
基于DEFORM 3D的双旋转毂式矫直机数值模拟研究
2018-01-24 11:20秦野秋孙东明王立铮
机电工程 2018年1期
秦野秋,孙东明,王立铮
(昆明理工大学 机电工程学院,云南 昆明 650500)
0 引 言
导电棒在电解过程中起导线及承载作用,使用弯曲的导电棒,导电棒与电解槽的接触方式会由线接触变为点接触,对电解效率产生很大的影响。弯曲的导电棒在电解槽上排布后,会造成阴极板和阳极板之间的距离不均匀甚至会造成短路,对车间的电路以及工人的安全问题会造成严重的影响,所以导电棒再次使用前必须进行矫直。转毂式斜辊矫直机是一种新型的矫直装置,相对一般的矫直机,转毂的直径更大,使转毂内辊子围着导电棒旋转时会产生离心力,此离心力有时比矫直力还要大,对矫直机的辊轴、轴承、压紧螺栓会造成冲击[1]。Rudolf Bruhl等[2]通过研究旋转矫直机实现了对线材的矫直,对线材性能受矫直工艺的影响情况进行了主要分析,发现矫直后的被矫件强度明显降低、延伸率增大并且抗拉强度下降大约5%左右。东北大学的崔甫教授完成了国内首本有关矫直理论的书籍,并且研制出了矫直F200复合转毂式高精度棒材矫直机[3]。西安重型机械研究所设计、国营江山机器厂制造的型号GGJ高精度铜管矫直机,其矫直精度已超过了美国AETNA公司所保证的0.3的直线度,达到了0.08~0.25[4]。
本研究利用有限元分析软件Deform 3D进行模拟仿真,以矫直过程中导电棒的等效应力分布和矫后导电棒平直度为分析依据,分别研究转毂的旋向、拉料速度差对矫直效果的影响。
1 Deform 3D有限元模型的建立
转毂式矫直机,最主要的是它可以通过旋转反弯矫直使存在多方向弯曲的棒材达到理想的平直度;在矫直效率上,它比压力矫直机提高了很多。转毂式矫直机主要是通过转毂内的矫直工具使其绕工件旋转,从而使工件在前进过程中矫直。
本研究所采用的矫直机为双向旋转转毂式矫直机,是将滚动模转毂式矫直机内的孔模换成斜辊,并且在转毂内按照倾斜交错的方式来布置,同时让斜辊的转向相反,就可以转化为双向旋转转毂式矫直机。双向旋转转毂式矫直机的工作原理主要是通过让圆材在夹送辊的作用下通过两个转向相反的转毂从而来达到矫直。
双向旋转转毂式矫直机的工作原理图如图1所示。

图1 双向旋转转毂式矫直机工作原理图1—送料辊;2—皮带轮;3,4—转毂;5—皮带轮;6—出料辊;7—工件
1.1 矫直速度的计算选取
矫直速度是指在矫直过程中导电棒在矫直机内的前进速度,矫直速度过快会影响矫直质量和矫直工作的稳定性,矫直速度过慢则会影响矫直效率,设定合理的矫直速度对矫直精度和效率有很大的影响。在转毂式矫直机中,送料辊的作用为实现定、咬入、初矫,出料辊的作用为实现定心和导出,则其他的斜辊作用主要是使每个截面可以获得足够的塑性变形和矫直所需的反弯变形。在单位时间内导电棒可以达到的最长塑性变形区为(I-2)Jdn/(2×60),则矫直速度的最大值为:
(1)
式中:Jd—等曲率塑性变形区长度;n—转毂转速;I—斜辊的数量。
