
基于PLC和触摸屏的不锈钢管定长切割控制系统的研究与实现
2018-03-03 13:12陈经艳
数字技术与应用 2018年11期
关键词:触摸屏


摘要:針对不锈钢管制管过程中,制管和剪切机构的工作特点和工作原理,研制了基于PLC和触摸屏的自动定长、切割和统计的控制系统。针对制管切割控制系统的要求,给出了系统的控制方案,详细阐述了PLC、旋转编码器、触摸屏等硬件和软件的设计。最后通过现场实际调试和生产运行,证明该设备完全达到了设计要求,极大地提高了生产效率。系统操作界面设计简单,工艺员和普通的操作工人经过较短时间的培训就可以熟悉系统的使用。
关键词:PLC;触摸屏;定长切割
中图分类号:TP391.41 文献标识码:A 文章编号:1007-9416(2018)11-0026-02
不锈钢钢管是一种中空的长条圆形钢材,主要广泛用于医疗、食品、轻工等;另外也广泛用于制造机械零件和工程结构;也常用作家具厨具等。因此其产量和消费都在迅速增长。管子定长切割加工在不锈钢钢管材生产中是不可缺少的生产流程。以前设备定长主要采用的是行程开关或光电开关控制,这种控制方式存在很多缺点,如长度要求改变时,就要移动行程开关或光电开关的安装位置;另外加工的精度也不高。为了保证切割精度、产品质量和提高生产效率有必要研究新型的现代切割技术。
本设计以PLC作为控制器,采用变频器调节钢管的进给速度,利用PLC的高速计数器和旋转编码器实现钢管长度检测。利用组态软件设计操作和显示人机界面。通过人机界面既可以操作控制系统,又可以随意修改钢管长度,统计钢管生产量、钢管生产进度等。该控制系统现以投厂使用。实践证明该系统完全达到了设计要求,极大地提高了生产效率。
1 不锈钢钢管切割组成与工作原理
不锈钢管切割系统与制管连接,它主要由制管机进给部分、工作台、切割进给机构、切割夹紧机构和自动放料机构等主成。由主电机和切割电机两台电机组成,夹紧和其它动作由液压系统完成。主电机控制钢管的进给,采用变频调速,能够进行启动,停止,加速,减速的控制。主电机的控制可以采用外部开关控制,也可以采用触摸屏控制。切割程序控制分自动、手动和后备切割三种。进入切割程序时先夹紧工件,再接通切割电机和切割电磁阀实现不锈钢管的切割,切割完成后还设置自动放料装置。
2 控制系统设计
2.1 系统硬件设计
系统的硬件是该不锈钢钢管切割控制系统的基础,根据该设备的工艺特点,设计的控制系统主要由PLC、触摸屏、变频器、接触器、电动机、中间继电器等多个部分组成[1]。采用的控制器型号是FX2N-48MR的可编程逻辑器件,同时也可以根据生产条件,选用其他品牌或型号的PLC替换。变频器选用普传公司小功率变频器。设定变频器的参数是外部端子启动控制模式和模拟量控制频率的相关参数,频率根据现场情况进行调节[2]。
为了提高PLC控制系统的可靠性,在设计控制系统的时候,PLC的输出直接控制的是中间继电器线圈,通过中间继电器的触点再来控制变频器、电动机和液压换向阀的电磁铁。系统控制的三相异步电动机主要有两台,一台送料控制的主电机,采用三相异步电动机,因要进行调速,所以采用变频器控制方式。另外一台是切割电机,采用的是电动机的直接启动控制方式。电动机的主电路设计如图1所示。
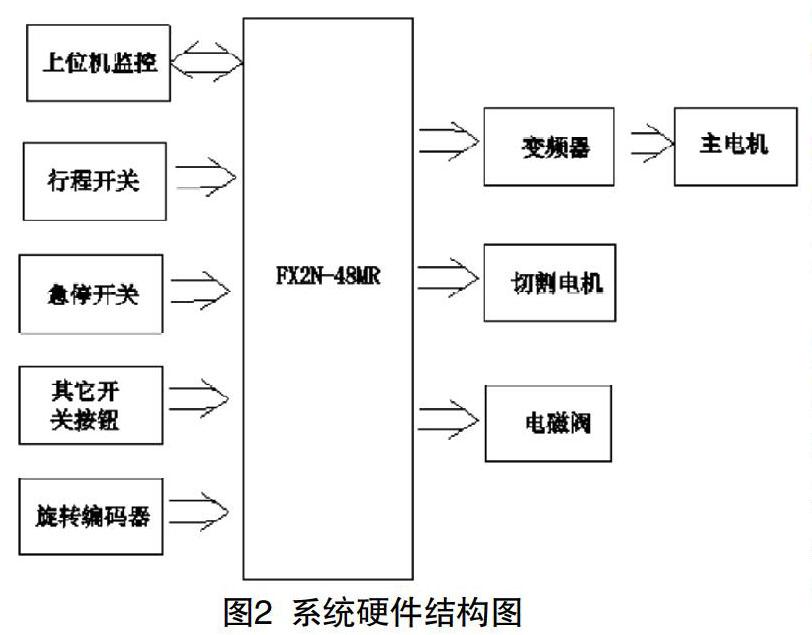
PLC作为定长切割机控制中心保证定长切割的精度。管料的压紧由液压缸驱动。送料机构使用步进电机作为驱动,采用增量式编码器和PLC的高速计数器实现定长送料的精度。通过行程开关实现对各运动机构的行程控制。通过上位机实现参数输入和对系统的各种操作命令输入[3]。系统硬件设计框图如图2所示。本设计需要14个数字量输入、6个数字量输出。PLC的I/O接线图如图3所示。
2.2 系统软件设计
