
基于MCGS的PLC实践教学仿真系统设计
2018-03-11 13:41谢晓媛
广西教育·C版 2018年12期
谢晓媛

【摘 要】本文针对可编程控制器(PLC)课程教学中硬件更新慢、学生的动手实践机会少、教学模式单一等问题,提出构建基于MCGS的PLC实践教学仿真系统,主要是将MCGS嵌入版组态软件和PLC编程软件相结合,以软件平台为基础进行仿真开发。该系统的总体内容由PLC的基本逻辑指令实训、PLC指令步进指令实训和综合实训等三个大项目构成,包括一个主界面和14个子任务系统,并以智能自动运货小车控制系统的设计为例进行说明。
【关键词】MCGS嵌入版 可编程控制器(PLC) 实践教学仿真 设计
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2018)12C-0187-04
可编程控制器(PLC)是融合自动控制、通信、计算机等技术的一种现代化自动控制设备。目前,工业自动化控制领域广泛应用PLC设备。为了满足社会工业领域人才需求,高职院校的电气自动化、机电一体化、机械自动化等专业都开设有PLC技术应用方面的课程。高职PLC技术应用是一门综合与实践性非常强的课程,学生学习过程中的实践操作环节至关重要,PLC课程理论知识的掌握都要通过实践进行实际操作,学生才能真正掌握本门课程的核心技术。本文探索基于MCGS的PLC实践教学仿真系统设计
一、可编程控制器(PLC)课程存在的问题
以前大部分的PLC课程教学以教师为中心,非常重视教师的主导作用,有利于本课程理论知识的系统传授。以教师为中心的传统教学模式培养了大批理论知识基础扎实的学生,但实践动手操作能力较差,不能适应企业岗位的需求。以教师为中心的传统教学模式一直存在以下三个问题:
第一,硬件更新慢。PLC是控制系统的核心技术,发展速度快,PLC品牌琳琅满目,最新产品的PLC价格也比较昂贵。为了节约实训设备的成本与资金,学校的教学实训设备年年重复使用,导致实训设备与现实生产使用的设备严重脱节。
第二,学生的动手实践机会少。企业对自动方面的人才需求增加,报读自动方面专业的学生人数增加,但学校的教学实训设备增加的速度严重滞后于学生人数增加的速度,导致学生动手操作实践的机会减少。
第三,教学模式单一。由于实训设备缺乏,课程的教学大部时间在教室完成,不能体现PLC课程是一门实践性非常强的课程特点,也不利于学生掌握理论知识。
目前,部分高职院校现有PLC实训设备不足以满足学生实践课程及实际操作的上课的需求,为了更好地解决学校自动化、机电、机械等专业开设PLC实践课难的问题,广西理工职业技术学院设计了基于MCGS的PLC实践教学仿真系统的实践教学系统。学生上实践课时可以不依赖硬件设备,通过仿真软件仿真工业领域的自动化设备的控制过程。学生通过利用组态软件提供的元件,仿真实际工业控制的工作界面,编写脚本控制程序控制仿真元件,以仿真的形式来加强学生的实践动手能力。同时,学生只需要一台电脑,就可以不受时间、地点、实训硬件设备的限制开展PLC课程的学习,软件仿真学习给学生学习的空间与时间留有足够的发挥空间,具有良好的扩展性,让学生的创造性思维和动手能力能有极大的自由发挥。
二、MCGS组态软件