在实际矫直过程中,为了保证进给导程和等效塑性区长度之间的关系t (2) 式中:k—影响系数,k=3;p—辊距。 矫直速度是影响矫直质量的重要因素,在矫直辊数和等曲率塑性变形区确定的情况下,矫直速度的直接影响因素为转毂转速。 常见转毂转速如表1所示。 表1 常见转毂转速 表1给出的转毂速度可以作为设计参考。在I和Jd都确定的情况下,要想提高矫直速度,则必须提高转毂转速,但不能盲目提高转毂转速,必须考虑到矫直机的结构和尺寸以及运转是否会发生偏心。根据表1所提供的转毂转速,可以结合公式(2)得到,导电棒的直径为36 mm,矫直工具为斜辊,则转毂的转速小于350v/r·min-1,将转速值带入公式(2),可以得到在矫直过程中的最大值为150 m/min。根据工厂实际情况,初定的矫直速度为30 m/min。 利用DEFORM 3D软件分析电镍导电棒的矫直过程,主要为了研究导电棒在矫直过程中的应力应变变化情况,则需对双旋转毂式矫直机进行模型简化。本研究在矫直过程中以导电棒为研究对象,与导电棒接触的矫直机零部件对导电棒进行矫直作用,所以在简化模型中需要设置送料辊、斜辊、出料辊,然后根据设计的矫直参数对导电棒、斜辊、送料-出料辊进行位置固定。因为DEFORM不能建立三维的几何模型,则通过SolidWorks建立三维模型,并按照矫直参数装配在一起,然后转化为STL格式导入DEFORM软件中。双旋转毂式矫直机的简化模型如图2所示。 图2 双旋转毂式矫直机简化模型 为了达到与实际情况尽可能接近,实际矫直过程中导电棒是人为送进矫直机,则在简化模型布置中需要让电镍导电棒与送料辊有一段接触,从而实现预作用。为了让导电棒在矫直前后效果有明显对比,现统一设置矫前导电棒平直度为15 mm/m。 网格划分的方法基本分为两种:第一种为映射法(结构化方法),首先将需要划分网格的区域分解成为比较规则的子域,例如四边形或者三角形,然后在每个子域上算出各边的节点数量,依次生成与子域形状相似的单元。这种方法较为复杂,且网格质量不高。第二种方法为非结构化的方法,可以自动生成各个位置的网格,适用范围比较广。一般采用第二种。网格划分的越细,计算的结果越精确,计算所需要的时间也越长[5-6]。 本研究根据导电棒的性质对其进行划分网格,将Number of Elements设置为150 000,即将导电棒划分为150 000个单元进行分散计算,同将Size Ratio设置为0.05,即将导电棒中容易发生严重弯曲的部位进行局部细化,网格比调整为0.05。 本研究中主要涉及到的接触关系有导电棒和8个平辊的接触,导电棒与4个斜辊的接触,总共12个接触关系。DEFORM系统提供的接触关系主要有3中,分别为剪摩擦(Shear)、库伦摩擦(Coulomb)、混合摩擦(Hybrid)[7]。本研究所定义的导电棒与平辊之间的摩擦、导电棒与斜辊之间的摩擦均为剪摩擦,但是导电棒与平辊之间的接触和导电棒与斜辊之间的接触面积、方式不同,根据材料属性和相关文献,设置导电棒与平辊之间的摩擦系数为0.12,导电棒与斜辊之间的摩擦系数为0.05[8]。 本研究设立2组转毂转向不同的矫直模型,第一组是两个转毂转向相同(统一将转毂转向设置为正),第二组为两个转毂转向相反(第一对转毂转向设置为正,第二组转毂转向设置为负),其余参数均设置相同。 本研究在相同条件下对单旋转毂式矫直机和双旋转毂式矫直机进行了导电棒矫直模拟仿真,仿真过程中如图3、图4所示。 图3 单旋转毂式矫直导电棒应力分布情况 图4 双旋转毂式矫直导电棒应力分布情况 本研究选取导电棒刚好经过两个转毂的节点来分析。单旋转毂式矫直机在此时刻受到的最小应力为0.009 39 MPa,受到的最大应力为484 MPa,面对小变形的弯曲,导电棒并未受到合适的应力。