基于PLC的物料机械手送料控制系统设计与应用
2018-01-30 10:51武鹏飞
机械管理开发 2018年1期
武鹏飞
(阳泉煤业集团七元煤业有限责任公司,山西阳泉045000)
引言
目前,机械手被广泛应用于汽车制造、冶金和轻工等多个先进制造领域。机械手可搬运和分拣物品,代替人进行繁重的劳动,实现生产的机械和自动化,且能在一些有害和危险环境下作业。机械手的执行机构一般以压缩空气为介质,结构简单、重量轻便,尤其是对周围环境没有任何污染,因此本文设计的机械手采用空气作为介质,并采用西门子S7-200系列的PLC来实现对气动机械手的控制。

图2 气动送料系统工作原理
1 送料控制系统
如下图1所示,该系统由真空吸盘、带动真空吸盘升降的升降气缸、水平行动送料板、带动送料板水平位移的水平运动气缸和带动送料板做升降运动的升降电机,以及若干检测气缸到位和送料板到位的传感器构成。
气动送料系统的工作原理如下图2所示。
由于本设计是应用在实际工程项目中,考虑到客户需求、资金成本等各方面因素,最后选择了西门子S7-200的CUP和西门子触摸屏的控制方式来实现[1],如图3所示。
本设计的气动送料系统主要由西门子S7-200PLC控制单元、欧姆龙光电开关、限位开关、辊道电动机驱动、气缸电磁阀和触摸屏界面等组成。其中PLC是控制系统的“大脑”,整个系统由PLC控制完成全部气动送料系统的自动控制。
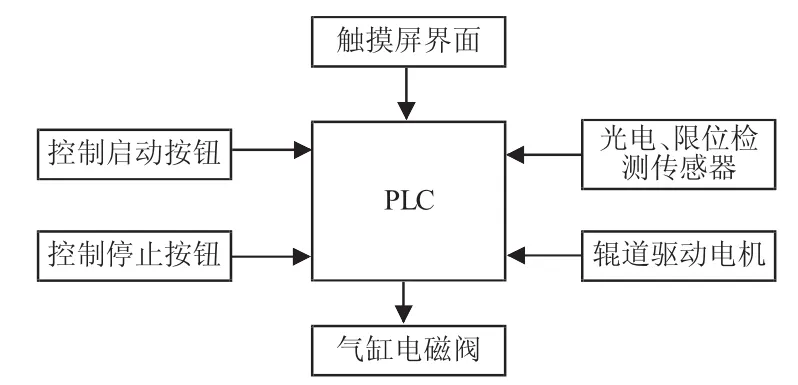
图3 系统控制方案结构示意图
2 硬件系统设计
通过输入的PLC程序,CPU对整个系统进行控制,CUP也可接受从触摸屏输入的各种指令要求来完成一系列制定动作。CPU是整个送料气动机械系统的中枢,因此选取合适的CPU是整个系统能够顺利完成的关键,要保证CPU有效的可靠性、维护方便及最佳性价比。首先要先根据工艺对全系统I/O点数进行精确计算,并且为后续系统的改扩建留有余量,使得所设计系统有一定的可改造性,同时也方便后续工程师调试阶段临时增加相关点数。由此,本文采用西门子S7-200的262CPU主机,及16个I/O的扩展模块PLC的I/O分配表如下页表1所示。
PLC的主要控制流程如下:当整个系统上电后,在送料板中有料的状态下,工作人员按下气动按钮(I0.0),Q0.4输出信号控制气缸左移至左限位处,Q0.2输出信号控制吸盘上移至上限位处,上述几点准备就绪后,Q0.6控制电机上至上限位处,Q0.3控制吸盘下降,Q1.1控制吸盘吸气产生真空,抓取物料;Q0.4控制使物料又移动至限位处,Q0.3输出,Q1.1释放,物料放置到打标辊道处,延时一段时间与此同时Q1.0定位完成,Q0.1、Q0.0同时动作将物料送至打标区域完成打标,打标完成后,所有区域检测开关都检测无料后,在PLC控制下都恢复初始位置等待下一次无料的到来,如此循环往复,完成每次打标任务[2]。

