
基于风险分析的常压储罐完整性管理方法
2018-01-29 06:29,,,,
石油化工设备 2018年1期
, , , ,
(1.中国石油 独山子石化分公司 a.研究院压力容器所; b.机动设备处, 新疆 独山子 833699;2.中国特种设备检测研究院, 北京 100029)
常压储罐的安全管理大致可分为事故管理、周期性管理、风险管理和完整性管理这4个阶段。目前,我国大部分石化企业对储罐的安全管理仍处于周期性管理模式,即在一定周期内对储罐进行开罐或不开罐的定期检验。由于没有统一的安全技术规范,各企业在进行储罐安全管理中容易出现管理的随机性和盲目性。在储罐检测中,目前主要采用离线检测技术,如宏观检查、测厚、表面缺陷检测、埋藏缺陷检测、真空试漏等,需要经过停车、置换、清洗、表面处理、检验和恢复等一系列过程。整个检维修过程耗时长、工作量大、成本高,检维修容易造成过度检修或检验量不足,而且所采取的检验方法检验有效性差。
随着基于风险的检验(Risk Based Inspection,RBI)技术在国内的开展[1-4]、相关标准的逐步完善[5],一些企业开始试点对常压储罐进行RBI检验[6-8]。从2006年开始,独山子石化作为中石油RBI应用的首批试点单位,开始在炼油装置、乙烯装置进行应用,目前已在大型成套装置100万t/a乙烯装置、1 000万t/a蒸馏装置、200万t/a加氢裂化装置以及120万t/a焦化装置等10余套装置进行了RBI应用,效果较好。
在储罐检测方面,从2013年开始,对全公司范围内的储罐进行了RBI风险评估。RBI技术在储罐检验的应用解决了过度检修或检验量不足、检验有效性差的问题,然而RBI的评价侧重于设备本体的腐蚀、风险控制,对于设备附属设施的评价不够,所以常压储罐管理模式需要由周期性维修管理模式阶段逐步提升到风险预测的完整性管理模式阶段,即通过对系统的历史数据的全面分析,包含罐体、基础、腐蚀、附属设施、日常检维护、管理制度、事故处理与预防等,综合预测未来的变化和发展趋势,从而采取全面针对性的防范措施,保证常压储罐合理检验、安全运行。
