基于ANSYS的场发射阵列阴极焊接应力研究
2018-01-18 21:36:52王小菊马祥云徐如祥祁康成曹贵川林祖伦
电子科技大学学报 2018年1期
王小菊,敦 涛,马祥云,徐如祥,祁康成,曹贵川,林祖伦
(1. 北京军区总医院 北京 东城区 100700;2. 电子科技大学光电信息学院 成都 610054)
场发射阵列阴极是十分理想的电子源。它依靠极强的外部电场来压抑阴极表面势垒,使势垒高度降低、宽度变窄,这样阴极内部的大量电子通过隧道效应而逸出[1-3]。场发射阵列阴极具有工作温度低、可控性强、发射电流密度大、响应迅速等优势,在微波真空器件[4-6]、医疗器件[7-9]、显微技术[10-11]、光源[12-13]等领域拥有巨大的应用前景。
为了与大规模集成电路制备工艺兼容,场发射阵列阴极通常以单晶硅片作为基底。单晶硅是一种硬而脆的半导体材料,因此,阴极在实际应用时必须通过焊接的方式将硅基底与外接金属电极(如钼)相连。目前,关于该焊接技术的相关报道很少,因此,研究场发射阴极硅基底与金属钼电极的焊接具有重要的应用价值和实际意义。
众所周知,由于硅和钎料的热胀系数有较大差别,将硅和金属电极进行直接焊接比较困难。当二者焊接在一起时,如果工艺参数选择不当,钎料容易将硅材料撕裂,从而造成焊接接头的强度大幅度降低,远不能达到焊接要求。本文旨在获得一套适用于场发射阵列阴极硅基底与钼电极焊接的工艺参数。首先利用有限元软件ANSYS对温度场和应力场进行模拟仿真,研究钎焊温度和降温速度对最大等效应力分布特性的影响。在获得了较好的工艺参数的基础上,再对该方案进行实验验证。
1 有限元模型的建立
本文在ANSYS热分析中的结构单元为Solid 5。
该模块可以分析热场、电场、压电场和磁场等基本场量,并可将这些场量进行耦合求解。被焊硅基底尺寸为9 mm×9 mm×0.45 mm,钼电极尺寸为9 mm× 9 mm× 0.12 mm,焊料为Ag-Cu28。表1给出了钼、硅和焊料的特性参数。

表1 钼、硅和焊料的特性参数
在模拟计算中首先需要设定焊接的初始温度和最终温度。初始温度由焊接中的介质温度决定,设为25 ℃。为了尽量减小焊料由液相到固相转换过程中产生的热应力,最终温度设置为810~900 ℃,即略高于焊料的熔点(约790 ℃)。此外,因本文焊接结构的实际环境为真空,故只考虑热辐射,忽略热传导和热对流。
ANSYS一般有两种分析方式:稳态分析和瞬态分析[14]。本文采用瞬态分析,即当时间发生变化时,温度载荷随之改变。而在载荷步的选择上,论文采用渐变模式,即载荷在每个载荷子步时逐渐增加,全部载荷出现在载荷步结束时刻。
模拟中ANSYS的屈服准则为Von Mise准则,在三维主应力空间,Von Mises屈服准则满足[14]:

式中,σ1、σ2、σ3为正交方向上的主应力;σs为物体单向拉伸时的屈服极限;f为等效应力。一旦式(1)不成立,则物体发生屈服。
2 仿真结果与分析
2.1 钎焊应力分布
图1为钎焊温度为850 ℃、降温30 min后的等效应力云图。可以看出,钎料与硅基底之间的区域为高应力区,并且应力向硅基底方向延伸,应力梯度较大。
考虑到硅与焊料界面上的应力最大,图2给出了沿焊缝方向的应力变化图。可以看出,边缘的应力梯度很大,应力沿焊缝中心呈对称分布,并在中间和两边缘达到极大值,最大等效应力分别为1.36×108Pa和1.43×108Pa。应力值最低点位于两边缘附近,为1.1×108Pa。焊缝中心出现较大等效应力的原因可能是由于材料的热膨胀系数等物理性质的差异。当升温或降温时,硅与焊料的受热膨胀程度或遇冷收缩程度有较大不同,使得该区应力较大。而在边缘区域,该处与外部环境产生热交换,形成较大的温度梯度,也使应力变大。而两边缘附近出现应力值最低点是由于中间过渡区温度梯度小导致的。

