
侧浇口进胶的三板模模具设计
2018-01-24 04:41:04杨林康李立尧
中国塑料 2017年12期
王 鑫,王 静,杨林康,李立尧
(河南工程学院机械工程学院,河南 郑州 451191)
0 前言
与两板模模具相比,三板模模具可以通过模具的多次开模,从而实现浇注系统凝料与产品的直接分离,避免了切除料头的后续工时,节约了人力成本,同时又保护了产品,避免产品在去料头时的二次损伤,在模具中的应用越来越广泛。但是三板模模具仅适用于点浇口进胶的产品,而对于适合使用侧浇口、潜伏式浇口等两板模常用浇口类型的产品并不适用,这也限制了三板模的应用[1-3]。针对这一情况,本文以某汽车雨刷器用不完全齿轮产品为例,通过对三板模进胶系统进行改进,实现了对该产品的侧浇口进胶,同时又保证了浇注系统凝料与产品在开模时的直接分离,提高了生产效率,扩大了三板模的应用范围。
1 产品结构
该产品为汽车雨刷器用不完全齿轮,材料为聚甲醛(POM),产品结构和尺寸如图1所示。不完全齿轮的齿数为14,模数为2,其主要功能是雨刷器机构的分度调节,没有外观要求,主要就是保证齿轮轮齿齿形的成型一致性和轮毂部位的装配要求。分析产品结构,要达到这两点要求,塑件外表面并没有合适的点浇口位置,比较适合侧浇口进胶,进胶点选择在产品右侧轮毂侧壁的中心处,如图1所示。这样进胶可以使塑料均匀平衡的充填在齿轮轮齿上,保证每个轮齿的收缩和齿形一致,又能保证轮毂的成型精度[4]。同时为节约后期人工切除料头的成本和时间,将模具设计成三板模结构,在开模时自动将产品与料头分开。
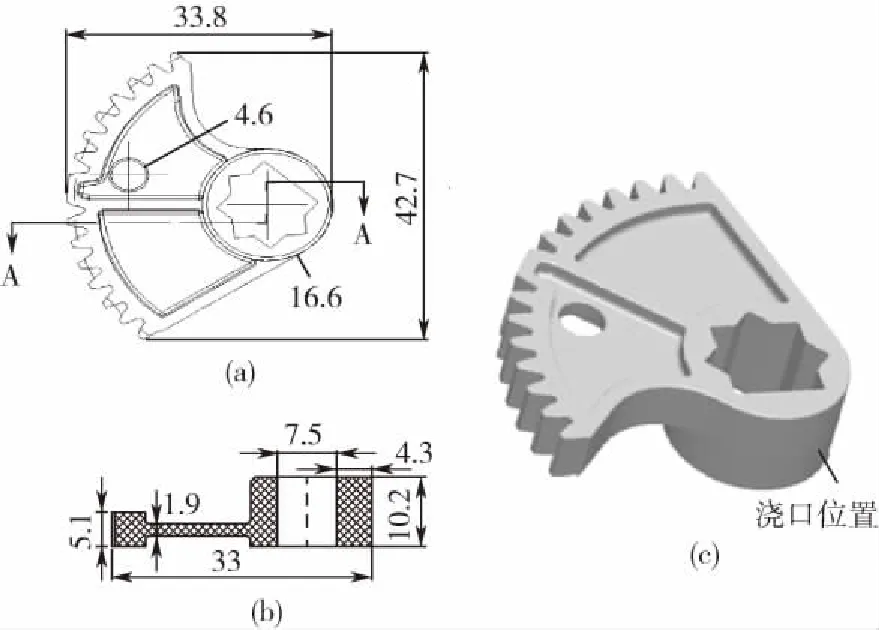
(a)产品结构 (b)产品尺寸 (c)三维结构图1 不完全齿轮产品Fig.1 Intermittent gear products
2 浇注系统设计

1—水口钩针 2—主流道 3—一级分流道 4—上模仁 5—塑件 6—下模仁 7—侧浇口镶件 6—二级分流道图2 浇注系统设计Fig.2 Gate system design