1 储罐完整性评价方案构架
储罐的完整性管理主要是通过各种检测评价技术对可能使系统失效的因素进行检测检验,根据检测结果对目前的状态进行评估,最终达到减少和预防事故的目的,其核心内容是储罐的风险评估和剩余寿命评价。
储罐的完整性管理是一个持续不断的改进过程,是对所有影响储罐完整性的因素进行综合、一体化的评价过程,包括以下几个方面内容:①建立储罐系统的信息数据库。②进行风险评估和安全评价,了解事故发生的可能性和将导致的后果,制定预防和应急措施。③制定储罐系统各组成要素的检测评价方法,定期进行检测与运行适宜性评价,达到动态评价的目的。④采取完整性管理的措施,保证储罐处于适用状态。⑤健全相关程序文件,培训人员,不断提高人员管理水平。⑥健全储罐应急处置措施和管理决策内容,提高储罐应急管理水平。
针对常压储罐周期性维修管理模式所造成的风险识别不足、检修过度和不足、检修方法不恰当等问题,结合近年来基于风险的检验与管理方法,总结出了常压储罐完整性评价管理方法,主要包括基础数据、罐体评价、辅助设备评价和管理支持这四方面的内容,详见图1。
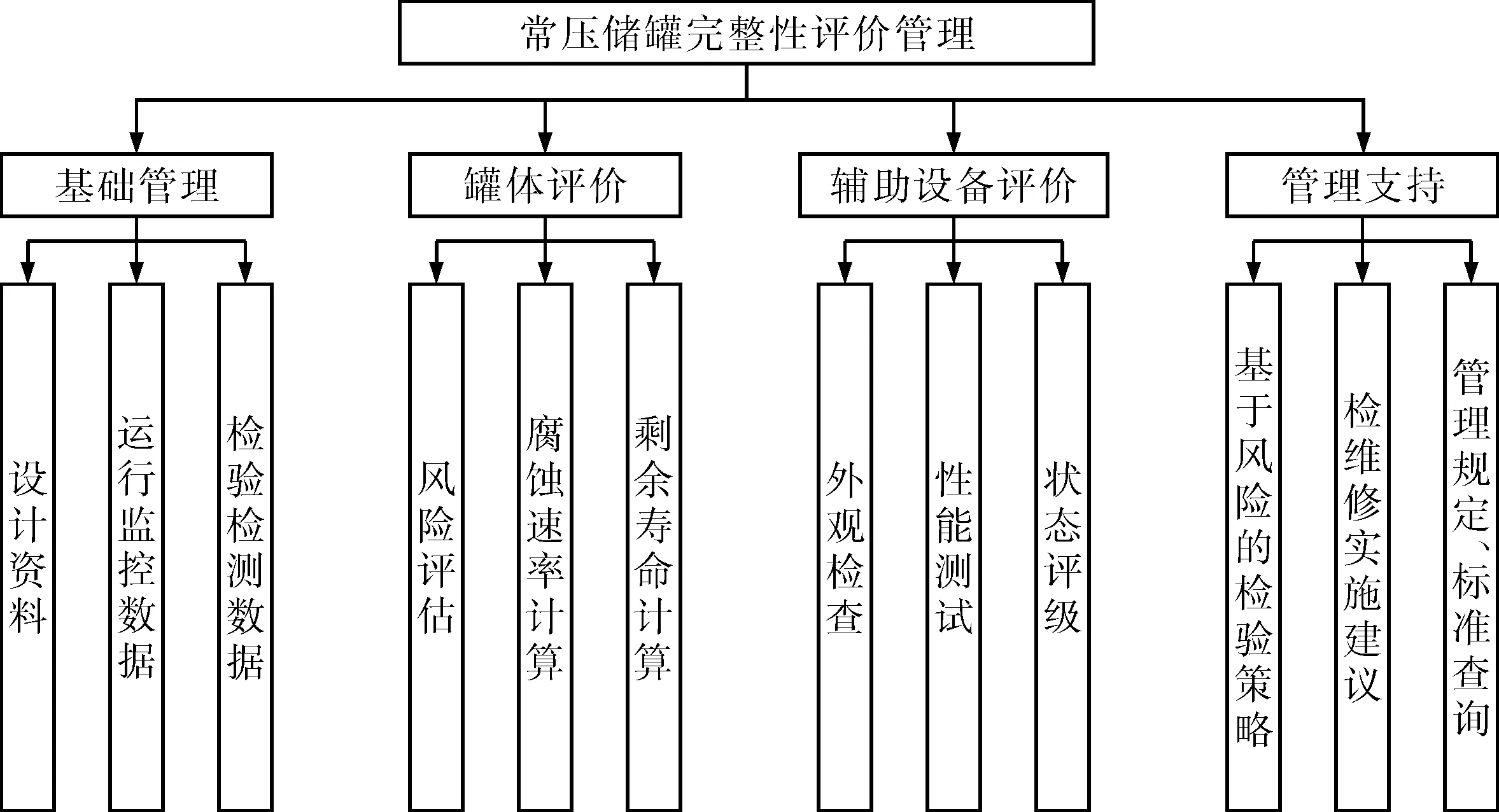
图1 常压储罐完整性评价方案
2 储罐完整性评价管理系统建立与应用
2.1 完整性评价管理系统建立
完整性管理体系包含运行状态基础数据库、实时完整性评价系统、管理决策系统及管理支持系统等,各系统模块的功能根据国家、行业标准规范要求、企业相关管理规定、符合实际的通行的评价方法等建立,各系统实现不同的功能。
2.1.1运行状态基础数据库
运行状态基础数据库主要包括储罐及辅助设备的设计、施工原始资料,储罐运行数据,工艺分析数据,历史检验检测数据,维修改造资料,报废和归属地变更信息以及各标准规范和公司管理规定文档等,其作用主要是为其他三大功能模块提供底层数据支持,并实现数据存储和各流程日志的保存。
2.1.2实时完整性评价系统
将由运行状态基础数据库收集到的各设备项数据与信息,导入实时完整性评价系统分别进行风险计算与使用状态评价,获得各设备项状态等级和储罐完整性评价等级。