图1 降温30min后的等效应力云图
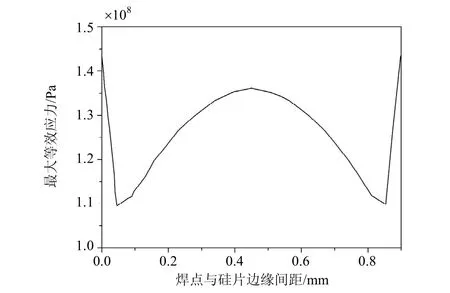
图2 焊缝上的最大等效应力分布图

图3 垂直于焊缝方向的最大等效应力分布图
为了进一步研究焊缝中心各点的应力分布,图3给出了焊缝中心在垂直于焊缝方向的应力变化。可以看出,应力在钎料与硅界面上达到最大值,且该区域的应力梯度很大;应力最低点位于两边缘,且应力变化较缓慢。
2.2 降温速度对应力的影响
图4给出了初始温度为850 ℃时,钎焊层最大等效应力随降温速度的变化曲线。由图可知,降温速度对焊接应力的影响很显著。当降温速度较低时,最大等效应力随降温速度的增加而增大。当降温速度达到23 ℃/min时,其最大等效应力达到最大值。此后,随降温速度的增加,应力值迅速减小。出现该现象的原因可能是当降温速度较低时,冷却速度的增加不易使焊缝中的气体逸出,形成气孔,等效应力增大;当降温速度超过23 ℃/min时,焊件形成饱和的固溶体,等效应力随之急剧减小。

图4 最大等效应力与降温速度的关系图
2.3 钎焊温度对最大等效应力的影响
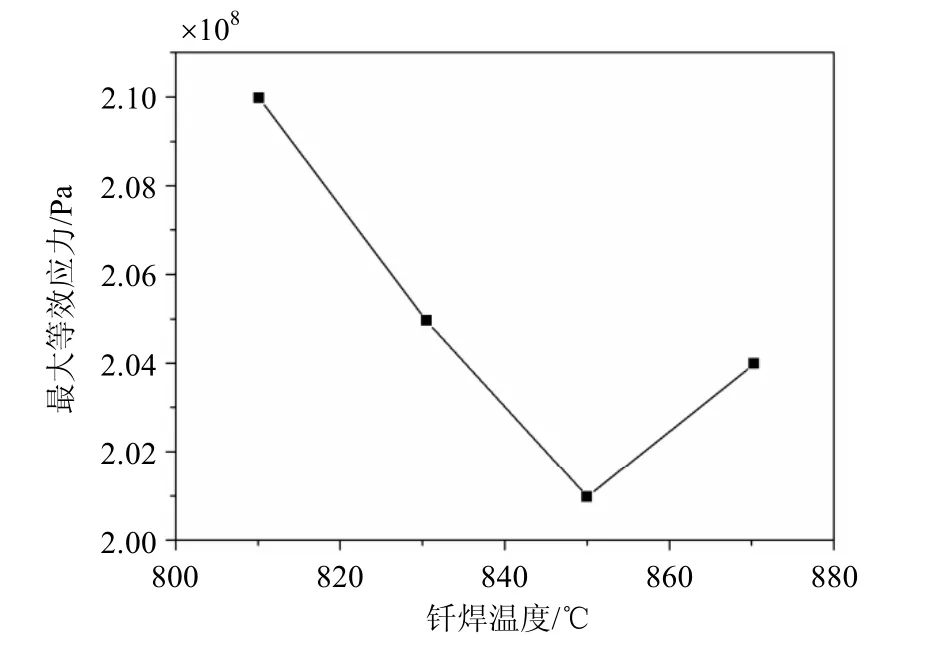
图5 最大等效应力与钎焊温度的关系图
钎焊层最大等效应力随钎焊温度的变化如图5所示。当钎焊温度较低时,最大等效应力随钎焊温度的升高而迅速减小;当钎焊温度为850 ℃时,应力值最小,约为2.0×108Pa;当钎焊温度高于850 ℃时,随钎焊温度的升高,应力增大。出现该现象的原因可能在于当钎焊温度较低时,增加温度可以显著降低焊料的表面张力,提高润湿性,增强填隙能力,从而降低钎焊层的应力。而当钎焊温度过高时,钎料对母材的扩散进一步加强,导致过多钎料进入母材硅,并生成脆性化合物,影响接头的钎焊强度。此外,钎料与母材相互作用的加大还会引起溶蚀、晶间渗入等缺陷,从而使最大等效应力增大。
3 测试结果与分析
根据ANSYS的仿真结果,本文以850 ℃作为最佳钎焊温度,降温速度设置为27 ℃/min,采用真空钎焊工艺,完成了场发射阵列阴极硅基底与钼电极的焊接。图6给出了垂直于钎缝的线扫描以及能谱图(energy dispersive spectrometer, EDS)分析结果。线扫描的方向为垂直于钎缝从硅材料扫向钎料区。从图中可看出,在该工艺参数下,钎焊接头组织致密,焊缝结合良好,没有裂纹和空洞等缺陷,银铜钎料几乎没有扩散进硅材料中,钎料对母材硅的影响很小,从而验证了ANSYS模拟所确定工艺参数的合理性。

