放射性污染物粘膜铺设车控制系统设计
2018-02-05 01:44:50吴中
计算机测量与控制 2018年1期
,,吴中, ,2
(1.军事科学院 工程兵科研三所,河南 洛阳 471023; 2.河南省放射性污染清除材料与装备技术工程实验室,河南 洛阳 471023)
0 引言
核能在能源、军事、医疗、检测等领域的广泛应用,为人类的进步发展提供了新的动力。然而,在核能造福人类的同时,诸如核电站泄露、核燃料装卸运输过程中的意外事故、核武器实验以及战场上的使用、核与辐射恐怖袭击等等,均会产生严重的辐射后果。因此,在防范此类事件发生的同时,还要做好发生最坏情况的处置准备[1]。
经过多年的研究发展,针对放射性污染物清除处理的膜法去污方法,以其处置迅速、去污率高、没有二次污染等优点,得到了广泛认可。放射性污染物去污粘膜是一种在具有特定强度专用基材上涂覆有高粘度胶质的特种膜体。使用时将粘膜卷材展开,加热到预定温度以便更好粘附放射性颗粒;然后铺设、压实于沉降有放射性粉尘和气溶胶的地面;揭走粘膜,即可达到放射性沾染清除的目的。
放射性污染物粘膜铺设车是去污粘膜的专用作业设备,具有粘膜卷材展开、加热和铺设等功能,为保证各功能及作业过程的可靠执行,需要设计一套功能性强、稳定可靠、操作便捷铺设车控制系统。
1 粘膜铺设车控制需求
1.1 作业原理
1.1.1 作业流程
系统作业流程如图1所示。在非辐射区完成粘膜卷材上装后,到达作业区域展开铺设器,从车厢内输送一卷粘膜至初始位置就位,然后人工张开粘膜穿过铺设器固定于地面,车辆行进时同步加热并铺设粘膜。

图1 作业系统流程图
1.1.2 卷材铺设过程
放射性污染物粘膜铺设车功能部分结构如图2所示,其作业过程如下:
1)人工将处于就位位置的粘膜卷材张开穿过铺设器,通过压辊压实于沉降有放射性污染物粉尘的地面;
2)车辆行进时,同步将粘膜不断张开并铺设于地面;
3)粘膜铺设前,在铺设器中将粘膜加热到一定温度,以保证胶质层具有良好粘附能力;
4)单卷粘膜铺设完后,系统自动将下一卷粘膜输送至就位位置。
重复以上1)~2),直至完成作业或车载卷材使用完。
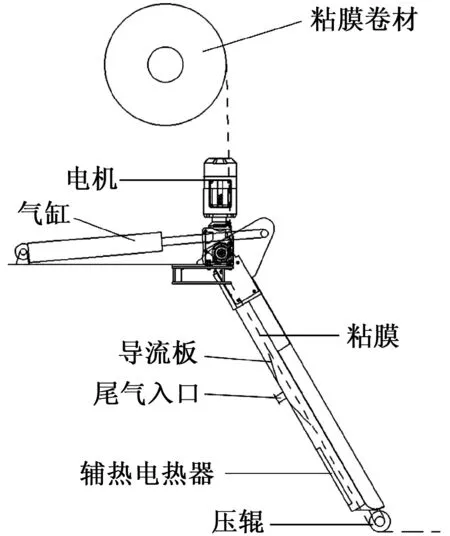
图2 粘膜铺设器结构图
粘膜铺设车在作业准备及作业过程中,涉及卷材吊装、机构翻转、高温加热和卷材张开等多道危险工序,需要作业人员在不同工位精准操控、协同配合,才能安全可靠地发挥其功能。对此,需要研制一套多控制终端的操控系统,以满足上述需求。