2.1.3管理支持系统
根据实时完整性评价系统输出的结果,结合基于风险的检验策略制定规则和公司相关管理规定,对不同完整性评价等级的储罐及其各设备提供相应的管理、检验、检测、维修等建议,并能通过管理支持系统显示或提示相关管理人员和领导进行相应的操作。
2.1.4管理决策系统
领导决策系统通过分级管理方法,对不同完整性等级的储罐及其各状态等级的设备确立相应的管理、检验、检测、维修等办法及措施,并将检验、检测及维修过程和结果以日志和新数据形式保存到运行状态基础数据库中。
2.2 完整性评价管理系统的应用
常压储罐的完整性评价是以常压储罐本体及其辅助设备的风险评估和危险源识别为核心,综合评定储罐系统的完整性等级,进而按照完整性等级确定储罐的检验维修周期,按照失效可能性选择有针对性的检测方法和检验策略,按照风险的大小确定日常维护、管理的重点,实现储罐的安全管理和长周期运行。
目前,国内外只有针对储罐本体进行定量风险评估的方法和标准,对于辅助设备没有统一、可执行的定量风险算法或标准规范,目前只能通过资料审查、宏观检查、试验与测量三方面对辅助设备进行检查和评价。因此,常压储罐完整性评价分为罐体风险评估和辅助设备评价两部分。
2.2.1常压储罐定量RBI分析与评估实施
从待检储罐中,按体积、介质、材质及投用年限等类别选取了10台储罐进行完整性评价。这10台储罐分布在炼油与化工装置,体积418 m3~10万m3,投用年限从使用55 a的老罐至使用8 a的新罐,基本代表了公司储罐的现状,10台常压储罐的风险也基本能代表公司常压储罐群的风险趋势,10台储罐的主要信息见表1。
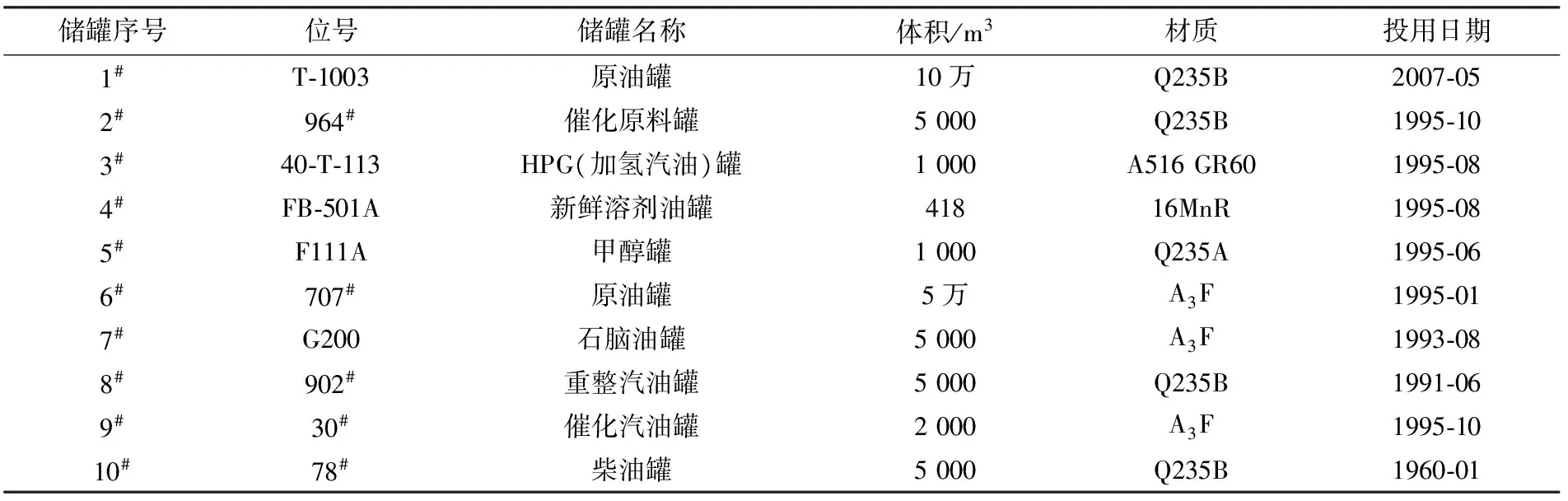
表1 10台待检储罐基本信息
10台储罐在投入运行中基本未进行过开罐检验,仅进行过定期的在线壁厚监测。定量风险评价按照API 581—2008《Risk-based Inspection Technology》[9]进行,得到的10台储罐壁板及底板风险分布情况见图2和图3。
