改性大豆油硅胶吸附脱色工艺研究
2018-01-22 01:31管述哲刘宣池张乐涛马朝伟史云晶吾满江艾力刘玉梅新疆大学化学化工学院乌鲁木齐80046新疆工程学院化学与环境工程系乌鲁木齐8009中国科学院新疆理化技术研究所乌鲁木齐800
中国油脂 2017年12期
管述哲,刘宣池,张乐涛,马朝伟,史云晶,吾满江·艾力,刘玉梅(.新疆大学 化学化工学院, 乌鲁木齐80046; .新疆工程学院 化学与环境工程系, 乌鲁木齐8009;.中国科学院 新疆理化技术研究所, 乌鲁木齐 800)
植物油的化学成分中几乎不含硫,且具有黏度大、润滑性能优异、无毒、可生物降解等特点[1-2]。使用植物油作润滑油,既节约能源,又保护环境[3-5]。
色度,作为润滑油品质的直观性功能指标,是衡量润滑油性能优劣的重要依据[6-7]。植物油中过氧化物、色素、机械杂质、磷脂以及微量金属的存在是造成润滑油劣化成色的主要原因[8-9]。润滑油脱色是生产高质量润滑油的必需工序,对油品脱色精制处理后,可延长发动机寿命,减少机械故障,提高油品的使用性能,改变因外观质量较差而对销售不利的状况[10]。
目前润滑油脱色工艺主要有加氢精制法、絮凝脱色法以及吸附法[11-12]。其中吸附法具有工艺简单、吸附效果好、吸附材料来源广且价格低廉等特点[13]。但传统的吸附材料存在酸渣、白土废渣后处理及设备腐蚀等问题,亟需具有环境友好、吸附效率高、可重复利用的新型吸附材料[14-15]。
本文对比了硅胶、活性白土、活性炭作为脱色剂对改性大豆油的脱色效果,并对硅胶用量、脱色时间以及脱色温度进行优化,同时研究了脱色后改性大豆油的运动黏度、倾点、酸值等性能的变化情况,以期为改性大豆油作为润滑油基础油提供依据。
1 材料与方法
1.1 实验材料
改性大豆油:实验室自制(大豆油与亚磷酸二正丁酯在过氧化苯甲酰催化下150℃反应12 h生成改性大豆油);氢氧化钠(分析纯),硅胶(分析纯),活性白土(工业级),活性炭(工业级),乙醚(分析纯),无水乙醇(分析纯)。
1103204智能恒温电热套,D371磁力搅拌器,SHB-Ⅲ循环水式多用真空泵,BWS-3-SX电子计重秤,DF-101S电热恒温油浴锅,JSR1104运动黏度测定器,JSR0806组合式石油铲平倾点测定器,AL204电子分析天平,UV6100S紫外可见分光光度计。
1.2 实验方法
1.2.1 改性大豆油的脱色
在圆底烧瓶中称量20 g改性大豆油,分别加入2%的活性白土、活性炭、硅胶,将反应器放入集热式恒温加热磁力搅拌器中60℃水浴加热,磁力搅拌速度500 r/min,加热时间3 h。加热完成后冷却30 min 过滤,移取经脱色后的油样,以石油醚作参比用紫外可见分光光度计在波长500 nm下测定吸光度,计算脱色率。脱色率=(脱色后改性大豆油吸光度-脱色前改性大豆油吸光度)/脱色前改性大豆油吸光度×100%。
1.2.2 测定方法
按GB/T 265—1988测定运动黏度;按GB/T 3535—1983测定倾点;按GB/T 264—1983测定酸值。
2 结果与讨论
2.1 不同脱色剂对脱色效果的影响
分别用活性白土吸附法、活性炭吸附法、硅胶吸附法对改性大豆油脱色,结果见表1。
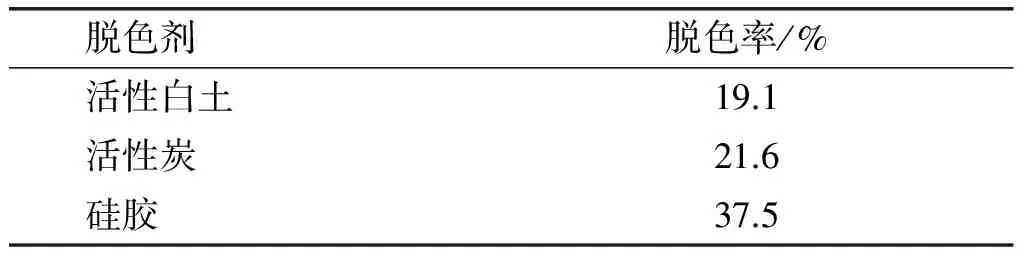
表1 不同脱色剂对脱色效果的影响
由表1可知,以硅胶为脱色剂对改性大豆油进行脱色处理的效果最佳,脱色率达37.5%。与其他两种脱色剂相比,硅胶吸附脱色效果最好。
2.2 硅胶用量对脱色效果的影响
在脱色时间1 h、脱色温度90℃、搅拌速度500 r/min 条件下,研究硅胶用量对改性大豆油脱色效果的影响。结果见图1。
