
汽车刹车盘自动加工生产线及其电气控制
2018-03-13 03:34:40李尚波刘少杰
现代制造技术与装备 2018年1期
李尚波 刘少杰
(1.济南工程职业技术学院,济南 250200;2.山东省机械设计研究院,济南 250031)
汽车工业是目前我国机械制造业中的第一大行业,众多零部件生产商为整车制造厂配套。刹车盘作为汽车零部件中的易损件,需求量巨大,全国每年约需6亿片。刹车盘生产企业遍布山东、浙江、广东、福建、湖北、河北等地。目前,这类企业大多采用通用数控车床或盘类零件数控专机进行生产,自动化程度和生产效率低,远不能满足日益增强的市场需求。生产方式的落后也制约了产品性能和质量的提升,故而产业升级迫在眉睫,迫切需要高度自动化、智能化、信息化的新一代生产装备。该类设备的研发也正是“中国制造2025”的战略重点之一。在这样的形势下,龙口蓝牙数控装备有限公司研发了一款汽车刹车盘自动加工生产线,能够满足产业升级的需求。
1 自动线概述
刹车盘零件是典型的适合于数控车床上加工的盘类回转体零件,如图1所示。由图1可知,该类零件的加工主要经过三道工序,一是下方各面(内外圆、端面、台阶面)的车削;二是上方各面(内外圆、端面、台阶面)的车削;三是孔系加工。下文分别将其简称为1序、2序和3序。
在单件小批量生产的情况下,人们往往把前两道工序合二为一,通过两次装夹(掉头装夹)在同一台车床上完成。由于两次装夹占用的辅助时间过长,且两道工序只能依次加工而不能并行运行,总加工时间完全累加,使生产效率极其低下。
面对目前大批量生产的市场需求,很多企业使用两台车床,使1序、2序两道工序并行进行,加工周期显著缩短。然而,两台独立车床上工件的装卸、车床间工件的传输完全由人工完成,劳动强度大、效率低且无法获得完全的可靠性和稳定性。车削完成后还要转运至钻孔工段完成3序,即最后的孔系加工。各工序加工单元独立而松散,仍然无法实现快节奏、高效率的加工。
针对以上问题,蓝牙自动线把各工序加工单元有机地结合到一条自动加工生产线中,如图2所示。其把1序、2序两工序的两台车床以倒立车和正立车的形式结合到一台双路径(共享床身)正倒立车上,随后是完成孔系加工的钻削中心,中间是传输工件的机械手。其中,第一路径的倒立车用安装在Z、X方向可移动的主轴部件上的倒置卡盘从上方抓卡工件后,与固定于下方的刀架相对运动,正好完成第一道工序的加工。1序加工完成后,工件移动到第二路径正立车的卡盘上方,两卡盘对接交接工件。交接完成后,第二路径的立式固定卡盘从下方抓卡工件,由上方该路径的刀架Z、X方向运动,正好完成第二道工序的加工;同时,路径1卡盘回退,于自动线入口上料位置抓卡工件,进行下一个工件第一道工序的加工。序2加工完成后,由机械手卸料、移动、转位,将工件快速输送到安装于钻削中心工作台上的立式卡盘中,进行最后的孔系加工。而立车两路径在再一次卡盘对接后进行各自工序的加工。如此,通过全部三道工序的并行加工和工件在两卡盘之间的动态快速对接以及机械手快速传输工件,人们实现了汽车刹车盘零件快节奏和高效率的加工;而立车两路径并行加工、正倒立车卡盘动态对接以及机械手和两台机床协调动作则是该自动线的控制要点。