MCGS是北京昆仑通态自动化软件科技有限公司开发的一套基于Windows32位系统的平台,可用于快速生成上位机监控系统的组态软件系统。MCGS组态软件与外部的硬件結合使用,可以实现工业自动化设备现场数据的采集与监测、前端数据的处理与控制。MCGS组态软件的普通用户可以简单、方便、快速的利用简单的模块化组态即可搭建自己的应用系统,可以构造自动控制智能仪表、现场数据实时采集模块、人机界面等专用设备。MCGS组态软件有三个版本,分别是网络版、通用版、嵌入版。基于MCGS的PLC实践教学仿真系统的设计,我们应用MCGS目前最新的嵌入版7.7版本来进行开发。嵌入版是在通用版的基础上开发的组态软件,它是嵌入式计算机监控系统的一款组态软件,能够更好地为用户提供解决实际自动控制领域工程问题的完整性方案的开发平台,能够更好地完成自动控制设备现场数据实时采集、报警、流程控制、动画显示、趋势曲线、报表输出、企业监控网络等功能。
MCGS嵌入版7.7版本由两个部分组成,分别是组态环境和运行环境。组态环境可作为一套完整的设计工具软件,用户可以方便地用来设计和构造自己的监控应用系统。运行环境则依据用户在组态环境中构造的组态工程并以用户设计的方案运行,同时进行各种数据处理,实现用户设计的目标和功能。MCGS嵌入版构建的用户应用系统由五个部分构成,分别是主控窗口、设备窗口、用户窗口、实时数据库和运行策略。在一个应用系统中,每一部分既独立又相互有联系,分别执行不同的操作,完成不同的功能,具有不同的特性。
三、基于MCGS的PLC实践教学仿真系统的实现
(一)仿真系统的内容。PLC实践教学仿真系统实践内容的选取上,重点是提升学生的技术能力,学生的动手能力与技术应用能力结合为一体培养,着力培养学生实际动手和解决实际工程问题的能力。同时,也根据PLC应用技术的课程特点和学生学习的规律,按照由PLC的基本逻辑指令到步进控制指令、由简单语句到复杂语句、由基本逻辑指令的实训内容到综合实训的内容等结构顺序设计该系统,在MCGS组态软件平台下构建完成。
整个系统的总体内容由三个大项目构成,内容分别为PLC的基本逻辑指令实训、PLC指令步进指令实训和综合实训等。三个大项目分别是:项目一,包括三相异步电动机单向运转、三相异步电动机正反转、三相异步电动机顺序控制、三相异步电动机Y-△降压启动控制共4个实训任务;项目二,是PLC指令步进指令实训内容,包括十字路口交通信号灯控制、仓库自动门控制、城市霓虹灯控制、大功率加热棒功率调节控制、校园照明灯控制、智能密码锁控制、5人竞赛抢答器控制共7个实训任务。项目三,综合实训有智能自动运货小车控制、搬运机械手控制、四层电梯控制共3个实训任务。整个系统一共包含14个具体典型的实训任务,实训任务内容由浅入深,循序渐进,强化学生对PLC的基本指令的理解和应用,进一步让学生掌握PLC程序和MCGS程序编写的流程、PLC编程软件和组态软件的通信设置。同时,还可以通过仿真测试实训提高学生对本门课程的兴趣。
(二)系统软件的构成。该仿真系统主要是在计算机上通过软件来完成仿真,与外界的硬件没有任何的联系。该系统结构如图1所示,上位机是以MCGS嵌入版7.7版为设计平台和三菱PLC编程软件GX Developer,下位机采用三菱PLC编程软件GX Developer来代替PLC硬件。MCGS具有强大的通信功能,通过RS232接口与PLC之间进行通信,并监控PLC内部的所有存储器、控制器及I/O接口的状态,通过变量值的形式传输到计算机上,供上位机使用、处理。
