基于PLC技术的分切机自动控制系统设计
2018-02-05 02:07:55
计算机测量与控制 2018年1期
(宝鸡职业技术学院 电子信息工程系,陕西 宝鸡 721013)
0 引言
文献[8]设计了基于模糊控制的分切机自动控制系统。这个系统采用PLC为控制核心,使用模糊控制算法对分切机主要运行的工况进行分析,不依靠分切机运行状态方程和参数,自动选择最佳输出量对3台分切机进行控制,该方法控制响应性较好,但存在一定的控制风险。文献[9]设计了一种分切机自动控制系统。分切机自动控制系统运用的是ST188型红外光电传感器,检测了一定时间内使用分切机分切的数量;通过YS41F型霍尔元件对分切机工作的速度进行计算;并且该系统接收和采集分切量和分切速度信息用的是AT89C51型单片机。通过分析和计算分切机实际应用中分切的速度和设定值的不同,向调节装置森创110BYG250C型步进点机发射出相应的指令。当实际的分切速度的偏离值超过了系统设定的允许机器偏差的误差范围时系统会及时的发出警报,通过单片机的输出,同时采用实时的警报加上指示灯不断闪烁的警报,这个系统的控制精确度虽然较高,但是该系统响应性较差。文献[10]提出了一种基于组态技术的分切机自动控制系统。基于组态技术的分切机自动控制系统包括了分切机的人机交互界面,在实现分切机工作状态的实时检测和远程控制的同时也最大程度的提高了分切机自动控制系统的运行效率。虽然这个系统的实时控制性较好,但是该系统实际应用扩展性较差。
针对上述产生的问题,提出一种基于PLC技术的分切机自动控制系统设计。研究表明,采用该技术实现了分切机自动控制系统的稳定运行,该系统的控制响应性较好,而且具有良好的应用价值。
1 分切机的自动控制系统整体设计
在采用PLC技术对分切机自动控制系统进行设计过程中,首先配备PLC定位控制模块,伺服驱动机构模块。其次是触摸屏模块,变频器模块,回旋切割机构模块和传送机构模块。具体系统设计参数如表1所示。

表1 系统设计参数
分切机的自动控制系统整体设计构成图如图1所示。
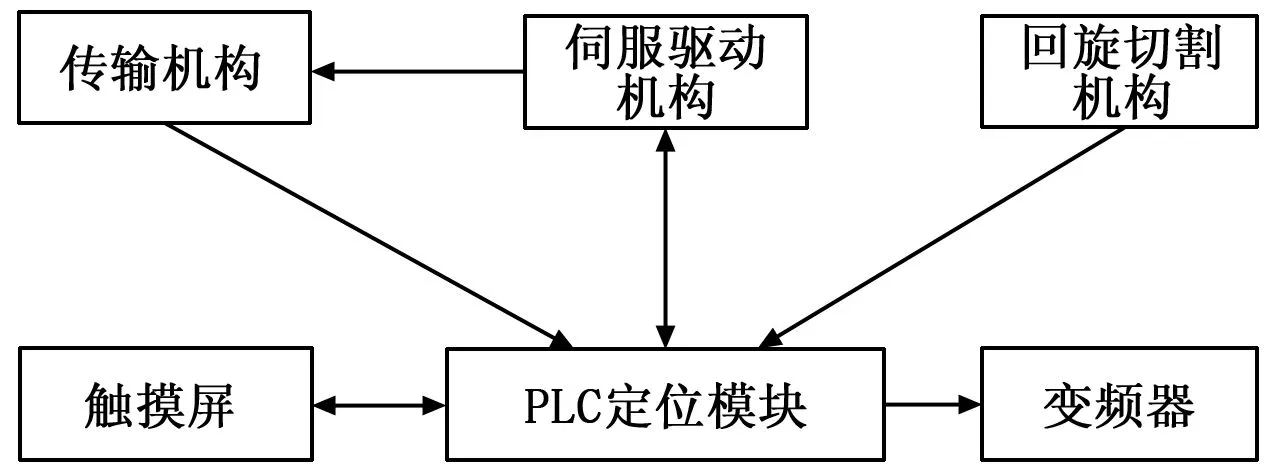
图1 分切机自动控制系统的基本构成图