图3 侧浇口镶件Fig.3 Side gate insert
本次侧浇口设计,要保证两点要求,一要实现分模时侧浇口凝料与产品分离,二要保证分模时侧浇口凝料被分流道凝料顺利扯出,不发生断裂。根据实践经验和反复试验,最终将侧浇口设计为与分流道成30 °倾斜,长度仅为2 mm的短侧浇口形式,如图2所示。同时为保证安全扯出侧浇口凝料,在设计时,相对于分流道尺寸,将侧浇口直径尺寸变小,半径缩小了0.2 mm。而为了便于制造,本次将侧浇口设计在侧浇口镶件7上,侧浇口镶件7通过螺钉固定在上模仁4上,如图3所示。这样在开模过程中,侧浇口凝料就可以随其余浇注系统凝料留在定模部分,一并被取出。经过实验,成功的实现了上述两点要求。
其他浇注系统均参照三板模设计原则进行设计,尺寸如图2所示。其中水口钩针中心与二级分流道中心一致,抓料高度设计为3 mm。二级分流道穿过定模板和上模仁,但定模板和上模仁在加工过程中会产生中心偏差,因此在设计二级分流道时,在两零件之间要做偏移设计,从定模板到上模仁,二级分流道尺寸向内偏移0.2 mm,以保证二级分流道凝料可以顺利从定模板和上模仁中拉出来[5]。
3 限位机构设计
为保证三板模能够按顺序开模,必须要设计一套限位装置,以精确控制相关各板的移动距离,保证产品及浇注系统凝料的脱出。三板模有3个分型面,分别在动模板与定模板、水口推板与定模板、水口推板与定模座板之间,因此每个分型面都要设计限位装置。

图4 尼龙扣塞设计Fig.4 Nylon buckle design
定、动模板的分型设计有尼龙扣塞机构,只有开模力大于尼龙扣塞对前模板的摩擦力时,模具才能够从定、动模处分开。如图4所示,设计4个直径为16 mm的尼龙扣塞均匀的固定在上模仁上,为了避免困气,在尼龙扣塞的下方设计有直径为5 mm的逃气孔。

图5 大、小拉杆组合设计Fig.5 Big and small pull rod composite design

1—锁扣 2—尼龙扣塞 3—水口钩针 4—定位圈 5—定模座板 6—水口推板 7—水路 8—定模板 9—上模仁 10—下模仁 11—动模板 12—垫板 13—上顶针板 14—动模座板 15—下顶针板 16—支撑柱 17—顶针 18—侧浇口镶件 19—复位杆 20—螺钉 21—螺钉 22—小拉杆 23—大拉杆 24—顶出导柱(a)主视图 (b)侧视图图8 模具总装配图Fig.8 Mold assembly drawing
水口推板与定模板、定模座板之间的分型采用组合式拉杆结构,即将小拉杆与大拉杆通过螺丝连接在一起的形式,如图5所示。大拉杆限定水口推板与定模板之间的开模距离,根据要求,其开模距离应该大于浇注系统总长度,再加上10~20 mm的安全距离,该模具浇注系统设计总长度为92 mm,故本次大拉杆的限位距离设计为120 mm,直径为13 mm。小拉杆限定水口推板与定模座板之间的开模距离,其开模距离要保证分流道凝料脱离水口钩针的抓料头,使主流道凝料脱离浇口套,而抓料头的高度设计为3 mm,故小拉杆的限位距离设计为8 mm。
4 其他结构设计
顶出系统采用顶针顶出,根据产品的结构,沿产品周边布局顶针顶出产品,顶针布局如图6所示,齿轮轮齿周边布局3个直径为5 mm的顶针,轮毂周边布局4个直径为2.5 mm的顶针。