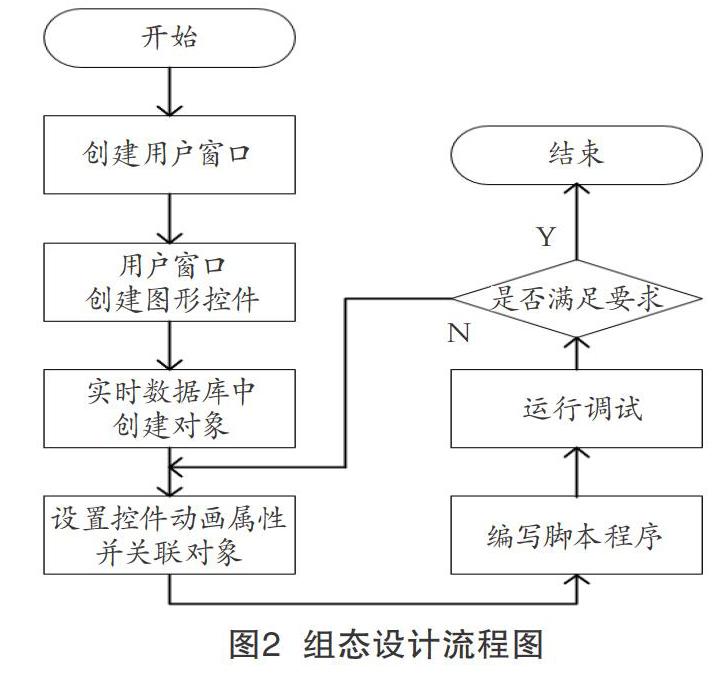
该仿真系统主要包括一个主界面和14个子任务系统,由主界面可以进入各个子任务系统模块,每一个子任务系统都是按照相同的设计流程来完成的,该系统具体的组态设计流程如图2所示。
(三)智能自动运货小车控制系统的设计实例。具体如下:
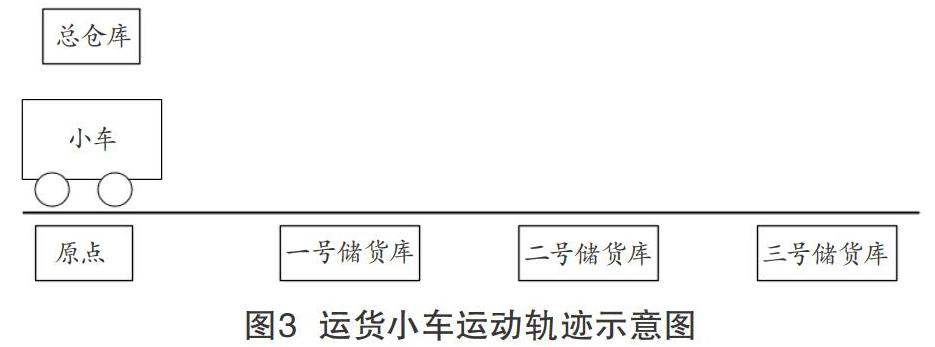
1.智能自动运货小车控制系统的设计要求。智能自动运货小车运动轨迹示意图如图3所示。按下启动按钮,小车开始装货,即装货电磁铁得电,总仓库门打开,开始装货,装货时间为3秒。装货完毕,从总仓库出发,小车电机正转向前运行,驶向1号储货仓库,抵达后制动,小车卸货电磁铁得电,开始向1号储货库卸料,卸货时间为3秒,卸货完毕,返回总仓库。再一次装货,然后又出发向二号储货仓库运货,抵达后制动、卸货,返回总仓库。再一次装货,然后又一次向前运行驶向三号储货库,抵达后制动、卸货,返回总仓库。
小车运行轨迹可分为三种:单步执行、单循环执行、自动执行。单步执行方式下每按一次按钮,小车从总仓库运货到一个储货库后返回总仓库,如小车从总仓库运货到二号储货库后返回。单循环执行方式下,则按系统设计要求运行,给每一个储货库运送一次货后自动返回总仓库后自动停止。自动执行方式下,小车则按照系统的设计要求,一直不停往返运行送货,直到按下停止按钮后才停止运行。
2.智能自动运货小车控制系统用户窗口的设计。根据智能自动运货小车控制系统设计的要求,在MCGS嵌入版7.7版平台上创建一个用户窗口,然后再创建图形控件并设置变量。在组态软件的图库中,小车、指示灯、按钮等部是现成的,直接调用即可,限位开关采用开关3控件代替,总仓库和储货库用矩形图形来表示。本系统使用三菱FX2N的PLC,该系统的输入输出I/O地址分配见表1。
3.实时数据库中建立对象。在MCGS嵌入版7.7版工作平台的实时数据库窗口页面中,按“对象属性”按钮,出现对象属性设置对话框后,改变数据对象的名称和类型。运货小车控制系统定义数据对象如图4所示。
4.动画属性并关联对象设置。为了使总仓库放货和储货库的装货过程形象逼真,总仓库的放货和储货库的装货过程用图形从上到下的流动状态控件来显示,流动块动画属性设置如图5所示。当小车的运动方向改变时,小车头的位置也随着改变方向,为了让小车与真实的小车运动轨迹相同,增加了小车可见度功能,加上反向小车的图标,小车可见度功能设置如图6所示。运货小车的前进和后退的动画效果,是通过小车发生位移的水平坐标的变化来实现的,当小车停放在总仓库位置下时的相对水平坐标设置为原点,一号、二号、三号储货库的相对水平坐标依次为250、500、700。小车的水平移动的距离,用车移动值这一变量来表示,车移动值的变化范围从0~750,相对应的移动像素为0~750。因此,可以根据车移动值的大小判断小车当前的状态是前进还是后退。小车移动动画属性设置如图6所示。
5.MCGS脚本程序的设计。具体如下:
(1)智能自动运货小车的工作模式选择。当选择单步执行工作模式时,按下单步执行按钮,单步设置为1,即M4=1;同理,当选择单循环执行工作模式时,按下单循环执行按钮,此时单循环设置为1,即M6=1;当选择自动执行工作模式时,按下自动运行按钮,自动设置为1,M5=1。