图6 垂直于钎缝的线扫描以及能谱图
4 结 束 语
基于ANSYS平台,模拟了场发射阵列阴极与钼电极焊接过程中的等效应力,确定了最佳的工艺参数。仿真结果表明,当焊接温度为850 ℃、降温速度为27 ℃/min时,焊接层的等效应力最小,母材与钎料结合紧密。真空钎焊测试结果表明,本文设计的焊接参数能够满足阴极的实际应用要求,焊缝结合良好,没有裂纹和空洞等缺陷。本方法还能扩展到其他硅基器件与外接金属钼电极的焊接。
[1]FOWLER R H, NORDHEIM L. Electron emission in intense electric fields[J]. Proceedings of the Royal Society A Mathematical Physical & Engineering Sciences, 1928, 119:173-181.
[2]SHOULDERS K R. Microelectronics using electron-beam-activated maching techniques[J]. Advances in Computers,1961, 39: 3504-3505.
[3]SPINDT C A, BRODIE I, HUMPHREY L, et al. Physical properties of thin-film field emission cathodes with molybdenum cones[J]. Journal of Applied Physics, 1976,47(12): 5248-5263.
[4]WEI W, ZHENG Y X, YUAN X Y, et al. Carbon nanotube field emission electron gun for traveling-wave tube[C]//2015 IEEE International Vacuum Electronics Conference.Beijing: IEEE, 2009, 4: 1-2.
[5]MOREV S P, ABAN'SHIN N P, GORFINKEL B I, et al.Electron-optical systems with planar field-emission cathode matrices for high-power microwave devices[J]. Journal of Communications Technology and Electronics, 2013, 58(4):357-365.
[6]ULISSE G, BRUNETTI F, TAMBURRI E, et al. Carbon nanotube cathodes for electron gun[J]. IEEE Electron Device Letters, 2013, 34(5): 698-700.
[7]IWAI Y, MURAMATSU K, TSUBOI S, et al. X-ray tube using a graphene flower cloth field emission cathode[J].Applied Physics Express, 2013, 6(10): 105102.
[8]JEONG J W, KIM J W, KANG J T, et al. A vacuum-sealed compact X-ray tube based on focused carbon nanotube field-emission electrons[J]. Nanotechnology, 2013, 24(8):085201.
[9]IWAI Y, KOIKE T, HAYAMA Y, et al. X-ray tube with a graphite field emitter inflamed at high temperature[J].Journal of Vacuum Science and Technology B:Nanotechnology and Microelectronics, 2013, 31(2):02B106.
[10]HATA K, NAGAI R, NAGAI S. Newly designed high resolution X-ray microscope with a liquid lithium field emission electron source[C]//25th International Vacuum Nanoelectronics Conference. Jeju Island, Korea: [s.n.],2012, 7: 74.
[11]WATANABE N, TANAKA M, SHIMIZU T.Characterization of an electron emitting tip by field emission microscope and scanning probe microscope[J].Journal of the Vacuum Society of Japan, 2015, 58(4):131-133.
[12]WEI L, ZHANG X B, WANG B P, et al. A stable field-emission light source with ZnO nanoemitters[J].IEEE Electron Device Letters, 2008, 29(5): 452-455.
[13]WU H C, YOUH M J, LIN W H, et al. Fabrication of double-sided field-emission light source using a mixture of carbon nanotubes and phosphor sandwiched between two electrode layers[J]. Carbon, 2012, 50(13): 4781-4786.
[14]李景湧. 有限元法[M]. 北京: 北京邮电大学出版社,2002.LI Jing-yong. Finite element method[M]. Beijing: Beijing University of Posts and Telecommunications Press, 2002.
猜你喜欢
机电信息(2022年15期)2022-08-08 11:02:24
电子元件与材料(2021年10期)2021-11-04 06:36:30
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41