1.2 控制对象
1.2.1 卷材上装与就位
开始作业前向车内装载一定数量的粘膜卷材:在非辐射区通过车载电动葫芦起吊粘膜卷材到车厢尾部,将粘膜卷材轴推入传动链条上固定卡扣卡紧;粘膜卷材由链传动至车箱内部,直至传感器检测到下一个固定卡扣达到卷材上装位置。
1.2.2 铺设器收放控制
铺设器在收起状态时充当车辆后厢门,起到密闭车厢作用;作业时在电机和汽缸配合作用下向后翻转,直至压辊触地。收起操作中,通过压力传感器控制铺设器压紧厢门密封橡胶;放下操作中,通过压力传感器调节气缸控制铺设器压辊对地基本压力。
1.2.3 粘膜加热
粘膜铺设时需要根据气候变化,将胶质层加热到不同的预定作业温度,为此采用两种措施达到快速加热目的:一是通过车辆发动机尾气为粘膜预热;二是利用电加热器进行快速加热,并通过调节使粘膜温度控制在设定范围内。
1.2.4 粘膜压实
在粘膜铺设过程中,由于地表硬化程度不同、地面高低起伏、污染物粒径不同和厚度不均等因素,造成需要在压辊对地基本压力基础上进行高效实时调节,以保证有效压力在理想范围内波动。经本文作者大量实验表明:通过传感器检测主动调节,系统响应迟滞,难以达到理想效果,故采用弹簧组被动调节,能基本满足压实需求。
2 控制系统总体设计
为满足作业车上述需求,可以采取两种控制策略:一是全智能控制;二是多操控终端操控。功能原型机研发过程中,需要频繁调整、改进各功能机构,程序也需要相应改变。采用第一种策略,不仅调试难度大,而且在核工业领域,对有较大危险性的机构操控,应尽量避免全智能控制[2-3]。
据此,系统采取多操控终端操控的方式,系统主要由主控板、控制柜、主控屏、辅控屏和手持终端组成,如图3所示。主控板位于控制柜内,控制柜安装于车厢内中部,并经耐辐射屏蔽处理,提高其在辐射环境中的工作稳定性;主控屏位于驾驶室内,具有整车所有作业系统的操控和监视功能;辅控屏在车辆尾部侧壁嵌入安装,便于作业准备时就近操控;手持终端用于粘膜卷材上装和机械机构调试等近距操作存在危险,又需目视操控环节的控制。
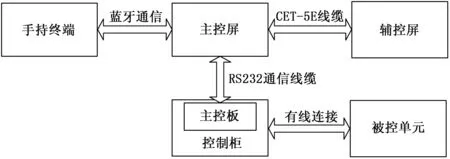
图3 控制系统逻辑关系图
主控屏与主控板通过RS232串口通信,主控屏和辅控屏通过CET-5E网线连接,手持终端与主控屏通过蓝牙无线通信连接。
3 硬件设计
控制系统采用主从设计,主控屏与辅控屏、手持终端共同作为上位机(又称主机),主控板为下位机(又称从机)。
3.1 下位机