(2)智能自动运货小车到达限位开关的判断。当小车的横坐标在-5和+5之间的时,原点限位开关被压下,原点限位=1,即M0=1;原点限位开关被压下时,原点限位=0,即M0=0。按照相同的方法设置一号储货库、二号储货库、三号储货库的限位开关的参数,组态限位开关的脚本程序如下:
IF车移动值>=-5and车移动值<=5THEN
原点=1
ELSE
原点=0
ENDIF
IF车移动值>240and车移动值<260THEN
一号库限位=1
ELSE
一号库限位=0
ENDIF
IF车移动值>490and车移动值<510THEN
二号库限位=1
ELSE
二号库限位=0
ENDIF
IF车移动值>=745and车移动值<=755THEN
三号库限位=1
ELSE
三号库限位=0
ENDIF
(3)小车的前进和后退。当小车的驱动电机正转,设置Y0=1时,小车向前运动,即小车向储货库方向运行;当小车的驱动电机反转,设置Y1=1时,小车后退,即从储货库向总仓库运行。小车前进和后退的脚本程序如下:
IFY0=1THEN
车移动值=车移动值+5
endif
IFY1=1THEN
車移动值=车移动值+5
endif。
(4)PLC程序。在三菱PLC编程软件GX Developer环境下,编写智能自动运货小车的PLC程序如下:
6.运行调试。在MCGS组态环境中,点击“下载配置”工具,然后在下载配置窗口中点击“模拟运行”—“工程下载”—“启动运行”;接着下载PLC程序,启动PLC。完成以上操作便可通过组态监控屏幕上的相应按钮,或控制面板上的按钮实现系统控制,系统工作状态便会通过组态画面实现仿真,从而达到与实际生产工作控制系统等同的效果。智能自动运货小车控制系统仿真运行图如图7所示。
基于MCGS的PLC实践教学仿真系统,无须连接PLC硬件设备,即可将实际工业自动化生产设备的现场控制过程在课堂上清楚完整地展现出来,实现了计算机模拟仿真控制具体设备对象,用软件代替硬件,大大地降低了教学成本,给学校节约大量的实训设备经费,学生在计算机仿真实训室可观察现场生产设备的控制效果,使学生对PLC课程的理论知识有质的飞跃,极大地加深了学生对核心技术知识的理解,提高了高职学生的动手能力和创造创新思维。
【参考文献】
[1]北京昆仑通态自动化软件科技有限公司[M].MCGS参考手册,2016
[2]马国华.监控组态软件厦其应用[M].北京:清华大学出版社,2004
[3]匡宇国.MCGS组态软件技术在PLC教学中的交互应用研究[J].教育探索,2007(12)
[4]崔贤哲.论MCGS技术在PLC实验教学中的应用[J].教育研究,2008(5)
[5]刘长国,黄俊强.MCGS嵌入版组态应用技术[M].北京:机械工业出版社,2017
猜你喜欢
艺术启蒙(2018年7期)2018-08-23
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
科技创新与应用(2016年34期)2016-12-23
科技视界(2016年18期)2016-11-03
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
舒适广告(2008年9期)2008-09-22