而双旋转毂式矫直机在同一时刻所受到的最小应力为20.2 MPa,受到的最大应力为524 MPa,在应力分布图中可以明显看到,导电棒受到了比较明显的应力变化。在以上两图中,可以轻易发现,双旋转毂式矫直机在矫直过程中使导电棒受到了比较均匀的应力变化,并且较为全面的对导电棒进行了应力覆盖。 为了更方便地对导电棒的矫后平直度进行分析,现在本研究平均地在导电棒上标识10个点,先获得这10个点的坐标,从而用线性回归法获得线性回归图得到矫后导电棒的平直度。两种不同转毂转向分布的线性回归图如图5、图6所示。 图5 单旋转毂式矫直导电棒节点分布图 图6 双旋转毂式矫直导电棒节点分布图 根据图5、图6,按比例的原则可以计算出单旋转毂式矫直机和双旋转毂式矫直机下导电棒矫后的平直度,计算结果如下: 单旋:A1=5.89 mm/1.363 m=4.32 mm/m; 双旋:A2=3.54 mm/1.358 m=2.60 mm/m。 从上面结果可知:两种不同旋向的矫直机相比,双旋转毂式矫直机比单旋转毂式矫直机在矫直小变形弯曲方面有更好的效果。 送料速度指的是导电棒在矫直过程中,夹紧辊(送料辊)以多大的速度将导电棒送入转毂内[9]。拉料速度指的是导电棒在经过矫直后即将走出转毂时,夹紧辊(拉料辊)以多大的速度将导电棒拉出转毂。在设定转毂转向、转速等其余参数不变的情况下,本研究设置送料-拉料速度差来进行矫直过程的模拟仿真,从而分析拉料速度差对矫直效果所产生的影响。 本研究分别设置2组不同的拉料速度来进行导电棒的矫直模拟仿真,2组参数分别设置为:①拉料速度=送料速度=30 m/min。②送料速度=30 m/min,拉料速度=32 m/min。经过有限元模拟分析,在送料速度等于拉料速度、送料速度小于拉料速度的情况,且在矫直过程中没有出现导电棒失真变形或其他情况,这两组在矫直过程中的应力分布情况如图7、图8所示。 图7 第一组拉料速度差矫直导电棒应力分布情况 图8 第二组拉料速度差矫直导电棒应力分布情况 当送料速度等于拉料速度时矫直机在此时刻受到的最小应力为0.982 MPa,受到的最大应力为345 MPa。而当拉料速度大于送料速度时,且在同一时刻所受到的最小应力为1.254 MPa,受到的最大应力为425 MPa,在应力分布图中可以明显看到,导电棒均受到了比较明显的应力变化。在以上两图中,不难发现,当拉料速度大于送料速度时,导电棒内部所受的力更加均匀,并且应力集中在拉料辊和送料辊之间,使这段导电棒产生了一定的张力。 为了更方便地对导电棒的矫后平直度进行分析,现在本研究平均的在导电棒上标识10个点,先获得这10个点的坐标,从而用线性回归法获得线性回归图得到矫后导电棒的平直度。两组不同拉料速度差矫后导电棒的线性回归图如图9、图10所示。 图9 第一组拉料速度差矫直导电棒节点分布图 图10 第二组拉料速度差矫直导电棒节点分布图 根据图9、图10,按比例的原则可以计算出按两种拉料速度差设置的导电棒矫后的平直度,计算结果如下: A1=3.54 mm/1.358m=2.607 mm/m; A2=3.31 mm/1.356m=2.441 mm/m。 从上面结果可知: 此两组速度设置,即拉料速度等于送料速度和拉料速度大于送料速度对矫直效果的影响并不是很明显。两种速度差设置的模拟结果可以发现,虽然当拉料速度大于送料速度时,矫直效果没有明显的改善,但是观察导电棒的内部应力可以发现,拉料速度大于送料速度时,导电棒内部产生一定的张力,更有利于提高导电棒的矫直效果。 