下位机以主控板作为控制系统的中枢,由信号处理板和接口板两块电路板组成,逻辑图如图4所示。信号处理板负责时域控制、逻辑运算与信息处理等,选择ARM7系列的STM32F103ZET6芯片作为主控芯片,搭载Cortex-M3内核,32位处理器,72 M主频,片内Flash容量为512 K,片内SRAM容量为64 K。另配备4个存储单元:4 M SRAM、2M EEPROM、16 M Nor Flash和1 G Nand Flash。
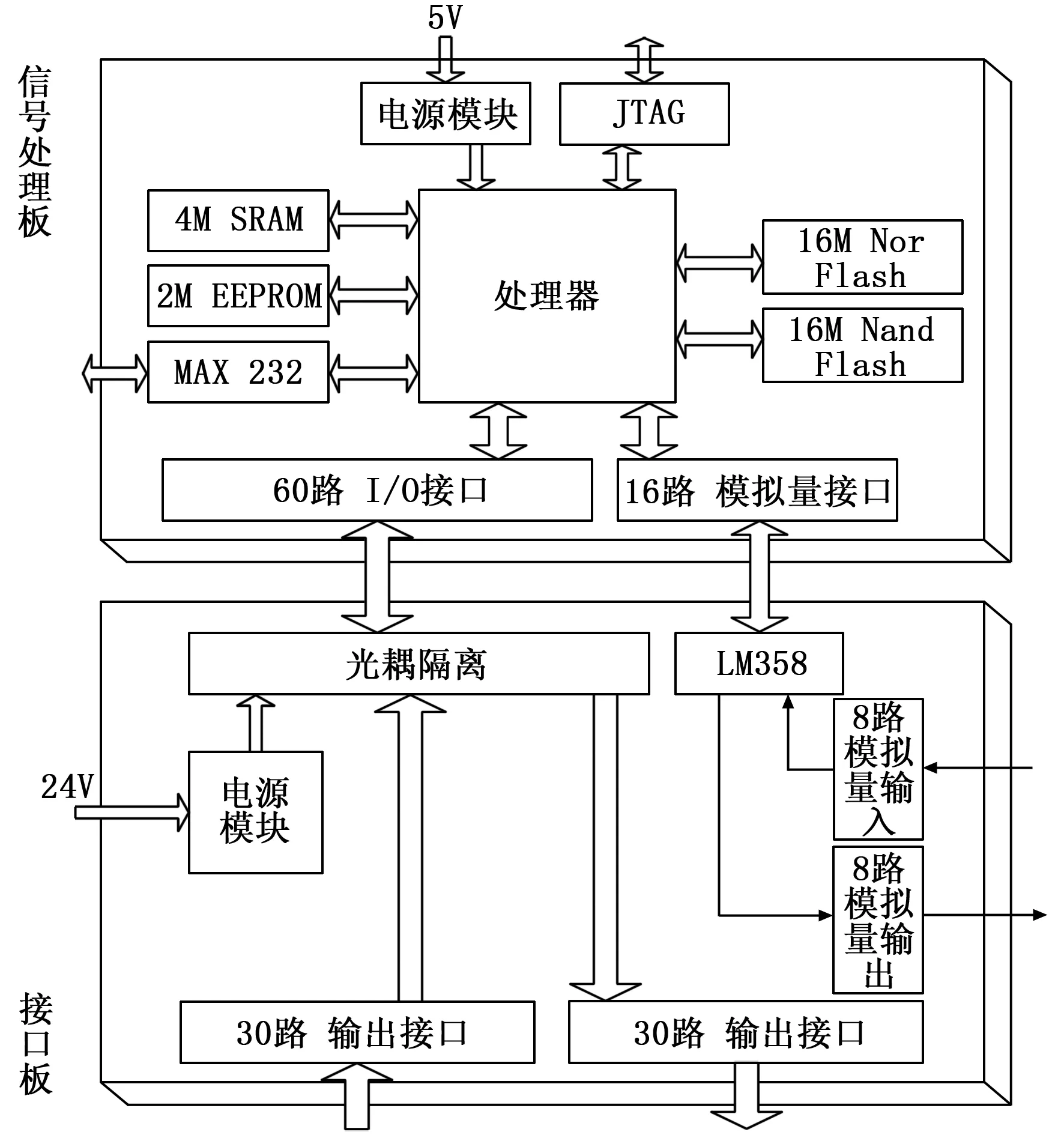
图4 主控板逻辑图
接口板有3个功能:一是输入数字量信号滤波和稳压;二是输出数字量信号功率增强和电压调节;三是对各类模拟量进行调制,将输入信号转变为信号处理板能处理的0~3.3 V或4~20 mA范围,将输出信号调制成执行器件需要的电压或电流[4-5]。
在组成涉核作业设备的所有材料或器件中,耐辐射性能从低到高依次是电子器件、有机材料、光学材料和金属[6]。根据铺设车所处的辐射作业环境(100 Gy以下),有机材料的辐射损伤剂量在102~103Gy,因此仅需考虑电子器件辐射防护。电子器件中,数字集成电路耐辐射性能相对模拟电路比较弱,其中微处理器和存储电路辐射损伤剂量最低,通常在10~500 Gy。因此,整车辐射防护的重点是下位机,采取主控板整体铅防护方式进行耐辐射屏蔽处理。
对于加热系统和大功率电机等强电控制部分,通过控制主控柜中的可控硅功率调整器和电机控制模块实现。
3.2 上位机
上位机由主控屏、辅控屏和手持终端等3种控制终端组成。主控屏和辅控屏均选用Kinco公司的MT系列触控一体机,手持终端为android手机。主控屏的通信接口用到了2路串行接口(COM1、COM2)和1路网络接口(RJ-45)。其中,COM1接口通过RS232与主控板连接;COM2接口通过外接HC-06蓝牙转串口模块,与手持终端进行通信[7];RJ-45通过CET-5E标准网线与辅控屏连接。主控屏、辅控屏和手持终端的寄存器数据互为映射,均通过主控屏对主控板内地址数据进行读写,逻辑不分优先级。
4 软件设计
工作时上位机程序对下位机数据定时进行查询与实时写入,下位机程序不主动发送数据,只对来自上位机的数据帧进行数据回传。
为了系统拓展的方便,并保证系统的通用性,上下位机数据通信没有采用自定义协议的形式,而是采用Modbus通信协议[8]。通信时由主站发起数据请求,从站若未收到主站发出的请求时不会进行数据发送。