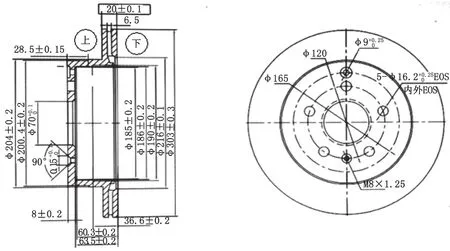
图1 刹车盘零件示例

图2 汽车刹车盘自动加工生产线
2 正倒立车两路径并行加工
如图2所示,把一台倒立车(回转刀架固定于下方的床座,工件主轴倒置安装并在床身或横梁上做Z、X方向进给运动)和一台普通立车(主轴部件固定于下方的床座,刀架部件在床身或横梁上做Z、X方向进给运动)共用一套基础支承件(床座、床身),就形成了本自动线上的正倒立车。也就是说,本自动线上的正倒立车拥有两套立式车削运动部件,可独立地实现两组车削运动——主运动和Z、X方向进给运动。FANUC CNC把每一套类似这样的运动部件及其运动叫做一个路径。每一个路径有其专门的程序存储区保存自己的程序,并可同时独立地从这些存储区调用并运行各自的程序从而实现各路径并行的切削加工运动或其他辅助动作,如上下料等。对FANUC 0i-TF CNC而言,可以控制2个切削加工路径外加2个外围设备路径。利用FANUC 0i-F CNC的这种多路径控制功能,即可实现正倒立车两路径的并行加工。
为使FANUC CNC多路径控制功能生效,人们需做正确的设置。其中最基本的就是配置各路径,即把各进给轴及主轴分配到相应的路径。参数【0981】是进给轴参数,由它确定该进给轴所属的路径,其取值即为所属路径的路径号;参数【0982】是主轴参数,由它确定该主轴所属的路径,其取值亦为所属路径的路径号。本例中参数【0981】、【0982】的设置如表1所示。
表1将机床分为两个路径,所有其他与加工有关的参数,都要在每个路径中分别设置。因为操作界面只有一套,对每个路径而言,有些画面(如自动加工时的程序检查画面)可以同时显示出来,其他画面则只能按路径单独显示,此时就需要用路径选择信号来切换画面。
3 正倒立车卡盘动态对接
两卡盘动态对接交接工件过程:
(1)路径2中工件2序完成停车→卡盘打开,等待路径1中下一个工件1序完成(用等待M代码同步),工件由机械手取出并送往钻削中心;
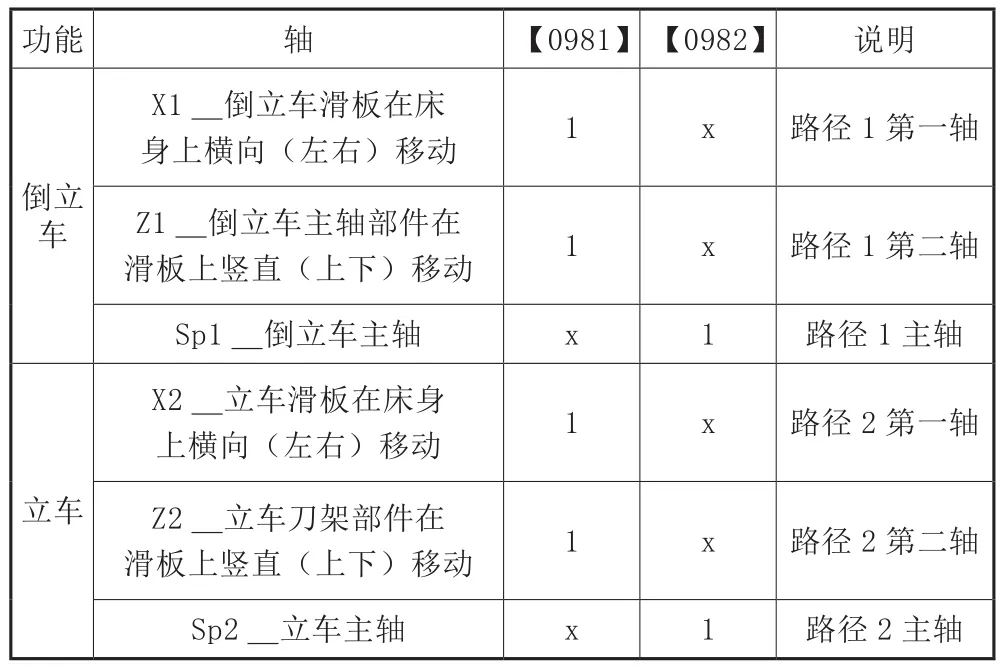
表1 正倒立车路径配置
(2)路径1中工件1序完成→路径2主轴(卡盘)按下一步切削速度启动旋转→路径1主轴切换为与路径2主轴的转速同步方式跟随变速,至转速一致(同步完成),同时X方向(横向)快移至路径2卡盘上方;
(3)路径1卡盘Z方向下移至工件到达路径2卡盘定位面→路径2卡盘夹紧→路径1卡盘松开→路径1主轴(卡盘)Z向上移,对接完成。
上述动态对接的关键是两主轴同步旋转。
FANUC 0i-TF CNC 用参数 SSS【3704#4】、【4831】、【4832】配置同步主轴:在SSS取值为1的前提下,【4831】或【4832】在路径内或跨路径为每一个从动主轴指定其主动主轴,对主动主轴本身而言,该两参数取值均为0。根据上述动态对接过程,本例中路径2立车主轴和路径1倒立车主轴分别作为主从主轴,两参数设置如表2所示。

表2 同步主轴配置(SSS【3704#4】=1)