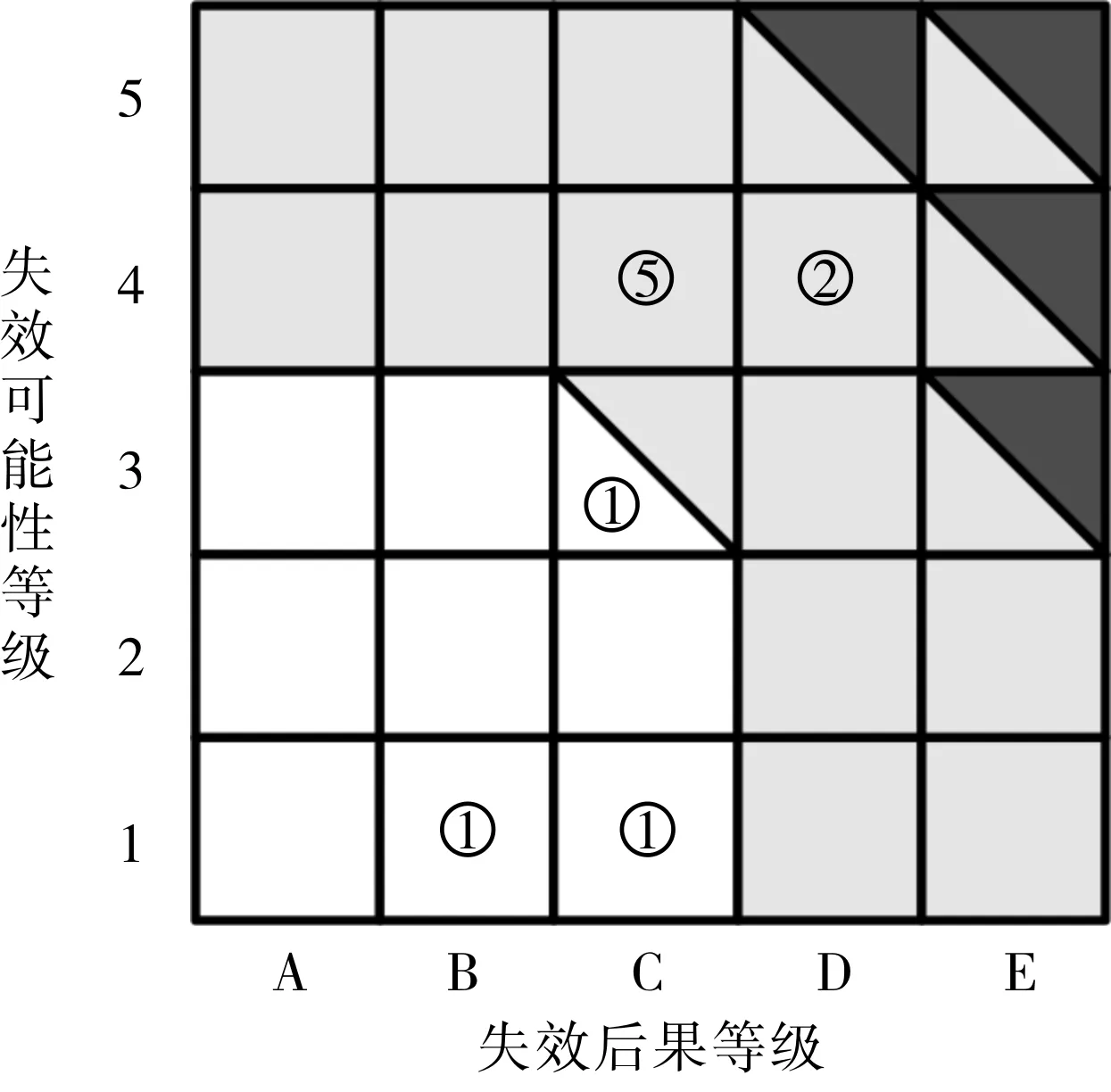
图2 10台待检储罐壁板定量风险分析矩阵图
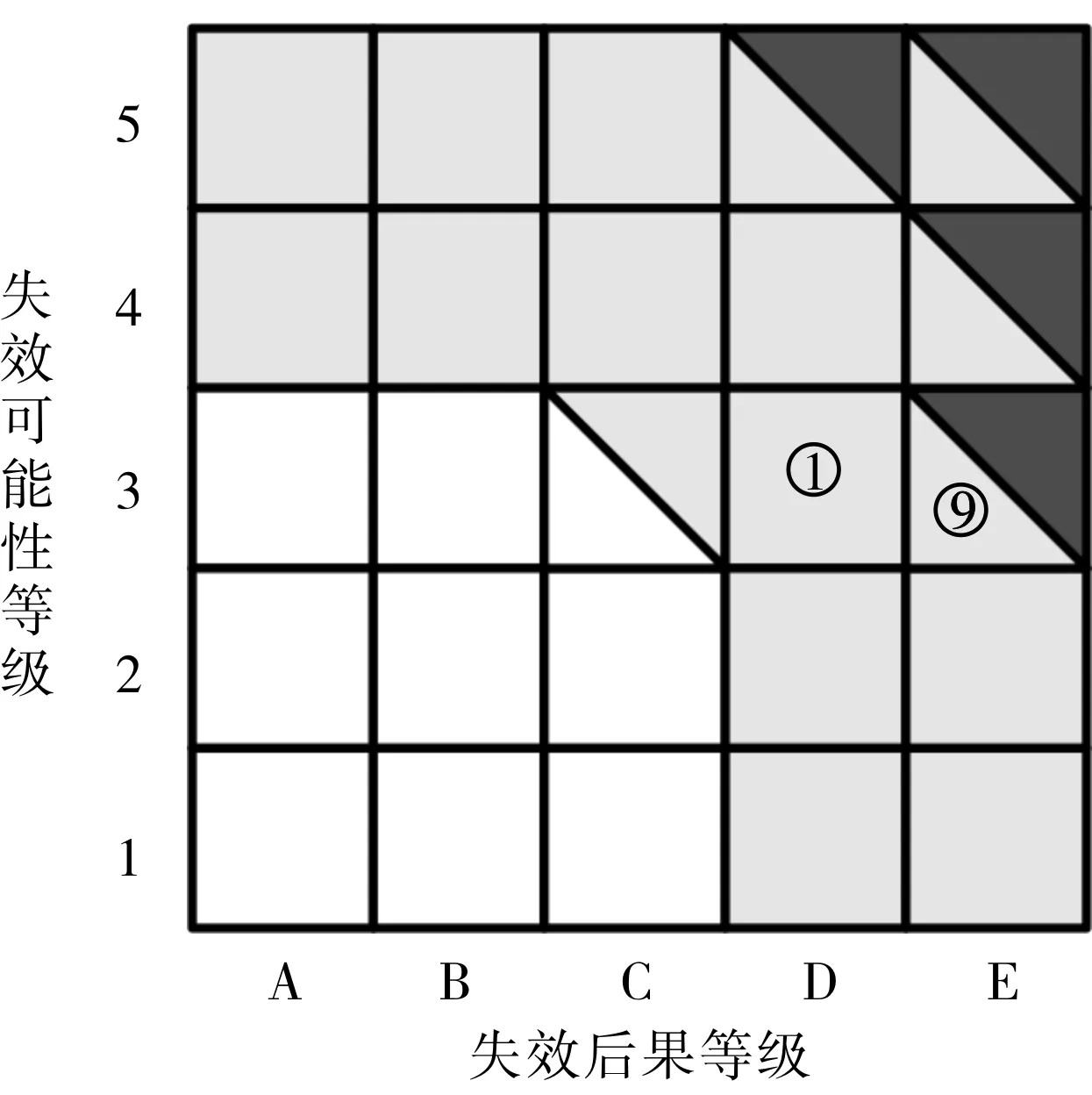
图3 10台待检储罐底板定量风险分析矩阵图
分别对每一台储罐的壁板和底板进行风险评估,并根据风险情况得到建议的检验时间,结果见表2和表3。
表2中,*表示在本次评检周期之内,储罐是不需要检验的。

表2 2013年10台储罐壁板风险评估结果

表3 2013年10台储罐底板风险评估结果
对于投用时间较长的常压储罐,可能存在储罐设计文件、安装文件等资料缺失等情况,在实施RBI定量风险计算时,需要补充RBI计算所需的基础数据。补充方式尽量通过现场检测取得数据,如果现场条件不允许,可以参考同年代、同类型储罐的基础数据,对计算出的风险做出适当修正,在日后储罐检修过程中通过检测方法将数据补齐,进行风险的再评估。
2.2.2储罐辅助设备评价
检验机构负责对储罐的辅助设备进行相应资料的审核、现场宏观检查、实际测量和功能测试等。评价依据为公司根据储罐使用情况制定的基于完整性评价的常压储罐管理规定,检查主要从储罐基础检验及评价、密封系统检测及评价、阴极保护检测及评价、罐体防腐涂层检测及评价、呼吸阀检测及评价、防雷防静电设施检测及评价、液位计的检测及评价、测温仪表的检测及评价等8个方面进行,评价结果见表4。
安全附件及仪表日常的针对性维护风险基本处于低风险状态,对罐体涂层、阴极保护系统、基础等的评价须调查历次检测、检查报告,对于未进行检查的应该对风险进行调整。
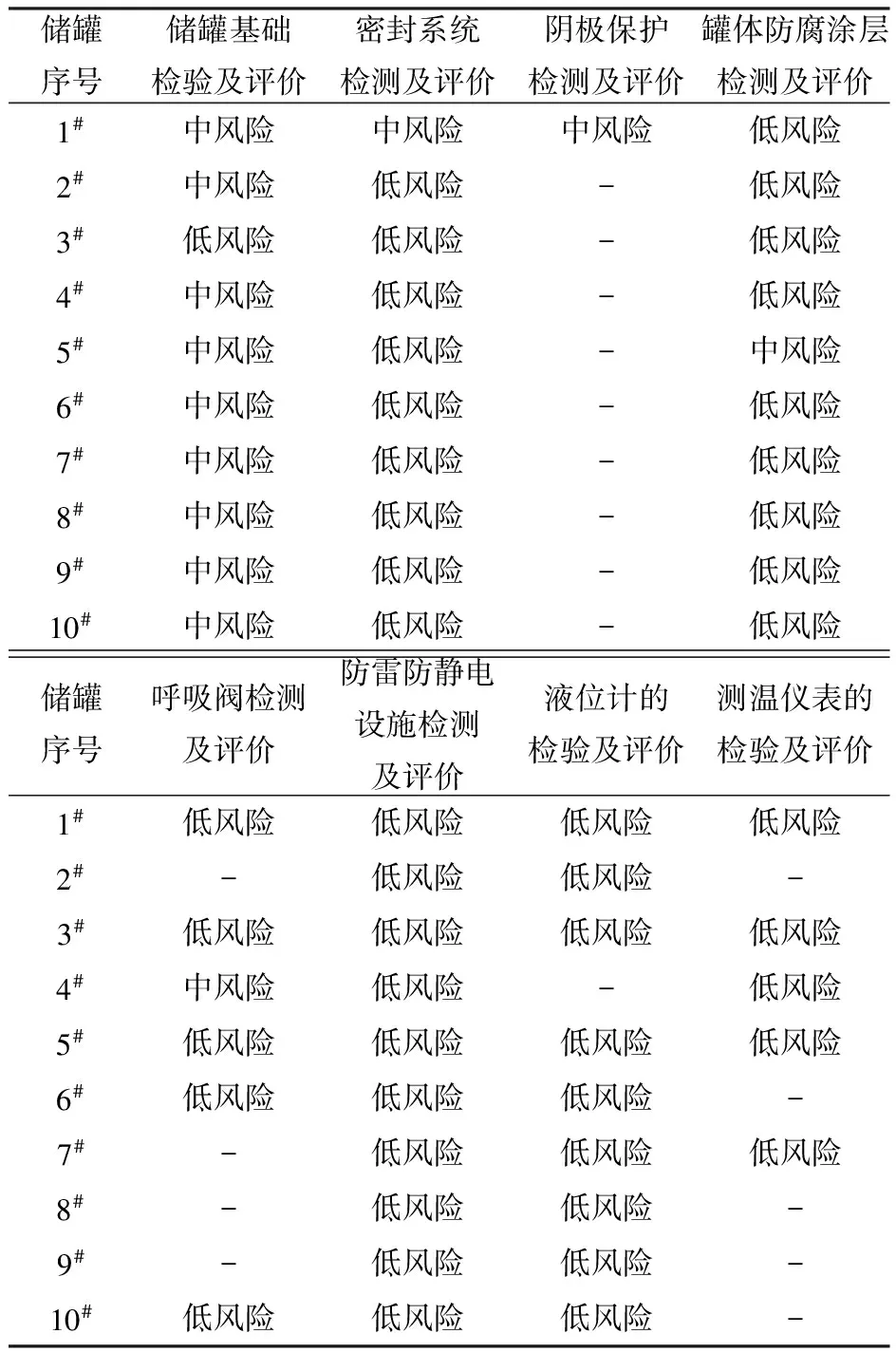
表4 2015年10台储罐辅助设备风险评估结果
2.2.3完整性评价结果
完整性评价结果由储罐的完整性等级、关键设备项和基于完整评价的检验策略三部分构成。储罐的完整性等级是由罐体风险等级和辅助设备风险等级组成。关键设备项是由决定储罐完整性等级的风险最高设备项决定的。基于完整评价的检验策略是根据完整评价过程中对罐体定量风险计算得到的建议检验周期和对辅助设备风险评价结果为中风险时需要检验的设备项综合考虑,制定检验计划,并分别给出储罐各设备项需要在何时进行检验。