在日常工作中,等待切割的物品放在分切机的输送槽中,由安装有拨叉的伺服电机驱动链条将物品推送到指定的位置,然后用回旋切割装置对物件进行切割,并切割出系统设定的尺寸。回旋切割模块对物品的长度进行设定,物品的首尾进行修饰和切割同时还对物品首部的切割长度作出规定,按照物品的长度来连续、自动的切割出所需的长度。PLC定位模块主要负责完成和触摸屏之间的数据传递工作,两者之间相互配合。伺服驱动模块实现实时监控分切机运行和对系统的运行状态进行报警,在情况紧急下能够马上停止;传送机构是用来传送模块之间的数据和信息,起到模块之间的桥梁作用。变频器是用来调控和整顿分切机回旋刀架的转动速度。触摸屏模块主要显示分切机自动控制系统的参数和运行状态。
结合分切机的工艺要求和分切机在运作中的特点,分切机的控制系统硬件的配置如下所示。
结合峨眉武术的地域特点、文化内涵和历史发展过程,峨眉武术文化的概念一般被解释为:“具有区域特色的峨眉武术是在巴蜀武术与中原文化碰撞与交流过程中,受到巴蜀民俗、民风影响,自成一体系,逐渐形成具有鲜明地域特色的中国武术文化。”[10]它是在现代巴蜀地区的人文影响与当地民俗的长期积累和强烈的古代侠义文化影响下产生的。与此同时,它也受到中原武术文化和抗日战争期间外来文化渗透的影响。
2 分切机自动控制系统硬件设计
2.1 PLC与分切机自动控制系统定位模块设计
PLC技术的大部分都用来实现在物品分切中可能存在的一些逻辑方面的控制,通过分切机系统中的触摸屏模块来完成与通信数据之间的工作,PLC技术在I/O情况下的整个控制系统的数字输入量为50点,其中的数字量输出量为30点,而且不需要模拟变量的输入。因为分切机自动控制系统对物品的分割定位要求较高,本文采用了三菱FXzN-48MT-002型,这个型号包括了分切机自动控制系统的所有功能基本的要求。分切机的脉冲发生单元也就是分切机自动控制系统中的定位模块,该模块采用的型号是FX2N-1PG-F型,分切机自动控制中的定位模块是为了扩展FX2N系列PLC所配置的,这个模块能通过伺服控制系统和分切机的驱动放大器所提供的一定数量的冲脉来完成一个单位物件的分切定位过程。而其中物品的定位分切目标、机械定位运行的速度和定位参数是由PLC和PGU之间通过FROM/TO指令来完成参数设定。
2.2 分切机自动控制系统伺服驱动模块设计
分切机自动控制系统伺服驱动模块选用的晶体管型是FX2N-48MT,伺服驱动模块选用的放大器具有多功能和性能高的MR-J2S-350A,该模块的位置控制模式依靠的是分切机自控控制系统中的伺服驱动模块。伺服驱动模块的编码器配备的分辨率是12184脉冲/转位置编码器。其中PLC、PGU和MR-J2S的端子接线如图2所示。
