基于虚拟制造的生产辅助工具动态调度方法研究
2018-03-07 10:26:58陈德敏
机械 2018年2期
陈德敏
基于虚拟制造的生产辅助工具动态调度方法研究
陈德敏
(中煤科工集团 重庆研究院有限公司,重庆 400039)
以离散生产现场辅助工具动态调度方法为研究对象,在对生产辅助工具状态建模的基础上,提出了通过零部件加工过程的实时仿真来确定工具在生产现场的闲置时间,来制定辅助工具生产现场动态调度计划的方法,使生产辅助工具在生产现场更加高效地为生产服务。并研究了生产现场辅助工具动态调度冲突解决方法,使制定的调度计划更加具有可操作性。在此研究基础之上,开发了数据结构和业务逻辑可配置的生产辅助工具动态管理系统,并在某离散制造企业进行了成功应用。
生产辅助工具;动态调度;虚拟制造;管理系统
随着市场竞争的日益加剧,制造企业越来越重视生产模式的转变,精益生产越来越受到人们的重视[1-3]。生产现场辅助工具管理是车间管理的重要组成部分,其在很大程度上决定了离散制造企业产品制造的能力和服务水平。
近年来,传统的机械加工生产现场辅助工具按需领取的管理模式逐步被准时配送制管理模式替代[4-6],其中一个重要的原因是生产辅助工具准时配送是企业实现精益化生产的重要体现,解决了传统管理模式下工序准备时间较长的弊端[7-9]。但是从实践的效果来看,辅助工具配送到生产现场后使用效率低、工序对辅助工具的无效占用时间较长问题较为突出。
生产现场辅助工具动态调度作为生产辅助工具准时配送制的有效补充,是提高生产现场辅助工具利用效率和解决工序对辅助工具无效占用的有效措施。实现生产辅助工具在现场动态调度的关键在于准确地确定工具在生产现场的闲置时间,并制定合理可行的动态调度计划。
1 状态信息确定
1.1 建模
生产辅助工具状态建模是计算机辅助工具管理的基础。生产辅助工具最主要的状态可描述为在库、在线加工、生产现场闲置。为方便工具在生产现场的动态管理,用集合S[]来表示生产辅助工具的状态信息模型:

式中:为状态信息编码;为辅助工具的名称;为工厂日历天;为工具位置信息,=0表示工具在库,=1表示工具在生产现场;1为开始某项任务时间;2为完成某项任务时间;Δ为工具在生产现场的闲置时间;为完成加工任务后,工具回收或调度,=0表示工具将在完成加工任务后被回收,=1表示工具将在完成加工任务后在生产现场动态调度。
一道工序或者一个配送计划对应的一组生产辅助工具用矩阵表示为:
式中:S为第个工具的状态集合。
1.2 状态确定
制定生产辅助工具在现场动态调度计划的核心在于准确确定工具在某时刻的状态信息。有两种方法可以确定。
(1)人工制定生产辅助工具的状态信息
车间管理人员每天根据生产计划和工艺信息开具派工单,工单中包含了加工零部件的名称、物料、设备及辅助工具、数量、开工时间及完工时间等信息。人工遍历这些工单,就可以统计某个辅助工具在工厂日历的一个时段当中的加工任务、在线加工时间、生产现场闲置时间、在库时间等信息,从而制定辅助工具的状态信息。这种方式由于人工劳动强度大,不适宜于大范围推广。
(2)通过虚拟制造确定刀具的状态
虚拟制造能应用计算机仿真技术,对零件的加工方法、工序顺序、工装和工艺参数的选用以及加工工艺性、装配工艺性等均可建模仿真[10],从而能够优化制造过程,提高加工效率。
数控加工仿真功能集成了NC程序管理系统,能够根据NC程序文件的换刀指令找到切削刀具ID,提取刀具的类型信息[11],包括刀具名称、几何参数等。并能快速统计工具在某项加工任务中的加工时间,确定工具在生产现场闲置时间,预测刀具的剩余寿命,以此建立工具状态信息。该方法自动化程度高,可单独运行,为工具动态管理系统提供数据支撑,也可以集成在工具动态管理系统中。
2 动态调度计划的制定
实现生产现场辅助工具动态调度的关键在于制定合理可行的调度计划,生产现场辅助工具动态调度计划制定流程如图1所示。