检验策略与管理办法的制定可根据各企业在储罐管理中的实际情况进行,也可参考一些国内外企业、研究单位在储罐检验方面的经验[10-16],使检测和管理方法有效地服务于储罐的完整性管理。
2015对10台常压储罐进行了完整性评价,结果如下。
(1)1#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板、基础、密封及阴极保护部分所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐可在2022年前按现有条件正常使用。②2022年之前进行底板、基础、密封、阴极保护的检验与评价。
(2)2#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板及基础部分所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或者爬壁检验,检验无问题的储罐可在2019年前按照现有的条件正常使用。②2019年之前,对其底板以及基础部分进行检验与评价。
(3)3#储罐 完整性等级评定为完好状态,决定完整性等级的零部件项目由底板来决定。建议的检验策略与管理办法:①可以按照现有的条件运行至2016年。②2016年前,进行底板的检验与评价。
(4)4#储罐 完整性等级评定为完好状态,决定完整性等级的零部件项目由底板、基础及呼吸阀所组成。建议的检验策略与管理办法:①可以按照现有的条件正常运行至2020年。②2020年之前进行底板、基础以及呼吸阀的检验与评价,并按期检验呼吸阀。
(5)5#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板、基础及罐体防腐所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐在2019年前可按现有条件正常使用。②2019年之前进行底板、基础及罐体防腐的检验与评价。