本研究以规格为φ36×3×1 350的电镍导电棒为 研究对象,通过Deform 3D软件建立了双旋转毂式矫直机的有限元模型,分别对转毂旋向和拉送料速度差这两个设计参数进行了有限元分析。 研究结果表明:当转毂旋向为双旋时,矫后导电棒的平直度可达到2.60 mm/m,效果比单旋的好;拉送料速度差设置为送料速度小于拉料速度时,矫后平直度为2.441 mm/m,且在导电棒内部产生张力,对小变形弯曲矫直效果好。其次,双旋转毂式矫直机在矫直过程中导电棒的应力分布和矫后平直度方面都比单旋转毂式矫直有更好的效果,说明双旋转毂式在接触轨迹和应力分散等方面相比于单旋转毂式都有了很大的改善。 [1] 曲 恩.斜辊转毂式钢筋调直机的设计[J].机械工程师,2002(12):47-48. [2] BRUHL R. Effect of the straightening process on the characteristic of wire[J].WireWorldInternational,2006,23(4):101-102. [3] 苑庆安,东荣强.JZF-35复合转毂矫直机矫直调整参数的实践与研究[J].河北冶金,1997(4):38-43. [4] SRIMANI S L, PANKAJ A C, BASU J. Analysis of end straightness of rail during manufacturing[J].InternationalJournalofMechanicalSciences,2005(47),1874-1884. [5] 童 切.电镍导电棒六斜辊转毂矫直机参数设计及优化[D].昆明:昆明理工大学机械工程学院,2016 [6] 杨志冬,赵 晨,张卫国,等.稀有金属粉体称量机振动给料器运行参数的正交优化[J].包装与食品机械,2016,34(3):1-4. [7] 梅小强.大直径棒材二辊矫直机辊形曲线的研究[D].太原:太原科技大学机械工程学院,2013. [8] 薛艳杰.6+2复合管材矫直机辊型曲线设计及有限元仿真[D].秦皇岛:燕山大学机械工程学院,2012. [9] 黄维勇,王恩辉,张 超,等.斜辊式二辊矫直滚光机辊形的设计[J].重型机械,2006(4):46-48.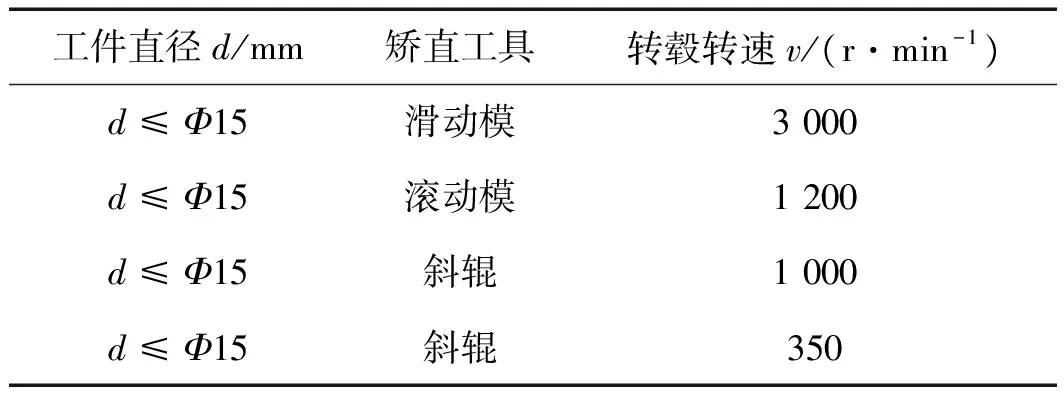
1.2 双旋转毂式矫直机模型简化

1.3 网格划分
1.4 摩擦与接触设置
2 模拟结果分析
2.1 转毂转向对矫直效果的影响




2.2 拉料速度差对矫直效果的影响




3 结束语
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
陶瓷学报(2021年5期)2021-11-22
少先队活动(2021年4期)2021-07-23
小天使·一年级语数英综合(2020年5期)2020-12-16
水上消防(2020年5期)2020-12-14
数学年刊A辑(中文版)(2019年3期)2019-10-08
作文新天地(初中版)(2019年6期)2019-08-15
北京航空航天大学学报(2017年6期)2017-11-23
浙江大学学报(工学版)(2016年10期)2016-06-05
智能建筑电气技术(2015年5期)2015-12-10