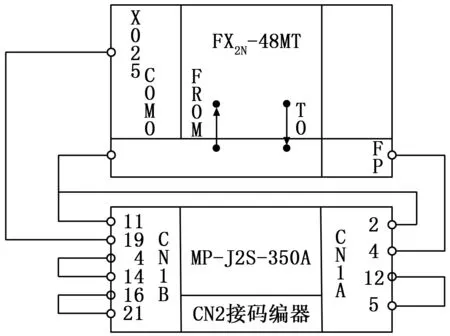
图2 PLC、PGU及MR-J2S的端子接线图
2.3 分切机自动控制系统触摸屏模块设计
触摸屏模块在分切机自动控制系统的运行中负责的部分主要是对分切机产生的参数进行修改,对运算过程中的参数进行记录并显示,实时显示控制系统在运行中的状态和指示报警等作用。在这个系统中采用的是HITECH PWS1761-CTN触摸屏,24 V的电源进行供电,PLC与分切机触摸屏之间使用RS-422来实现数据的通信。触摸屏模块PWS1763的配备中含有大屏的显示屏幕并且配有模拟式触控的版面,模拟式控制面板的工业级设计含有IP67型的防水防尘功能,该设计可以让触目屏模块在各种恶劣的环境中运用不会产生故障。
2.4 分切机自动控制系统变频器模块设计
保持分切机转动的速度不变、对它的切割速度进行调整时是通过调整回旋刀架的运作速度来控制的。分切机自动控制系统的变频器采用的型号是三菱FR-E540-5.5K-CH型,该模块中的电位器旋钮是用来调整该模块的运行速度的,同时也可以采用手动的控制方法来实现对变频器运行速度的调整。分切机自动控制系统的PLC、电位器和变频器的接线图如图3所示。

图3 PLC、电位器以及变频器的接线图
2.5 分切机自动控制系统回旋切割机构模块设计
回旋切割机构主要是对物品进行切割,在切割的过程中可对分切使用刀具进行定期的自动磨修,并且分切时间与切割时间间隔都是可以进行设定的。为了使操作员的操作更加简洁、方便,该系统设置了拨叉点、刀架和磨刀手动,并且切割的速度由手动设定。回旋切割机构设置相应的联锁防护装置触摸屏会自动显示并且记录机器生产的成品总数和切割机的切割速度。
2.6 分切机自动控制系统传送机构模块设计
传送机构模块主要是改变分切机自动控制系统动力机输出转矩,以满足工作机的要求;将分切机输出运动转换为工作机正常运行状态,如将旋转运动改变为直线运动,或反之;将一个分切机的机械能传送到数个工作机上,或将数个动力机的机械能传送到一个工作机上,该模块可有利于分切机的自动控制,装配、安装等工作执行。
分切机的硬件构造是制造分切机自动控制系统重要部分,而分切机的软件模块设计为分切机自动控制系统的工作提供了信息和运作方法。
3 分切机自动控制系统软件设计