(6)6#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板及基础所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐在2021年前可按现有条件正常使用。②2021年之前进行底板及基础的检验与评价。
(7)7#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板及基础所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐在2018年前可按现有条件正常使用。②2018年之前进行底板及基础的检验与评价。
(8)8#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板及基础所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐在2020年前可按现有条件正常使用。②2020年之前进行底板及基础的检验与评价。
(9)9#储罐 完整性等级评定为待检状态,决定完整性等级的零部件项目由壁板、底板及基础所组成。建议的检验策略与管理办法:①2015年进行壁板超声波测厚检验或爬壁检验,检验无问题的储罐在2022年前可按现有条件正常使用。②2022年之前进行底板及基础的检验与评价。
(10)10#储罐 完整性等级评定为完好状态,决定完整性等级的零部件项目由底板及基础所组成。建议的检验策略与管理办法:①可按现有条件正常运行至2018年。②2018年之前,进行底板、基础的检验与评价。
3 结论
(1)常压储罐完整性评价结果是综合考量储罐本体与辅助设备的全方位评价方式,与单纯依靠风险评估定量分析的评价结果相比,完整性评价结果更加全面和可靠。
(2)完整性评价后得到的检验策略建议和处置措施更完善,能够详细到针对每一个设备项的具体检测方法或应对措施。在合规前提下,可将不同风险设备项尽可能安排在同一时间进行相应的有效性检验,以达到合理安排检验资源的目的。