4.1 上位机程序
控制屏程序采用步科自动化有限公司的Kinco HMIware组态软件进行开发,该软件采用可视化开发平台,设备驱动程序齐全,内置功能元件丰富、美观,脚本文件简捷,系统开发周期短。
上位机程序的开发流程:①在设备窗口选择与硬件设备对应进行设备元件,并按实际连接方式选择相应通信线缆元件进行关联;②在用户窗口利用功能组件搭建运行窗口,并为各功能原件配置属性;③在脚本编辑窗口将功能组件与变量、策略等进行关联,根据逻辑功能编写脚本程序。
辅控屏程序中,其按键与参数显示元件相当于主控屏对应寄存器的映射,只需保证其地址一致即可达到功能需求。
手持终端程序采用基于Java的开源平台Eclipse开发,附带标准插件集[9-10]。Eclipse除了作为Java继承开发环境使用,还可以通过其插件开发环境(plug-in development environment,PDE)极大提高开发效率。本文构建的3种控制终端效果如图5所示。

图5 3种控制终端
4.2 下位机程序
下位机程序在Keil uVision 4开发环境下进行开发与调试,根据系统结构组成和工作流程。为了保证通信的稳定性,在程序中设计了通信握手过程。下位机采用单字节接收中断触发,在中断函数void USART1_IRQHandler(void)中设计了握手程序,当第一个字节为01,且第二个字节为01、03、05时,接收标志位置为2时,表示握手成功。接收到错误帧后,相关标志位将清零,需要重新进行握手。
4.3 软件流程
控制系统软件按照图1的作业系统流程分为卷材上装、铺设机构展开、卷材就位、卷材张紧和卷材加热与铺设等5个子程序,程序之间由操作者根据现场情况通过手持终端按键调用执行。本文以粘膜卷材装载和加热为例进行说明。
4.3.1 卷材装载
粘膜卷材装载程序流程如图6所示,通过物位传感器和接近开关配合,可以实现卷材装载过程的自动化流水作业。卷材就位程序与装载程序类似,基本按照装载程序逆向执行。
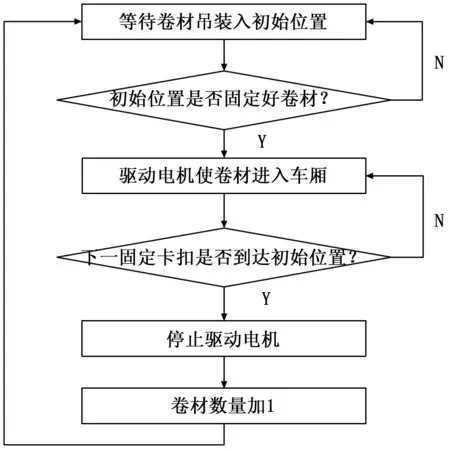
图6 卷材上装程序流程
4.3.2 卷材加热
加热控制主要分为3个环节:热流预热、电加热、恒温控制。
①热流预热:热流来源自发动机尾气,汽车正常行驶时尾气排出至外部环境,当需要作业时,切换三通阀将尾气导入气流回转加热器,经耐热软管导入铺设器加热舱,对粘膜预热,提高加热效率。
②电加热:在铺设器加热舱中安装有电加热器,用以快速调节热流预热后的粘膜温度。