分切机自动控制系统软件设计主要专注于伺服电机驱动的链条的位置控制方面。其中分切机自动控制系统的伺服电机驱动模块中最重要的功能是设定分切机自动控制系统中产生的输出脉冲最大的频率、起始的频率和设置设备所需脉冲数、设备加减速的时间。分切机自动控制系统启动后,当系统检测到了一个拨叉的指令,就执行一次物品分切的定位切割的过程,在切割的过程中PLC与PGU之间的数据通信主要依据FROM和TO指令完成,在PGU中给定分切数据通信的缓冲存储器,同时PLC中配置相应的继电器,将分切指令从PLC的数据存储区转送至PGU的数据设备中。在实际分切机构连续运行中,分切量大,分切机的3个卷轴的直径变化也较大,需要实时根据半径变化修正各个轴扭矩来保持分切机的恒张力,分切机在装完材料之后,首先PLC要通过输入每个轴卷的初始半径来计算该物品的扭矩,其次对物品进行逐层递减或递加的运算。最后利用下面的式子计算出在分割时各轴扭矩的变化数学模型:
ΔT=FΔR
(1)
式中,ΔT所表示的是分切机放卷轴每旋转一圈扭矩的减小值或剥离轴和余料收卷轴的增加值;F为分切机自动控制系统分别设定的三轴张力;ΔR所表示的是分切机各轴所对应材料的厚度。
分别在分切机放卷轴、收卷轴、余料收卷轴安装传感器,用于记录旋转的数,其中各个轴卷每旋转一圈它的扭矩增加或减少和它相对应的扭矩ΔT。为了实现分切速度的调节,采用了PLC模拟控制变频器来调节电机转速,在分切的过程中这个速度是可以随着时间的变化来调节的。分切机复卷机构控制是由横动机构控制和张力控制组成的,通过横动机构控制和张力控制的协同作用,分切完成后重新覆膜的预浸窄带需要根据所定的规律将其绕卷在机器的表面上,让它变为一种具有一定容量和形状的机械。利用下式给出分切机复卷机构预浸窄带卷绕成形规律的基本数学模型:
v1=πdknk
(3)
由公式(2)、(3)可得:
(4)
式中,α所表示的为分切机的复卷机构卷绕角;v1所代表的是卷曲运行的攻速;v2代表的是导纱在运行中的速度;h是轴和轴之间的距离;dk是物品缠绕的直径长度;nk为物品缠绕的转速。
通过公式(4)可以看出:要想实现分切机复卷机构轴向等螺距卷绕,必须使v2与nk的比值保持不变。复卷轴端装接近开关与控制单元的高速计数器比较相似,每当分切机复卷轴转动一次就会产生一个脉冲,由此可计算复卷轴的转速:
(5)
式中,t表示分切机复卷机构卷绕一圈的时间,即 PLC所记录的二次脉冲时间的间隔。由公式(4)、(5)可得:
(6)