[1] 陈学东,王冰,杨铁成,等.基于风险的检测(RBI)在中国石化企业的实践及若干问题讨论[J].压力容器,2004,21(8):39-45.
(CHEN Xue-dong,WANG Bing,YANG Tie-cheng,et al. Practice of RBI in Chinese Petrochemical Enterprises and Discussion about Its Several Questions[J].Pressure Vessel Technology,2004,21(8):39-45.)
[2] 胡华胜,王磊,傅如闻,等.基于 RBI 技术的化工装置压力管道风险评估与在线检验策略研究[J].中国安全生产科学技术,2014(6):171-175.
(HU Hua-sheng,WANG Lei,FU Ru-wen,et al. Research on Risk Assessment and On-stream Inspection Strategy of Pressure Pipelines in Chemical Plant Based on RBI Technology[J]. Journal of Safety Science and Technology,2014(6):171-175.)
[3] 马欣,付晓君,余景刚,等.RBI技术应用于 LNG 设备上的改进研究[J].中国安全生产科学技术,2015(4):107-111.
(MA Xin,FU Xiao-jun,YU Jing-gang,et al. Study on Improvement for Application of RBI Technology in LNG Equipment[J]. Journal of Safety Science and Technology,2015(4):107-111.)
[4] 陈庆娟,王三明.RBI技术在我国企业的应用研究与改进思考[J].中国安全生产科学技术,2012,8(6):191-196.