(1)根据虚拟制造提供的数控加工仿真确定工具在工厂日历的某个时段内在库时间、在线加工时间、闲置时间等信息,并以天为单位进行工具信息建模。在该模型中,可根据工具ID以及时间查询工具在某一时刻的状态、剩余寿命等信息。
(2)遍历某道工序所需要的工具,在某工序开始时刻状态显示该工具在库,则将该工具添加到配送计划中;如果状态显示在现场闲置中,则该工具可能处在上道工序完成后的闲置时间之内,此时可缩短上道工序的闲置时间,以满足本道工序对该工具的需求;如果缩短闲置时间仍不能解决调度时间冲突,则根据确定的优先原则解决时间冲突问题。

图1 动态调度计划流程图
(3)对价格较高、资源占用量大的工具,库存有限,极易出现不同工序对同一工具的需求时间冲突。如果调度时间冲突,则首先考虑急件优先原则,急件往往对企业经济效益以及声誉影响较大;如果两个产品的完成时间相同,则由人工根据资源消耗速度及经验等选择工具的调度顺序。
(4)一般而言,生产现场辅助工具动态调度计划的时间单位要与配送计划保持一致,并对配送计划中可以在现场进行动态调度的辅助工具加以说明,标明工具在前一个加工任务所对应的设备以及最迟完工时间等信息。
离散生产过程由于急件插入及其他工序生产延误等原因出现生产计划发生变更时,为提升复杂生产系统的运作效率,则动态调度计划流程将根据修正后的工序开工时间重新调整,但之前的调度计划将被保留。
3 系统实现
基于以上研究,为离散生产车间开发了一套生产辅助工具动态管理系统,其中包括刀具、工装及检具的管理,系统流程如图2所示。

图2 工具动态管理系统流程图
车间管理人员根据主生产计划和工艺信息,生成以工序为单位的工具需求计划以及生产现场的辅助工具需求计划,合并需求计划生成以天为单位的配送计划以及生产现场的动态调度计划,并根据生产现场辅助工具的动态调度计划对配送计划进行优化,减少不必要的配送,并在配送计划中对在现场调度的工具标示调度时间、上道工序相对应的设备信息等内容。
离散制造企业自身的数据结构和业务逻辑差异较大,业务流程随企业的发展而变化,为增加生产辅助工具动态管理系统的柔性和可配置性,在业务功能层和数据库之间增加了中间平台层。系统结构如图3所示。
中间平台层的引入使对客户差异化需求的快速响应成为可能。XML文档用来存放中间平台层对数据结构和业务逻辑的配置信息,提高了程序的可配置、可拓展性;XML数据以纯文本格式进行存储,提供了一种独立于软件和硬件的数据存储方式,可通过各种不兼容的应用程序来读取数据,使开发的生产辅助工具管理系统更加方便地与各种异构系统实现数据交互。
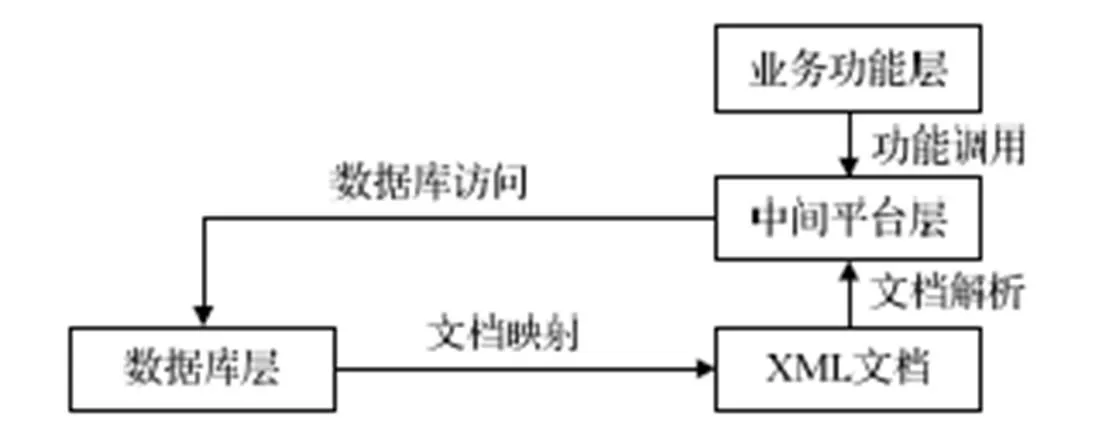
图3 工具管理系统结构图
该系统在某离散制造企业进行了应用,系统通过数控加工仿真来计算工具的闲置时间,形成以天为单位的生产现场工具动态调度计划,并以此对工序关联的辅助工具进行优化,生产辅助工具管理人员可查询与工序关联的工具配送和调度信息。系统基础数据界面如图4所示。
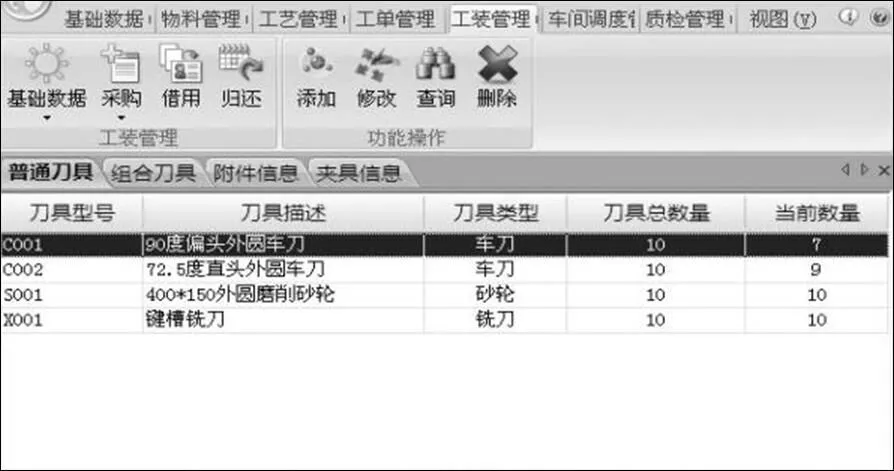
图4 生产辅助工具动态管理系统
通过系统的应用,该离散制造车间彻底解决了传统按需领取的工具管理模式效率低、库存量大的弊端,同时由于工具在生产现场动态调度及时,极大地解决了工具在生产现场无效占用的问题,提高了工具使用效率,降低了单件加工准备时间。
4 结语
建立生产辅助工具状态信息模型,通过虚拟制造的数控仿真功能确定辅助工具在生产现场的闲置时间,从而制定生产现场工具动态调度计划。以动态调度计划调整优化配送计划,减少了不必要的配送,提高了生产辅助工具在生产现场的利用效率,进一步缩短了加工准备时间。同时研究了离散车间生产辅助工具动态管理实现方式,开发了数据结构和业务逻辑可重构的生产辅助工具动态管理系统,并在离散制造车间进行了应用。实践表明,该系统很好地解决了工序对辅助工具无效占用时间长的问题,提高了工具的利用效率。
[1]林宇赟,黄福清,肖明. 企业信息化[J]. 沙棘(科教纵横),2010(8):205.