PLC的软件采用三菱GX-Developer-8.3的软件编写梯形图的程序。PLC控制软件的设计是整个控制系统设计的核心部分,根据不锈钢管切割的控制和工艺要求,设计的程序包括主程序和一个切割子程序,主程序工作流程如图4所示。
触摸屏的界面设计,采用昆仑通态的MCGS嵌入版7.7,监控界面包括屏控主电机的正反转启动和停止,产量的计数、清除、产品长度的设定和产品当前长度的显示等。不锈钢钢管定长切割的系统工作过程可通过动画显示,反映现场设备运行情况,方便、直观。不锈钢钢管定长切割系统的监控界面如图5所示。
3 结语
本设计已经正式用于多个不锈钢生产产家,根据实践生产的验证,基于触摸屏、PLC和变频器的不锈钢钢管定长切割系统提高了生产的自动化程度和速度,减轻了工人的劳动强度,节约了人力资源,具有很强的实用性。
参考文献
[1]江德松.基于PLC的玻璃杯自动切割机控制系统设计[J].西昌学院学报,2016(3):37-39.
[2]陈经艳.基于PLC和变频器的选矿毛毯机控制系统的设计[J].数字技术与应用,2017(3):12-13.
[3]田丽欣,江培蕾.基于MCGS和PLC的定长切割机控制系统研究[J].沿海企业与科技,2015(1):19-21.
Research and Implementation of Stainless Steel Pipe Length Cutting Control System Based on PLC and Touch Screen
CHEN Jing-yan
(Modern Equipment Manufacturing College ,Chenzhou Vocational Technical College, Chenzhou Hunan 423000)
Abstract:The control system of automatic length, cutting and statistics based on PLC and touch screen is developed according to the working characteristics and principle of pipe making and shear mechanism in stainless steel control tube. According to the requirements of the pipe cutting control system, the control scheme of the system is given, and the hardware and software design such as PLC, rotary encoder, touch screen are elaborated in detail. Finally, through the actual debugging and production operation, it is proved that the equipment fully meets the design requirements and greatly improves the production efficiency. The system interface is simple to design, and craftsmen and ordinary operators can be familiar with the use of the system after a short period of training.
Key words:PLC;touch screen; fixed length cutting
猜你喜欢
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