(CHEN Qing-juan,WANG San-ming. Research and Improvement on the Application of RBI Technology in Chinese Enterprise[J]. Journal of Safety Science and Technology,2012,8(6):191-196.)
[5] GB/T 30578—2014,常压储罐基于风险的检验及评价[S].
(GB/T 30578—2014,Risk-based Inspection and Evaluation for Atmospheric Pressure Storage Tanks[S].)
[6] 孙奎福,於孝春.基于RBI的储罐完整性风险评价[J].石油化工设备,2012,41(5):57-61.
(SUN Kui-fu,YU Xiao-chun. Integrity Risk Assessment of the Storage Tanks Base on the Risk-based Inspection[J]. Petro-chemical Equipment,2012,41(5):57-61.)
[7] 常光忠,施哲雄,蒋晓东,等.基于RBI方法的储罐风险评价技术研究与软件开发[J].腐蚀科学与防护技术,2009,21(3):343-346.
(CHANG Guang-zhong,SHI Zhe-xiong,JIANG Xiao-dong,et al. Study on Risk Assessment Technology and Software Development Based on RBI Method for Storage Tank[J]. Corrosion Science and Protection Technology,2009,21(3):343-346.)
[8] 张猛.基于RBI技术的储罐完整性风险评价研究[J].石油化工建设,2015,37(3):80-82.
(ZHANG Meng.Study of Integrity Risk Assessment of the Storage Tanks Base on the Risk-based Inspection[J]. Chemical Engineering Construction,2015,37(3):80-82.)
[9] API 581—2008,Risk-based Inspection Technology[S].
[10] 李佳润,李言涛,孙虎元.钢质原油储罐底板外壁的阴极保护[J].石油化工高等学校学报,2017,30(1):87-91.
(LI Jia-run,LI Yan-tao,SUN Hu-yuan. Cathodic Protection for External Side of Bottom Plate of Storage Tank[J]. Journal of Petrochemical Universities,2017,30(1):87-91.)
[11] 孟虎林,伦昌海,张红星,等.美国石油储罐泄漏检测技术现状论述[J].石油化工自动化,2017,53(1):7-10.
(MENG Hu-lin,LUN Chang-hai,ZHANG Hong-xing,et al. Discussion on Current Situation of Leakage Detection Technology for American Oil Storage Tank[J]. Automation in Petro-chemical Industry,2017,53(1):7-10.)
[12] 索杏兰.无损检测技术在原油储罐中的应用[J].安全、健康和环境,2017,17(1):9-12.
(SUO Xing-lan. Application of Nondestructive Testing Techniques for Crude Oil Tank[J]. Safety Environment Health,2017,17(1):9-12.)
[13] 杨涛,张璇,黄忠胜.立式储罐底板缺陷声学在线综合检测技术应用[J].管道技术与设备,2016(4):21-23.
(YANG Tao,ZHANG Xuan,HUANG Zhong-sheng. Vertical Tank Bottom Line Integrated Acoustic Defect Detection Technology Research and Application[J]. Pipeline Technique and Equipment,2016(4):21-23.)
[14] 马洲.基于声发射检测的液化石油气储罐全寿命定期检验[J].石化技术,2016,23(3):123,120.
(MA Zhou. Life Cycle Regular Detection for LPG Storage Tank Based on Acoustic Emission[J]. Petrochemical Industry Technology, 2016,23(3):123,120.)
[15] 赵彦修,项军杰,王十,等.大型常压储罐在用检验技术与策略[J].中国特种设备安全,2014,30(6):29-33.
(ZHAO Yan-xiu,XIANG Jun-jie,WANG Shi,et al. The Inspection Techniques and Strategies of the Active Atmospheric Storage Tank[J]. China Special Equipment Safety, 2014,30(6):29-33.)
[16] 王勇,王晓霖,赵巍.原油储罐全面检查规程研究[J].安全、健康和环境,2016,16(3):78-80.
(WANG Yong,WANG Xiao-lin,ZHAO Wei. Study on Detailed Visual Inspection for Crude Oil Tanks[J]. Safety Environment Health,2016,16(3):78-80.)
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
化工管理(2021年7期)2021-05-13
云南化工(2020年11期)2021-01-14
民用飞机设计与研究(2020年1期)2020-05-21
新疆有色金属(2019年5期)2020-01-07
中国生物医学工程学报(2019年4期)2019-07-16
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
中国音乐教育(2017年4期)2017-05-20