用指令信号SPSYC1__G288.0启动路径1主轴(从动主轴)与路径2主轴(主动主轴)的同步过程,前者即按后者的S指令启动或变速。当两主轴转速差达到参数【4033】设定的范围时,系统返回状态信号FSPSY1__F288.0,指示同步就绪,即可进行同步对接的下一步动作。对接完成后,撤销指令信号SPSYC1__G288.0,两主轴即独立,执行各自的S指令。
除主轴转速同步外,FANUC 0i-TF CNC还可以指令相位同步,以实现非回转体表面工件的对接。
4 机械手动作协调
本自动线机械手作为其钻削中心的上料部件,其动作由钻削中心控制系统(采用FANUC 0i-MF CNC,下文简称M系统,同时简称前工序所用的FANUC 0i-TF CNC为T系统)的PMC控制。机械手动作包括横向(左右)移动、竖直(上下)移动和180°旋转,分别用3个PMC控制轴实现。机械手要和工件的前后两加工工序协调动作,就是要在前面的工件2序完成时进行前工序的卸料和后面的钻削中心处于等待时为其上料。为钻削中心上料是M系统内部控制,而前工序的卸料需要两个系统同步,是协调机械手的关键。本例通过特定的M代码以及PMC输入输出信号实现机械手动作和前工序加工的协调。
如前所述,当两个工件的2序和3序分别在立车和钻削中心上加工时,机械手在自己的等待位置上等待。前工序加工完成时,T系统路径2执行辅助代码M40,产生输出信号Y7.0。T系统的此输出信号连接于M系统的输入信号X15.0。当X15.0由0变1时,M系统启动机械手为前工序卸料。工件卸出后M系统也产生输出信号Y7.0,该信号同样连接于T系统的输入信号X15.0。当X15.0由0变1时,T系统路径2中的M40执行结束,开始其下一个加工周期,同时复位Y7.0,M系统的X15.0随即还原,此时也复位其Y7.0,造成T系统的X15.0还原。这样,所有相关信号复位还原,等机械手为钻削中心上料完成归为等待时,做好下一次两系统通信的准备。
5 结语
蓝牙汽车刹车盘自动加工生产线巧妙利用正倒立车从两个不同方向布局的卡盘抓卡工件,通过卡盘对接快速动态完成二次装夹,再利用快速运动机械手从车床到钻削中心传输工件;使用FANUC 0i-F系统的多路径控制功能和主轴同步功能等,实现了快节奏、高效率的汽车刹车盘零件加工,节拍达到100s。该自动线的试制,也是贯彻落实“中国制造2025”快速制造、智能制造战略的有效尝试。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
内燃机与配件(2022年2期)2022-01-17 23:46:44
制造技术与机床(2019年8期)2019-09-03 01:15:04
制造技术与机床(2018年12期)2018-12-23 02:41:06
汽车零部件(2018年3期)2018-05-14 02:40:20
制造技术与机床(2017年2期)2017-05-04 04:17:34
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53
汽车零部件(2014年5期)2014-11-11 12:24:24