在这里,导纱速度的精确性是通过分切机自动控制的伺服电机得以实现的。各个层次之间会产生粘连的现象,是因为该模块中所用的预浸料是有粘性的,为了避免这种现象的发生该系统应该使用PE膜隔离。PE膜表摩擦系数很小,向心力的产生是因为外层纱会对内层纱发出一种压力,该压力会使内层纱向轴向的两端延展,产生向外的压力,而当这种压力濒临一个阶点时,就产生了一种新的现象,称之为胀边。为了减小胀边对复卷造成的影响,应该采用塔形复卷,也就是随着复卷宽度的逐层减小,每层大部分会减少0.2~0.6 mm。使用PLC技术来计算复卷的每层缩进后宽度,通过分切机的复卷机构脉冲发射单元所发出的控制脉冲,来准确的控制横动机构的位移变化,最后实现塔形收卷的作用,复卷机构的复卷轴直径变化量受到导程的影响。当设置的导程越小并且卷绕时,预浸窄带部分会重叠,卷绕越密实,每层的半径变化就越大。因此,不能使用这种分切机构的扭矩逐层递减或者递增的模式,需要实际测量它的半径。分切机复卷轴匀速旋转时,根据扭矩平衡公式:
FfRf-Tf=βnk
(7)
(8)
则分切机复卷轴静态动力方程为:
(9)
式中,Ff表示的是分切机自动控制系统设定的复卷张力;Rf为控制转矩;β为分切机摩擦的阻尼系数;v所表示的为分切速度。通过式(9)可知,通过Tf+βnk与vt的比值恒定来实现分切机自动控制。分切机自动控制系统软件实现流程图如下图4所示。

图4 软件实现流程图
4 测试与验证
为了证明本文提出的基于PLC技术的分切机自动控制系统设计需要进行一次实验,利用Visual 2010+Open CV 2.4.9软件平台搭建分切机自动控制系统设计实验平台,实验选取某工业自动化公司提供的分切机控制系统,该系统分切宽度为50~1 300 mm,张力设定范围为5~50 kg,放卷电机功率为22 kW。
分切机气胀滑差轴中的张力测量装置的工作原理是:把分切机的自动控制系统中的触摸屏模块设定成调试的状态,通过在分切机的触摸屏中给出一个电气比例阀的给定值,然后对应在触摸屏上面显示的分切机的电气比例阀中输出气压的量为一斤每平方厘米,把通过对应变频器计算出来的压力值通过该系统的传送机构输送给电气比例阀,伺服驱动机构控制传送机构将调压完毕的气体传送到分切机滑差轴中的气囊装置,然后再将气体传送给纸芯,使用PLC定位模块来启动分切机的电机,是电机按照规定速度加以转动,纸芯将带动固定带旋转拉紧,当滑差键和滑差环的摩擦力小于或者等于纸芯外径力矩和产生的拉力时,滑差部件就会发成打滑的现象,通过计算弹簧秤上的数值与纸芯外半径的乘积就可以得到摩擦力矩。利用下述给出自动控制系统气胀滑差轴张力测量装置调试状态下以及工作状态下的测定数值列表,如表2和表3所示。
