平流层飞艇蒙皮材料制备工艺研究
2018-03-01 08:26:00张士强纪雪梅冯铭竹
信息记录材料 2018年4期
张士强,王 宠,纪雪梅,冯铭竹
(中国乐凯集团有限公司 河北 保定 071054)
1 引言
以飞艇为代表的临近空间低速飞行器由于在军事侦察、空间预警、通信中继和空间探测等领域的应用优势,近些年来日益受到人们的关注。蒙皮材料作为飞艇的主体结构材料,其性能的高低直接影响飞艇的应用效能,如浮空高度、持续飞行时间、有效载荷、服役寿命等[1,2]。
平流层飞艇的工作特点和工作环境决定了蒙皮材料的性能指标要比低空飞艇高得多,研制难度较大[3]。随着新型飞艇研究和应用的发展,对飞艇蒙皮的性能要求也不断提高。美国、日本等国家均对蒙皮材料给予了大量研究,制备的蒙皮材料性能大幅度提高,有力促进了新型飞艇的设计和研制[4,5]。
对于工作在平流层以氦气为浮升气体的飞艇,要求采用的蒙皮材料具有较低的面密度、优异的氦气阻隔性能及耐环境性能,另外其在服役过程中蒙皮内外存在压差,因此蒙皮材料必须具有足够的力学性能。由于任何单一材料均无法实现这些要求,因此高性能蒙皮材料一般采用多层复合结构[6]。
平流层飞艇蒙皮材料由耐候层、阻氦层、承力层,粘接层和焊接层组成,各层材料通过粘接形成层压复合材料[7],其结构如图1所示。
由于各层材料性能各异,把多层材料复合在一起也不是一件容易的事。耐候薄膜与阻氦薄膜的复合是膜材与膜材的复合,相对容易一些。阻氦耐候膜材与承力层纤维布的复合却没那么容易。既要保证表观平整又要保证粘接牢固,所以制备出表观合格的长卷材产品是不容易的。本文将重点研究膜材与纤维布之间的复合,以纤维布作为承力层,耐候薄膜与阻氦薄膜的复合膜作为阻氦耐候层,探索这两层通过粘合剂复合在一起的工艺条件。
2 实验部分
2.1 原材料
承力层纤维布(进口);耐候薄膜(国产)与阻氦薄膜(国产)复合而成的阻氦耐候膜;粘合剂(进口);稀释粘合剂的溶剂乙酸乙酯(国产)。
2.2 复合设备
飞艇蒙皮材料中试生产设备采用BGF干式气压复合机,简称干式复合机。其结构如图2所示。干式复合机是通过干式复合工艺将不同的薄膜粘到一起形成复合薄膜的设备。干式复合工艺,指涂胶后将胶液中的溶剂通过加热排气的方法使其充分干燥,然后在“干的”状况下进行复合的工艺。鉴于干式复合机设计基于不同的塑料薄膜,铝箔甚至是纸张进行复合,因此应用干式复合机制备平流层飞艇蒙皮材料,对工艺参数调整有较高的难度。
2.3 复合操作步骤
本文所研究的阻氦耐候膜与纤维布复合操作步骤:
(1)把阻氦耐候膜放在第一(涂胶)放卷处,纤维布放在第二(复合)放卷处。
(2)配制好的粘合剂倒入胶盘。
(3)调节干式复合机参数:第一放卷张力,第二放卷张力,收卷张力,干燥道温度,复合压辊温度等。
(4)开车,调整车速,匀速涂布、复合。
(5)复合收卷后,常温放置熟化,或80℃加速熟化。
蒙皮材料的原材料和结构都有前人做过不同程度的研究,但是成功制作出卷材产品的比较少,其中长卷材产品的表观问题是一个难点,褶皱和气泡是比较常见的复合弊病。本研究通过大量的实验调整设备参数,制备出表观和性能合格的长卷材产品。
本研究剥离强度的测试按照GB/T 8808-1988标准执行。