③恒温控制:粘膜铺设时,温度过高容易使粘附层融化,甚至损坏基材;温度过低,达不到粘膜铺设的作业指标。通过检测粘膜实时温度,调节电加热器功率,控制粘膜温度在理想温度区间内。
粘膜卷材加热程序流程如图7所示。
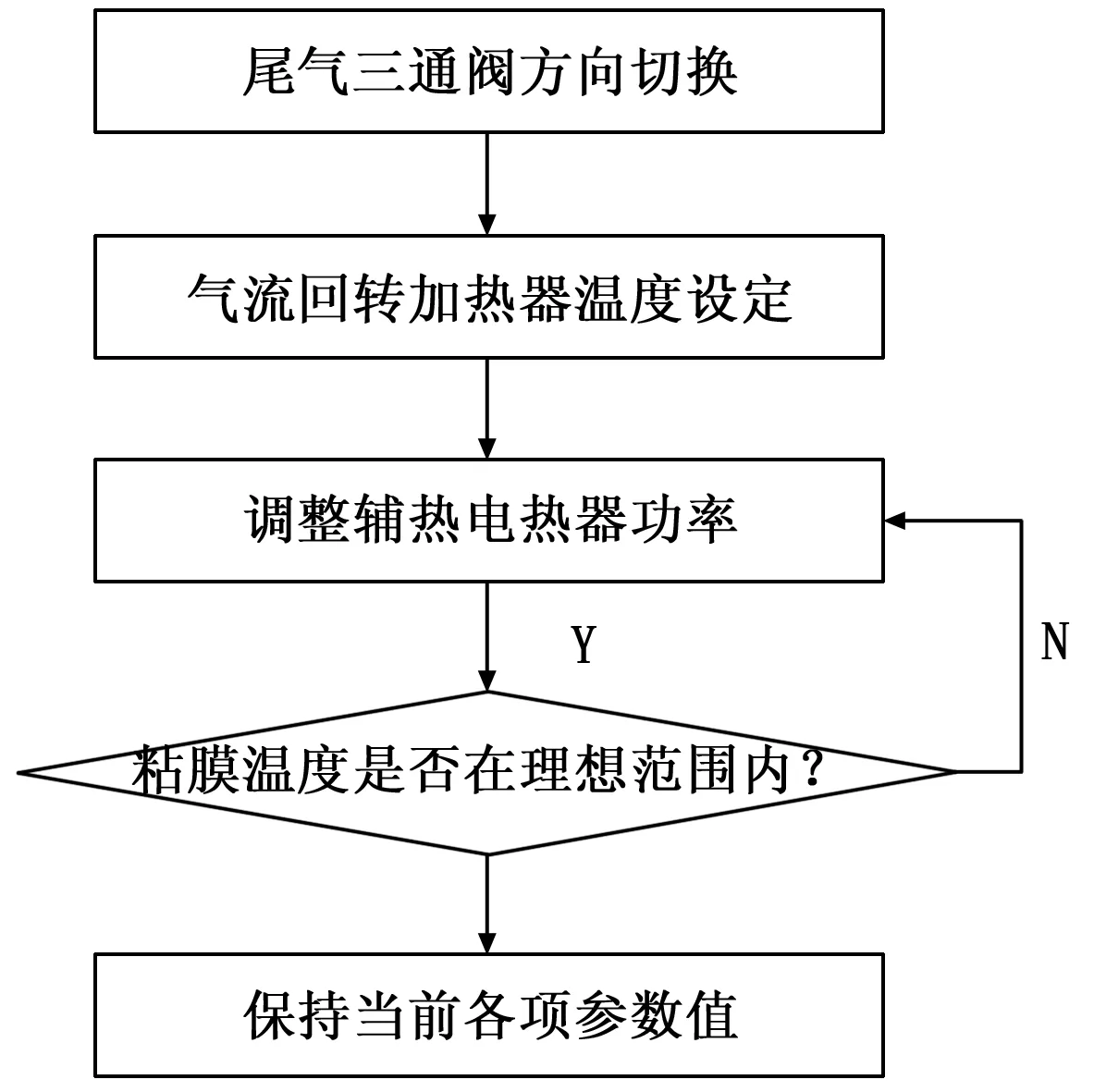
图7 卷材加热程序流程
主程序中,为避免温度波动太大影响对污染物的粘附效果,引入了PID参数整定。
5 实验结果与分析
对放射性污染物粘膜铺设车控制系统进行了上装前耐辐照实验和车载功能实验。
5.1 耐辐照实验
耐辐照性能检测实验在60Co辐照条件下进行。待测系统在非辐射环境中装配、调试稳定后,置于线控可移动平台上,在辐照条件下进行了测试。由于辐照装置的迷道对无线信号具有一定的屏蔽作用,未对手持终端进行无线测试,仅测试了有线控制方式。
测试分两步进行,第一步,将除主控屏外的控制系统其它部分置于线控可移动平台上,平台上安装有电离室来确定所处位置的辐射水平。分别在空气比释动能率为30 Gy/h(持续60 min)、60 Gy/h(持续40 min)、90 Gy/h(持续20 min)的辐射水平下进行了三阶段测试。测试过程中,通过主控屏每间隔5min进行一次操控,执行机构动作参数通过传感器反馈并显示在主控屏上。测试电机正、反转,不同转速旋转,气缸伸缩等等,均与非辐射条件下的测试结果一致。测试完成后,将系统移至正常环境,立即操控辅控屏和手持终端,执行机构动作正常,检测电路精准无误。
第二步,将除辅控屏外的控制系统其它部分置于线控可移动平台上进行测试,流程与第一步一样。控制系统操控正确,数据传输稳定。
5.2 车载功能实验
将控制系统安装于实车,进行了车载功能实验,如图8所示。首先,测试单个执行机构动作情况:粘膜卷材上装与就位动作平稳,精准可靠;铺设器收起后与车厢密封平整,放下后对地压力满足要求;加热系统升温快,温度波动平稳。主控屏、辅控屏和手持终端均能可靠操控。
其次,测试粘膜铺设连贯作业工况:粘膜铺设过程中,粘膜加热温度波动不大,且能随车速变化快速调节;卷材需要更换提示准确;所有动作衔接平稳,无卡滞或误动作。

图8 车载功能实验
6 结语
这种多终端控制系统中,辅控屏和手持终端作为主控屏外设,不与主控板直接通信,而是通过映射地址的方式对共用寄存器进行实时读写操作,将唯一的操作指令发往主控板,不仅避免了主控板对不同指令来源的逻辑仲裁,而且各种终端的数据无需主控板交换,减少了数据冗余、提高了系统时效。上位机数据具有更高实时性,符合粘膜铺设车作业工况要求。这种通过主屏地址映射实现多终端控制的方式,适合在各种特种车辆的控制系统中推广应用。