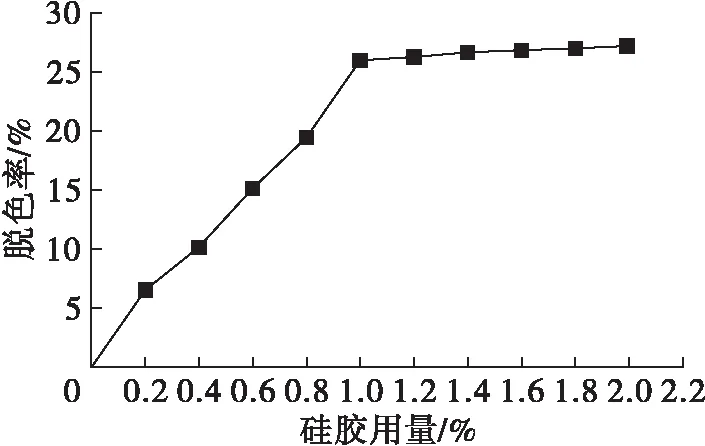
图1 硅胶用量对脱色率的影响
由图1可知,随着硅胶用量的增加,改性大豆油的脱色率呈现不断升高的趋势。这主要是由于随着硅胶用量的增加,改性大豆油中的色素及机械杂质可以通过物理吸附完全被吸附于硅胶中。当硅胶用量为1.0%时,脱色率达到26%,硅胶吸附趋于饱和状态,继续增加硅胶用量,脱色效果不明显。因此,最佳硅胶用量为1.0%。
2.3 脱色时间对脱色效果的影响
在硅胶用量1.0%、脱色温度90℃、搅拌速度500 r/min的条件下,考察脱色时间对脱色效果的影响。结果见图2。
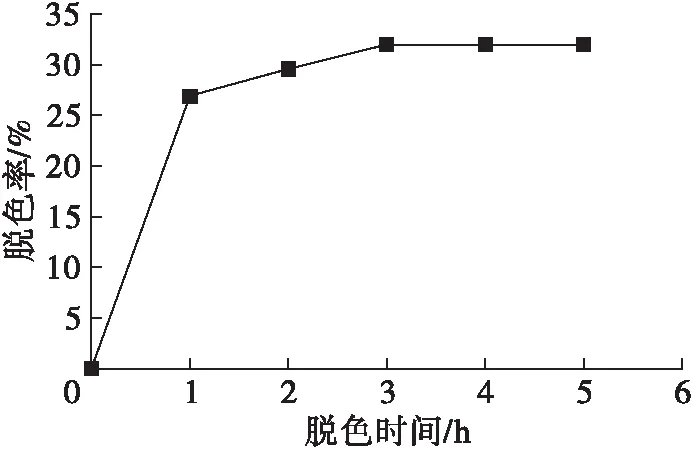
图2 脱色时间对脱色率的影响
由图2可知,脱色率在一段时间内随着脱色时间的延长而增大。当脱色时间为3 h时,脱色率可达32%,脱色基本达到吸附平衡状态;继续延长脱色时间,脱色率基本不变化。因此,最佳脱色时间为3 h。
2.4 脱色温度对脱色效果的影响
在硅胶用量1.0%、脱色时间3 h、搅拌速度500 r/min 的条件下,考察脱色温度对脱色效果的影响。结果见图3。

图3 脱色温度对脱色率的影响
由图3可知,随着脱色温度升高,脱色率呈先上升后降低的趋势。随着脱色温度的升高,油品的黏度有所降低,同时,改性大豆油中的色素及机械杂质的扩散速率增加,从而促进吸附行为,使脱色率升高;当脱色温度为60℃时,脱色效果最好,脱色率达到37.5%;随着脱色温度继续升高,脱色效果反而变差。这是因为温度过高导致油品氧化程度加剧,同时部分被吸附的色素分子也会因解吸导致脱色效果变差。因此,最佳脱色温度为60℃。
2.5 脱色后改性大豆油的性能(见表2)
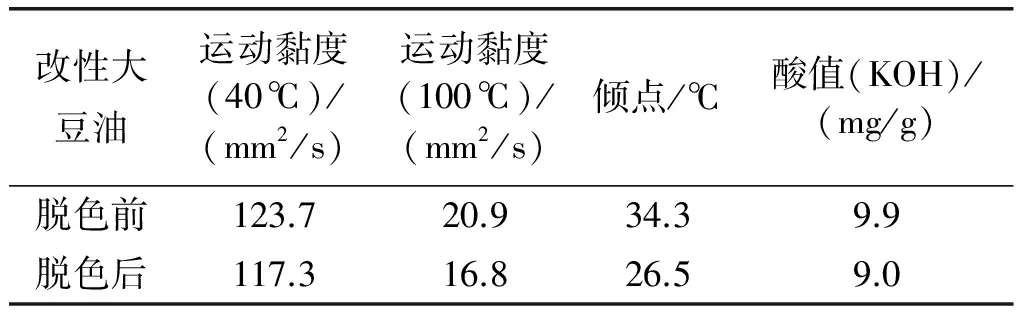
表2 脱色前后改性大豆油的性能比较
由表2可知,脱色后改性大豆油的运动黏度降低,这主要是由于硅胶具有多孔结构,具有很大的比表面积和很强的吸附能力,能够通过物理吸附脱除黏度较大的胶质[8],导致油品的黏度下降;同时,脱色后改性大豆油的酸值降低,这主要是由于硅胶表面具有羟基基团,能够有效地吸附游离脂肪酸,促使油品酸值降低[11];此外,由于油品中胶质具有阻碍晶体网的形成,从而破坏油品凝结条件,因此脱色后油品的倾点上升。结果表明,硅胶吸附后的改性大豆油不仅在色度指标上有所提高,对于其他基础性能也有一定的影响。
3 结 论
以硅胶为脱色剂对改性大豆油进行吸附脱色,在硅胶用量1.0%、脱色时间3 h、脱色温度为60℃时,脱色率达到37.5%。脱色后改性大豆油的运动黏度(40℃)由123.7 mm2/s降至117.3 mm2/s,运动黏度(100℃)由20.9 mm2/s降至16.8 mm2/s,倾点由34.3℃降至26.5℃,酸值(KOH)由9.9 mg/g降至9.0 mg/g。脱色后改性大豆油可作为汽车发动机油的基础油,有利于降低汽车尾气中的有害物质。
[1] 刘维民, 许俊, 冯大鹏, 等. 合成润滑油的研究现状及发展趋势[J].摩擦学学报, 2013,33(1):91-104.
[2] 杨涛,张小勇,王天,等. 新型高燃点环保型液体绝缘介质——植物绝缘油[J]. 中国油脂,2016,41(11):41-45.
[3] 张乐涛, 蔡国星, 马莉, 等. 聚(三羟甲基丙烷-二庚酸-单丙烯酸酯)的合成及润滑性能[J]. 精细石油化工,2014,31(5):19-23.
[4] 孔娟花,余冬冬,黄建平,等. 复合碱性离子液体催化餐饮废弃油制备生物柴油[J]. 中国油脂,2016,41(1):76-79.