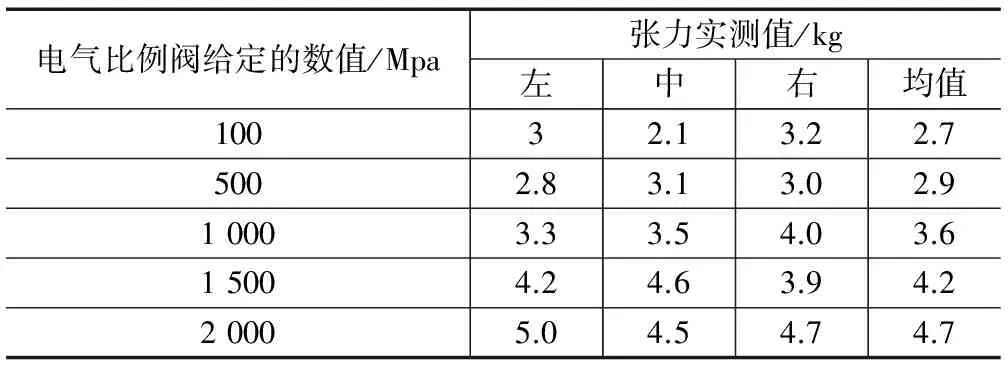
表2 张力测定数值列表(调试状态下)
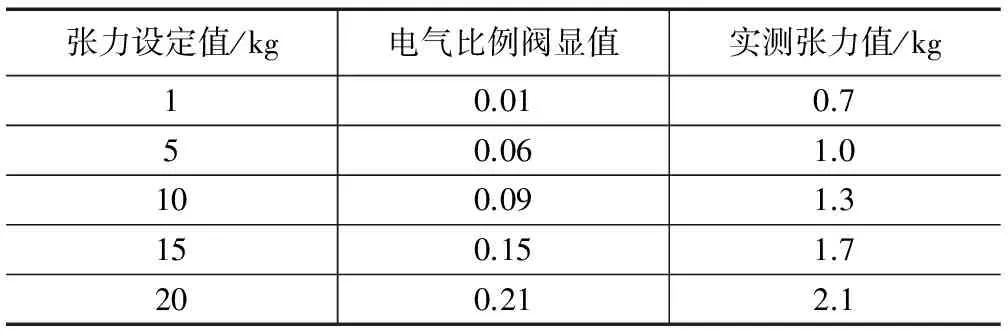
表3 张力验证数值列表(工作状态下)
分析表2、表3可知,在调试状态下时对张力的特性和实测张力的数值进行比较,通过比较可知,电气比例阀数值随张力给定值的增大而增大,且变化趋势和实测张力的数值相似,通过比较可知每个滑差轴中的张力特性是接近的,把张力特性输入程序张力特性的曲线会得到精确的张力特性表达轴,主要在于本文方法设计的分切机自动控制系统通过FROM和TO指令确定分切时各轴的扭矩,得以实现分切机复卷机构预浸窄带复卷的恒张力。在工作状态下通过伺服驱动调试后的张力值与变频器设定的张力值进行分析比较,实测张力值明显低于张力设定值。由此可见,本文设计的分切机自动控制系统控制性能优越。
分别采用本文方法、文献[7]方法和文献[9]方法进行分切机自动控制实验。将3种不同方法进行回旋切割机构控制的控制响应性(%)对比,对比结果用图5进行表示。
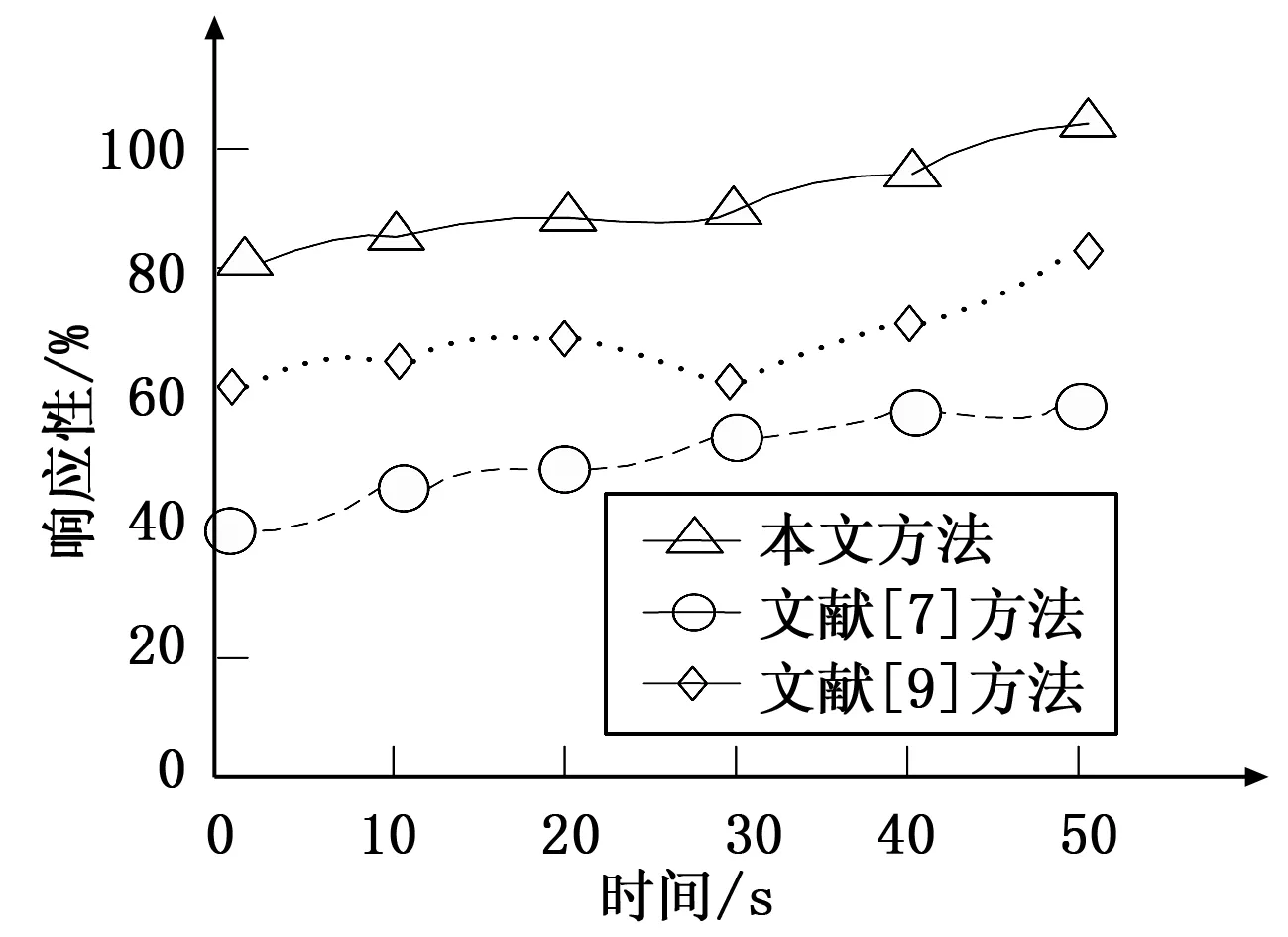
图5 不同方法回旋切割机构控制响应性对比
从图5中可以分析得出,利用本文方法相应的自动控制的响应性要优于文献[7]和文献[9]方法进行回旋切割机控制的控制响应性。这主要是因为本文方法采用的是三菱FR-E540-5.5K-CH型的变频器,该设备的分切机调速是通过配备电位器的旋钮和手动的控制方式来实现的,从而保障了本系统自动化控制程度高,数据实时处理能力强。
分别采用本文方法、文献[7]方法和文献[9]方法进行分切机自动控制实验。将3种不同方法进行回旋切割控制的控制稳定性(%)对比,对比结果用图6进行表示。
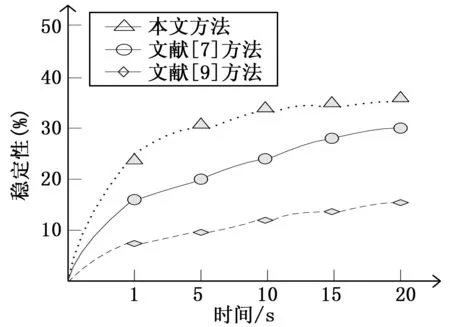
图6 不同方法回旋切割机构控制稳定性对比
从图6中可以分析得出,本文方法相应的控制稳定性要优于文献[7]和文献[9]方法进行回旋切割控制的稳定性。这主要是因为利用本文方法设计的分切机自动控制系统依据FROM和TO指令确定分切时各轴的扭矩,分析分切机预浸窄带卷绕成形规律,由此实现了分切机复卷机构预浸窄带复卷的恒张力,由此保障了本系统自动化控制设备控制稳定性。
5 结束语