3 结果与分析
3.1 工艺调整及分析
3.1.1 张力的调整 在基材运行平稳的前提下,张力控制要适当,以基材平整、同时复合制品不产生卷曲为佳。张力对复合制品的影响非常大,张力过大容易产生纵向张力线,过小容易产生横向褶皱。第一放卷基材和第二放卷基材的张力设置要匹配,否则极易使复合制品产生卷曲。收卷张力要适中,过大过小都会影响成品卷材的平整度。
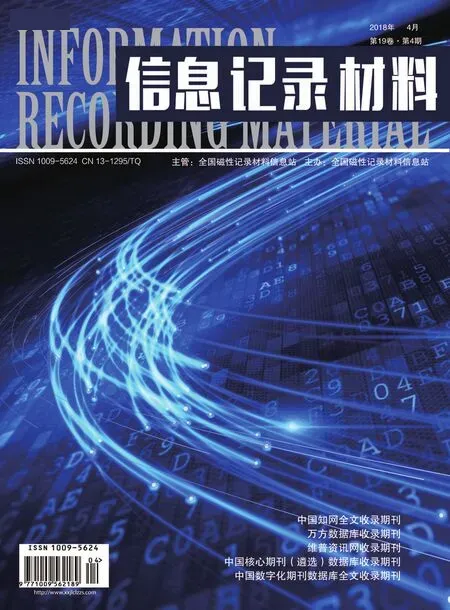
由于纤维布不容易保持平整,所以先调整纤维布平整过辊,再固定纤维布张力调整膜材张力。其他工艺参数固定情况下,调整张力对剥离强度和复合表观的影响如表1所示。
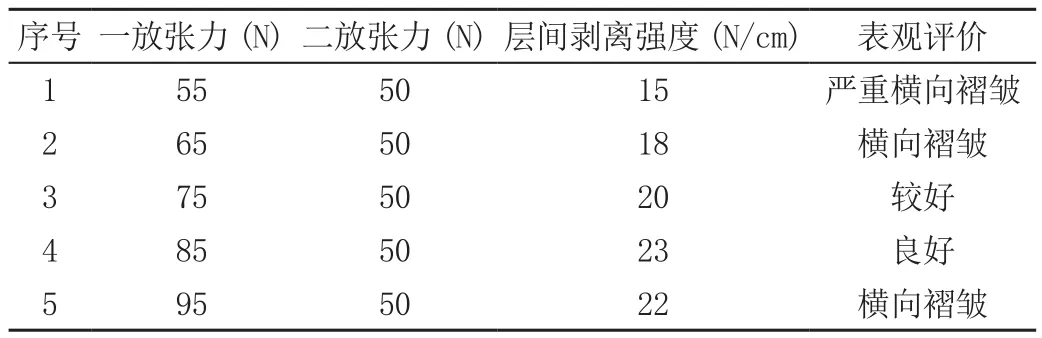
表1 张力对剥离强度和复合表观的影响Table 1 Effect of tension control on peel strength and composite apparent
把纤维布放在第二放卷处,通过调整张力值到50N时能平整过复合压辊,并平整收卷。然后固定第二放卷张力,把阻氦耐候膜放在第一放卷处,调整张力从55N到95N都能平整过涂胶压辊。但是两层复合在一起收卷后,由于两种基材的线膨胀系数差异比较大,有时会出现横向褶皱条纹,通过调整第一放卷张力大小,层间剥离强度和复合表观随之变化。通过表1看出纤维布固定在50N,调整阻氦耐候膜在85N时,剥离强度和表观是最好的。
3.1.2 温度的调整 干燥道温度的设定,与溶剂种类、粘合剂种类、涂胶厚度、车速直接相关。不同的溶剂,其蒸发点(沸点)差异很大,不同的粘合剂,其溶剂释放性也是不同的;不同的涂胶厚度对温度及干燥道长度的要求也不一样。干燥温度的设定,既要保证溶剂充分挥发,又要考虑基材的耐温特性,不能使基材产生变形卷曲,进行合理的设置。干燥温度应按梯度逐渐升高的规律设定,目的是加速后区胶层溶剂的扩散挥发,减少薄膜内的溶剂残留。
复合部位的热压钢辊采用电阻丝加热或油加热。其主要作用是激活施胶薄膜从干燥道出来后的胶膜分子,从而获得更高的粘接力。一般复合钢辊温度设定为30~80℃。
按照12m/min车速(通过干燥道时间为1min),张力85N(一放)和50N(二放),其他工艺参数固定情况下,干燥温度调整如表2所示。
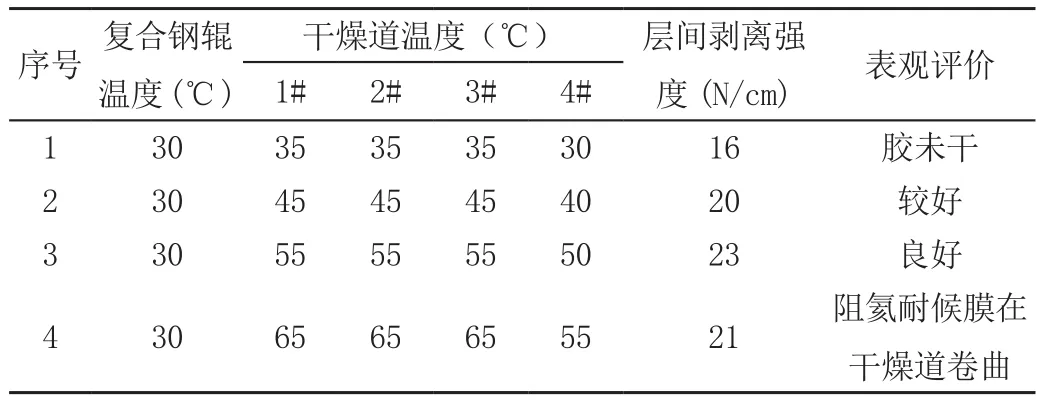
表2 干燥温度对剥离强度和复合表观的影响Table 2 Effect of drying temperature on peel strength and composite apparent
由于采用的阻氦耐候膜是由两种薄膜复合而成,两种材料的热伸缩率存在差异,受热容易向阻氦薄膜一侧卷曲,因此温度不能太高。通过表2可以看出阻氦耐候膜不卷曲的最高温度为55℃,此时粘接表观及性能也比较好。同时实验发现环境温度与干燥道温度的差异越大,阻氦薄膜进入干燥道后越容易卷曲。环境温度低时要求对复合钢辊进行加热,设置30℃左右,否则粘接牢度不好。