表1 I/O分配表
3 软件系统设计
气动机械手送料控制程序的编写依据是根据系统的工艺流程而来,由系统流程图如图4所示,编写相应的PLC梯形图,合理优化的分配I/O端口、内部寄存器、定时器等。
如图5所示是气动机械手控制系统的部分梯形图。首先,送料板中安装有光电感应传感器,送料板中有料时,光电开关检测有无物料,无料时料板下降到下限位置等待物料到来;有料时料板托举物料上升至上限位,通过限位开关控制料板的运动状态,上升结束后,PLC控制下降气缸至物料处由吸盘吸取物料,吸取完成后将物料送至打标辊道上,此时,PLC控制气缸将吸盘放置在打标辊道上,PLC控制辊道电机将物料运输至达标区域完成打标[4]。
4 结语
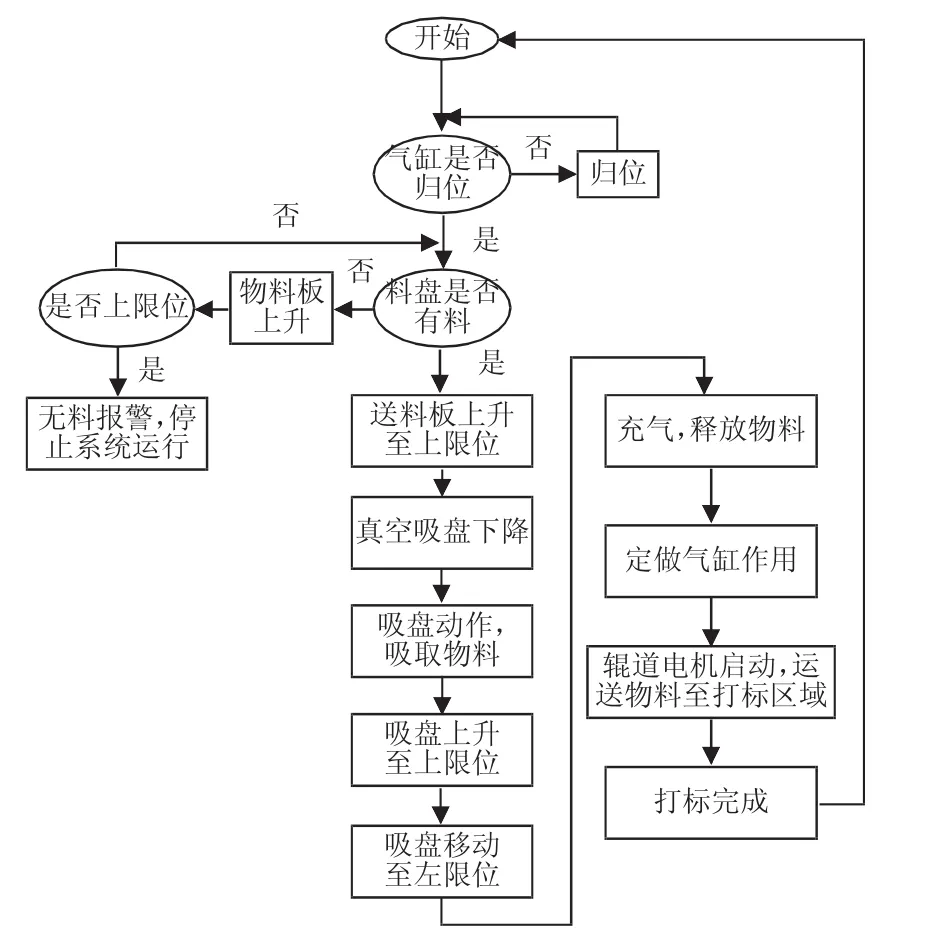
图4 气动机械手送料控制程序流程图

图5 气动机械手控制系统梯形图
本文设计的气动机械手送料控制系统采用PLC控制,以空气为介质驱动相应物件,实现了对平整物料快速可靠的抓取送料,结构简单,成本低廉,在某项目中得到了较好应用,经现场调试使用以后,该系统运行稳定,状态良好,有效提高了购买厂家的生产效率。
[1]廖常初,西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社出版,2008.
[2]廖常初,PLC编程及应用:第4版[M].北京:机械工业出版社出版,2014.
[3]钟肇燊,可编程控制器原理及应用:第2版[M].广州:华南理工大学出版社,2016.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2018年11期)2018-11-23
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
能源(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
通信电源技术(2016年1期)2016-04-16
自动化博览(2014年12期)2014-02-28