[2]朱茹敏,李立伟. 制造执行系统(MES)在制造业信息化中的应用[J]. 水利电力机械,2007,29(5):56-58,69.
[3]杨光薰,倪伟英. 从精益生产走向大规模定制生产[J]. 成组技术与生产现代化,2000,17(1):16-20.
[4]尚文利,王成恩,张士杰. 可重构车间管理系统的关键设计技术研究[J]. 机械工程学报,2005,41(3):86-91.
[5]T Prabaharam,PR Nakkeeran,N Jawahar. Sequencing and scheduling of job and tool in a flexible manufacturing cell. Int J Adv Manuf Technol,2006,29(7):729-745.
[6]P Udhayakumar,S Kumanan. Sequencing and scheduling of job and tool in a flexible manufacturing system using ant colony; optimization algorithm. Int J Adv Manuf Technol,2010,50(9)1075-1084.
[7]张锦华,原思聪,董新会. 基于B/S架构的工艺装备管理系统研究[J]. 工具技术,2010,44(4):43-45.
[8]Mesequer. A,Gonzalez. F. A methodology for cutting-tool management through the integration of CAPP and scheduling. International Journal of Production Research,2008,46(6):1685-1706.
[9]宋豫川,苏传邴,李丹,等. 机械加工车间现场工具配送方法及实现[J]. 重庆大学学报,2010,33(5):48-54.
[10]阎树田,王俊鹏,易湘斌.加工中心的虚拟建模仿真研究[J].科学技术与工程,2007,7(18):4758-4760.
[11]张志伟,王太勇,刘清建. 基于STEP-NC加工文件的换刀模块研究[J]. 制造业自动化,2008,30(8):72-75.
[12]颜静,朱伏平,杨婉琳. 基于准时交货的多品种小批量生产调度系统研究[J]. 机械,2017,44(4):10.
[13]冯世扣,鲍敏,张伟. 基于混合遗传算法的车间调度研究[J]. 机电工程,2015(10):1315-1319.
Research on Dynamic Scheduling Method of Production Aids Based on Virtual Manufacturing
CHEN Demin
(Chongqing Research Institute, China Coal Technology & Engineering Group Corp, Chongqing 400039, China )
The dynamic scheduling method of auxiliary tool on discrete production site was taken as the research object. By the real-time simulation process the way of determining idle time of parts processing tools in the field of production was put forward, and the method of dynamic scheduling tool production plan was established, the distribution plan was adjusted through dynamic scheduling, by which the times and numbers of distribution was reduced. And the research on the dynamic dispatching conflict of the production site auxiliary tool is studied, which makes the dispatching plan more feasible. On the basis of this research, the overall design and information modeling of the production site auxiliary tool dynamic dispatching system was carried out, and the corresponding production assistant tool management system was developed.
production assistant tools;dynamic scheduling;virtual manufacturing;management system
TH166
A
10.3969/j.issn.1006-0316.2018.02.002
1006-0316 (2018) 02-0006-04
2017-06-29
国家科技重大专项(2016ZX05045-004)
陈德敏(1983-),男,甘肃平凉人,硕士,助理研究员,主要研究方向为计算机集成制造及矿用安全设备。
猜你喜欢
承德医学院学报(2022年2期)2022-05-23 13:01:44
小太阳画报(2020年11期)2020-12-10 06:50:08
小太阳画报(2020年10期)2020-10-30 01:57:15
环球时报(2020-03-03)2020-03-03 04:14:34
中国交通信息化(2018年8期)2018-11-09 01:05:50
电脑爱好者(2018年3期)2018-03-02 15:19:15
读者(2017年18期)2017-08-29 21:22:03
中国船检(2017年3期)2017-05-18 11:33:08
戏剧之家(2017年6期)2017-05-04 22:42:48
科技与创新(2016年11期)2016-06-28 05:31:20