[5] 李亚,佘德琴,蒋云霞,等. 凹土负载KF/CaO复合固体碱催化废油脂合成生物柴油[J]. 中国油脂,2016,41(11):66-69.
[6] YANG X, CHEN L, ZHU L,et al. Regeneration of waste lubricating oil based on three carbon alcohols solvent refining[J]. Acta Petrolei Sinica, 2012,28:1031-1036.
[7] YOSHIIE R, KATAOKA N, UEKI Y, et al. Waste lubricant oil regeneration by solvent extraction with membrane separation[J]. J Japan Soc Mat Cycles Waste Manag, 2016,27:37-43.
[8] SALEM S, SALEM A, BABAEI A A. Application of Iranian nano-porous Ca-bentonite for recovery of waste lubricant oil by distillation and adsorption techniques[J].J Ind Eng Chem, 2015,23:154-162.
[9] MOHAMMED R R, LBRAHIM I A R, TAHA A H, et al. Waste lubricating oil treatment by extraction and adsorption[J]. Chem Eng J,2013,220:343-351.
[10] LEI Z, BAHIA H, TAN Y Q. Effect of bio-based and refined waste oil modifiers on low temperature performance of asphalt binders[J].Constr Build Mat, 2015,86:95-100.
[11] 刘芳, 郑艳萍, 朱彦荣, 等. 改性凹凸棒对柴油的脱色研究[J].化工技术与开发,2015,44(5):22-24.
[12] 张轶,姜绍通,潘丽军. 煎炸废油加氢脱氧制备烷烃基柴油研究[J]. 中国油脂,2016,41(4):62-67.
[13] 屈岩峰, 陈晓慧, 刘晶, 等.低反式脂肪酸含量大豆油脱色条件的优化[J]. 中国油脂,2011,36(8):12-14.
[14] 张贤明, 董玉, 吴云, 等. 废润滑油脱色技术研究及应用进展[J].应用化工,2014,43(6):1128-1132.
[15] 朱庆英, 陈雪容, 宋军, 等. 废液压油的再生处理工艺研究[J].环境污染与防治,2013,35(10):52-55.
猜你喜欢
农产品加工(2022年9期)2022-06-17
中国油脂(2022年1期)2022-02-12
合成树脂及塑料(2021年6期)2021-12-04
粮食与食品工业(2021年4期)2021-08-19
广东农业科学(2020年9期)2020-11-10
五金科技(2020年4期)2020-09-23
三农资讯半月报(2020年2期)2020-03-09
中成药(2017年10期)2017-11-16
中成药(2017年4期)2017-05-17
三联生活周刊(2017年9期)2017-03-03