图6 顶出系统设计Fig.6 Ejection system design
冷却系统采用串联循环的水路分别对产品上下表面进行冷却,冷却水路直径为6 mm,如图7所示,上、下模水路离产品高度分别为10 mm和12 mm。
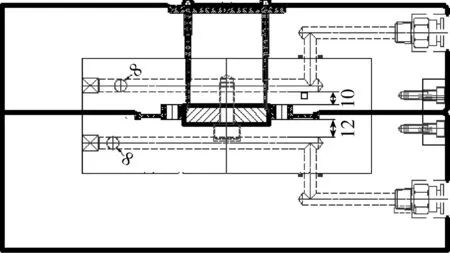
图7 冷却水路设计Fig.7 Cooling water design
5 模具装配和工作原理
从图8可以看出,该三板模共有3个分型面,按照开模顺序依次开模。当塑料在模具型腔中冷却固化后,模具在开模力的作用下开始开模,由于侧浇口比较短小,与产品连接力较小,模具首先沿着第一个分型面开模,开模距离由大拉杆23进行限位。第一次开模时,浇注系统凝料与产品在侧浇口处实现分离,整个浇注系统凝料留在定模部分。当大拉杆23与定模板8接触后,不能再移动,此时模具在开模力的作用下,沿着第二个分型面打开,二次开模的限位距离由小拉杆22决定,这次开模实现了分流道凝料与水口钩针3的分离,保证整个浇注系统凝料能够从模具中取出。当小拉杆22接触到定模座板5时,小拉杆22不能再移动,此时模具在开模力的作用下,克服尼龙扣塞2的摩擦力,沿着第三个分型面进行开模,打开一定距离后,模具的顶针17在上下顶针板13和15的带动下,将产品从模具中顺利顶出。
如图9所示为该产品的计算机辅助工程(CAE)分析模型和充填结果,雨刷器用不完全齿轮能够进行正常的填充,并且产品齿部充填时间较为同步,没有过保压现象,能够保证齿形成型精度一致。

(a)分析模型 (b)充填结果图9 分析模型和充填结果Fig.9 Analysis model and filling result
6 结论
(1)通过侧浇口镶件和三板模浇注系统的改进设计,实现了三板模的侧浇口进胶,扩大了三板模的使用范围,同时又实现了侧浇口进胶模具浇注系统料头与产品的自动分离;
(2)通过尼龙扣塞和大小拉杆组合设计,确保模具能够按照正确的开模顺序和开模距离进行打开;该模具设计节约了人力成本,提高了生产效率;经CAE分析和实践证明,模具结构简单可靠,可以满足生产的要求。
[1] 周铭杰, 蔡 菊. 带点浇口转侧浇口浇注系统的注塑模设计[J]. 中国塑料, 2012, 26(7):101-104.
Zhou Mingjie, Cai Ju. Design of Injection Mold with Fee-ding System Switching from Pin-point Gate to Side Gate[J]. China Plastics, 2012, 26(7): 101-104.
[2] 蔡海涛. 改进的三板式注射模结构[J]. 模具工业, 2015, 41(6):57-59.
Cai Haitao. An Improved Three-plate Injection Mould[J]. Die & Mould Industry, 2015, 41(6):57-59.
[3] 沈忠良,郑子军,肖国华,等. 耦合开模闭模顺序控制与先复位机构的三板注塑模模架设计[J]. 工程塑料应用,2016,44(10):86-89.
Shen Zhongliang, Zheng Zijun, Xiao Guohua, et al. Design of Three-plate Injection Mould Base with Coupling Sequence Control and Pre-reset Mechanism[J]. Enginee-ring Plastics Application, 2016,44(10):86-89.
[4] 王胜利. 带内侧凸体塑件三板注射模双脱模机构设计[J]. 模具制造,2014,14(2):46-48.
Wang Shengli.Design of Three Plate Injection Mold for Plastic Part with Internal Concave and with Double Mold Mechanism[J]. Die & Mould Manufacture,2014,14(2):46-48.
[5] 王 静, 曹伟峰, 王 鑫. 注塑模具设计基础[M]. 北京:电子工业出版社, 2013:123-138.
猜你喜欢
水泵技术(2022年2期)2023-01-15 07:20:38
橡塑技术与装备(2022年4期)2022-04-27 12:21:38
现代机械(2021年6期)2022-01-11 05:59:50
内燃机与配件(2020年22期)2020-09-10 05:53:45
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:28
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:06
读友·少年文学(清雅版)(2020年2期)2020-06-15 11:16:42
机械工程师(2020年2期)2020-03-02 05:15:18
中华建设(2018年3期)2018-04-23 03:35:29
红土地(2017年2期)2017-06-22 10:23:39