3.1.3 涂胶量的调整 干式复合机涂胶部分由网纹辊、涂胶压辊、刮刀、胶盘组成,通过网纹辊将粘合剂均匀、连续转移到涂胶基材上。上胶量主要由网纹辊的线数和胶液固含量决定,涂胶压辊的压力和刮刀压力也会影响上胶量,需要保持压力的稳定。胶液固含量控制要合适,粘度过大流平性不好,胶液不能很好转移到基材上,胶量控制不准确。
网纹辊调节上胶量幅度比较大,固含量调节不明显的情况下需要更换网纹辊。按照12m/min车速(通过干燥道时间为1min),张力85N(一放)和50N(二放),干燥道温度55℃,其他工艺参数固定情况下,选用20目网纹辊,通过粘合剂固含量调整涂胶量如表3所示。
表3 涂胶量对剥离强度和复合表观的影响Table 3 Effect of adhesive coating amount on peel strength and composite apparent
通过表3发现,涂胶量太少时两层材料粘接不牢,也会影响表观平整度。涂胶量太多时,胶的流平性不好,导致厚度不均匀,层间容易出现气泡弊病,粘接牢度受影响。综合胶液流平性,涂胶胶量,层间粘接牢度,复合表观,最终确定合适的胶液固含量为50%。
3.1.4 开车停车及车速控制 复合机运行要求速度平稳,车速由慢到快至正常匀速涂布。综合涂胶量和干燥道干燥时间确定涂布车速,本研究选用的车速为12m/min(通过干燥道时间1min)。要求平稳起停,以保证收卷复合基材平整。
通过一系列实验,调整优化工艺参数,最终制备出了表观良好的卷材产品,最优条件如表4所示,截取部分卷材产品如图3所示。
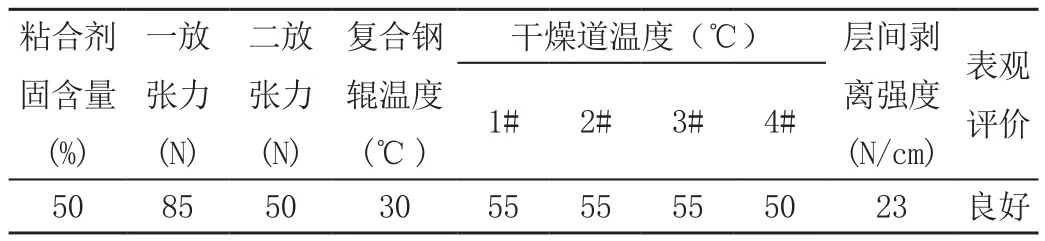
表4 干式复合机制备蒙皮材料最优条件Table 4 Optimal conditions for the preparation of envelope materials by dry compound machine
图3 蒙皮材料卷材产品Fig.3 Envelope material coiled material product
3.2 蒙皮材料综合性能测试结果分析
用干式复合工艺制备的表观合格的蒙皮材料性能测试结果如表5所示。

表5 蒙皮材料性能测试结果Table 5 Envelope material performance test results
平流层的环境温度低(约-55℃),大气密度仅为地面的1/14(约0.0889kg/m3),紫外辐射和臭氧作用强烈,平流层飞艇若要长期驻空工作,要求蒙皮材料必须具备强度高、质量轻、氦气渗透率低和耐候性好等特点。一般平流层飞艇(艇长200m量级)蒙皮材料的面密度<230g/m2,抗拉强度>1000N/cm,抗撕裂强度>200N,氦气渗透率<0.5L/(m2•24h•0.1MPa),才有足够的应用价值[8,9]。
从表5性能测试结果可以看出,采用干式复合工艺调整工艺参数制备的蒙皮材料性能达到了一般平流层飞艇的性能要求。
4 结论
以纤维布作为承力层,耐候薄膜与阻氦薄膜的复合膜作为阻氦耐候层,采用干式复合设备用粘合剂把两层复合在一起,主要参数调整结果如下:
(1)通过张力调整,纤维布张力为50N平整过辊,固定纤维布张力,调整阻氦耐候膜张力为85N时,复合后表观平整。