[1]王天运,李 爽.辐射污染后果处置技术与发展[A].全国危险物质与安全应急技术研讨会[C].2011: 225-227.
[2]江上月,柴保发.核电厂专用无线通信系统技术方案研究[J]. 核科学与工程,2010,30(12): 275-278.
[3]刘火良,杨 森.STM32库开发实战指南[M].北京.机械工业出版社,2013.
[4]韩 迪,潘志宏.基于Android移动设备传感器的体感应用术[J].华南理工大学学报(自然科学版),2012,40(9): 75-80.
[5]陈学军,杨永明.基于双核的视频智能消防水炮设计[J]. 计算机测量与控制,2015,23(12): 4184-4186.
[6]陈法国,朱万宁.遥控机器人的耐辐射设计和测试[J].核电子学与探测技术,2016,36(2): 121-124.
[7]韩 迪.Android创意实例详解[M].北京.北京邮电大学出版社.2012.
[8]刘禹辰,张仁杰,刘 虎,等.STM32与上位机Modbus协议的通信方法[J].电子科技,2015,28(10): 27-30.
[9]王 聪,孙 炜.高压输电线路除冰机器人抓线运动控制[J].机械工程学报,2011,47(9): 8-15.
[10]朱海飞,管贻生.具有多种运动方式的小型模块化双手爪机器人[J].机器人,2012,34(2): 176-181.
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:22
控制与信息技术(2022年3期)2022-07-08 13:29:42
建筑与预算(2022年2期)2022-03-08 08:40:46
建筑与预算(2020年10期)2020-11-04 07:55:10
建筑与预算(2020年9期)2020-10-13 12:06:10
网络安全和信息化(2018年2期)2018-11-09 01:16:18
电子制作(2016年11期)2016-11-07 08:43:30
中国继续医学教育(2015年6期)2016-01-07 07:38:47
中国医疗美容(2015年1期)2015-07-12 10:06:58
中国医疗美容(2015年1期)2015-07-12 10:06:21