运用当前方法进行分切机自动控制时,存在分切机力度控制差、精准度低等问题。为此,提出一种基于PLC技术的分切机自动控制系统设计方法。仿真实验证明,所提方法精准度高、控制力好、系统控制响应性高,具有极高实践价值,为将来分切机自动控制系统设计提供帮助。
[1]鲍泳林,陈 洪.基于Delphi7.0和FX2N PLC的自动控制液压试验系统研制[J].计算机测量与控制,2015,23(6):2041-2044.
[2]邵晓娟.变频器和PLC技术在四辊轴交流传动控制系统中的应用[J].电子设计工程,2016,24(16):92-94.
[3]蔡红梅.DDF炉自动恒温控制系统设计与实现[J].科技通报,2015,31(12):58-60.
[4]贾永刚,程志勇,郭 锐,等.配网导线自动清洗机器人嵌入式控制系统设计与实验研究[J].科学技术与工程,2016,16(7):220-224.
[5]张 智,李佳桐,邹盛涛,等.舰载机自动着舰模糊控制系统设计[J].计算机仿真,2015,32(9):75-79.
[6]刘 清,牛剑峰,时统军.综采工作面矸石自动充填捣实控制系统设计[J].煤炭科学技术,2015,43(11):111-115.
[7]周 望,韩相奎,刘海燕,等.中小型污水处理厂自动控制系统及其节能降耗效能[J].工业水处理,2015,35(2):106-108.
[8]董素玲.基于模糊控制的煤矿主井通风机不停风倒机自动控制系统设计[J].工矿自动化,2015,41(9):39-43.
[9]姜 磊.卷染机自动控制系统的改造设计[J].纺织学报,2015,36(3):121-127.
[10]王桂梅,张立鹏.基于组态技术的采煤机自动控制系统设计[J].煤炭技术,2015,34(9):242-43.
猜你喜欢
ELLE世界时装之苑(2023年1期)2023-05-30 10:48:04
中国造纸(2022年9期)2022-11-25 02:20:34
中国造纸(2022年8期)2022-11-24 09:43:38
生活用纸(2020年9期)2020-09-07 11:40:18
电脑报(2020年16期)2020-06-30 17:06:29
学生天地(2020年19期)2020-06-01 02:11:32
装备制造技术(2019年12期)2019-12-25 03:06:36
知识就是力量(2018年7期)2018-07-11 06:39:56
红岩(2017年6期)2017-11-28 08:06:49
河南科技(2014年12期)2014-02-27 14:10:32