纳斯湖,自然保护区——那拉提,历史文化名城——交河故城等,数量在全国名列前茅。随着新疆旅游业的发展,新疆旅游业也存在几个问题,如旅游景区和周边地区景区不够同质发展,区域盲目的追求质量等级,使得区域在超负荷承载。旅游景区的充分发挥能力不够,旅游产业结构有待提升等问题。因此,为促进新疆旅游业更好地发展和旅游业的可持续发展,要全面发挥新疆旅游景区的优势,本文运用旅游空间分布相关理论和数学方法,使用ArcGIS10.3软件,分析新疆A级景区的空间结构并揭示空间分布的特征和分布规律,从而为新疆旅游业全面发展提供科学决策依据。
将辊颈清洗干净;磨损处在车床上加工出螺纹状,约1mm以上深度;用丙酮彻底清除表面油污;配制修补剂,应严格按比例配制并充分混合均匀;将配制好的修补剂涂于辊颈处,略大于辊颈直径1~2mm,并压实以清除残余空气和气孔;室温较低时,适当用氧炔或喷灯均匀火烤,温度60℃为最佳,保温处理100~120min;固化后,上车床加工成要求尺寸。
非液化土层13层;液化土层4层,液化等级从轻微到严重都有,地下水位埋深1~3 m,液化砂土层埋深2~11 m。
2.5.2 修复效果
3种血管紧张素转换酶抑制药对急性心肌梗死患者心室重构的改善作用 ………………………………… 张祖峰等(4):526
采用高分子修补剂修复轧辊工艺简单,容易操作,维修成本低,不会产生热影响和变形,能保证质量且修复时间短,是一种理想的修复手段。
3 结语
实践证明,以上两种方法修复轧辊工艺简单,容易操作,维修成本低,不会产生热影响和变形,能保证质量且修复时间短,是一种理想的修复手段,有效解决了原轧辊寿命短、维修费用高的问题,使大量报废轧辊得以再生,为企业节约、提高生产效率和经济效益发挥了积极作用。本修复方法不仅适用于轧辊修复,而且其他冶金设备的修复亦可参照借鉴。
[1]国家标准化管理委员会.极限与配合 过盈配合的计算与选用[M].北京:中国标准出版社,2005.
[2]徐灏.机械设计手册[M].北京:机械工业出版社,2000.
[3]马庆芳.实用物理性质手册[M].北京:中国农业机械出版社,1986.
[4]王澜,王佩璋,陆晓中.高分子材料[M].北京:中国轻工业出版社,2009.
猜你喜欢
冶金设备(2020年2期)2020-12-28 00:15:34
中国材料进展(2019年10期)2019-12-07 05:33:14
制造技术与机床(2017年8期)2017-11-27 02:10:18
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
材料科学与工程学报(2016年1期)2017-01-15 13:34:11
设备管理与维修(2016年6期)2016-03-16 02:21:47
山东工业技术(2015年14期)2015-07-16 18:16:08
微特电机(2015年1期)2015-07-09 03:45:02
上海金属(2014年1期)2014-12-18 06:52:03