(2)通过调整干燥道温度为55℃时,阻氦耐候膜能平整过干燥道。
(3)通过胶液固含量调整涂胶量,50%固含量的胶涂布后粘接牢固,表观平整。
最终制备出了外观合格粘接牢固的蒙皮材料,通过连续补充胶液,可以生产出长卷材产品。
通过对蒙皮材料进行了面密度、拉伸强度、撕裂强度、剥离强度、氦气渗透率等测试分析,各性能均能够满足一般平流层飞艇对蒙皮材料的性能要求。
[1]王彦广,李健全,李勇,等.近空间飞行器的特点及其应用前景[J].航天器工程,2007,16(1):50-57.
[2] Jamison L,Sommer C S,Porche I R.High Altitude Airships for the Future Force Army[R].RAND Corporation Technical Report,2005.
[3]曹旭,王伟志,顾正铭.平流层飞艇蒙皮材料力学性能细观分析[J].二〇〇八年中国浮空器大会论文集,2008.
[4] Keiji Komatsu,Masa2aki Sano,Yoshiaki Kakuta.Development of High2specific2strength Envelope Materials[A].AIAA’s 3rd Annual Aviation Technology,Integration,and Operations (ATIO) Tech[C].Denver,Colorado:AIAA,2003:127.
[5] Luke Brooke.High Altitude L TA Platforms:Capabilities and Possibilities[A].AIAA 5th Aviation,Technology,Integration,and Operations Conference (ATIO)[C].Arlington,Virginia:AIAA,2005:127.
[6]李斌太,邢丽英,温培刚,等.高性能飞艇蒙皮材料结构与性能研究[J].第二届聚合物基复合材料技术研讨会论文集,2009.
[7] G•A•Khoury,J•D•Gillett.Airship technology[M].UK,Cambridge University Press:1999.
[8]顾正铭.对平流层飞艇艇体材料的探讨[J].航空返回与遥感,2007,(1):62-66.
[9]贾华明.平流层飞艇柔性材料研究[C].五院近空间领域文集,2006.
猜你喜欢
石油沥青(2023年5期)2023-05-11 18:40:58
成都信息工程大学学报(2022年4期)2022-11-18 07:31:56
北京航空航天大学学报(2022年5期)2022-06-06 09:26:48
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
航空制造技术(2020年14期)2020-09-06 07:36:40
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
高原山地气象研究(2016年1期)2016-11-10 06:05:53