不锈钢冷金属过渡焊角接接头应力及变形规律研究
2018-01-18 13:22,,,
电焊机 2017年12期
,,,
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都610031)
0 前言
近年来,我国铁路运输业发展迅速,高速列车车体逐渐朝着轻量化趋势发展,因此不锈钢薄板的车体结构得到了非常广泛的应用。但是传统的MAG/MIG焊存在热输入较大、热作用范围较宽等问题,容易导致薄板在焊接过程中存在严重的焊接变形和较高的残余应力,且传统焊接方法飞溅严重,影响焊缝美观[1]。相比于碳钢,奥氏体不锈钢电阻率高、热导率小、线膨胀系数大,在焊接过程中会产生较大的热应力,容易出现烧穿和较大的焊接变形[2]。
冷金属过渡焊(Cold Metal Transfer,CMT)作为一种新型焊接技术,具有低能耗、低污染、高品质、无飞溅等优点,广泛应用于航空航天、机车制造、微电子器件等行业[3]。CMT是以熔化极气体保护焊为基础,基于熔化极气体保护焊的短路过渡方式,对焊接过程进行数字化监控,将熔滴过渡和送丝运动相结合,可降低热输入且焊接过程无飞溅产生[4]。本研究采用CMT技术获得了异种厚度不锈钢薄板的角接接头,在焊接过程中使用热电偶采集焊接热循环曲线。对于成形良好的角接接头,分别用X射线测试仪及3D激光扫描仪测残余应力和焊接变形。
1 试验材料和方法
1.1 试验材料
选用0.8 mm与4 mm异种厚度的SUS301L不锈钢进行角接试验(0.8 mm板为底板,4 mm板为腹板),焊丝为直径1.0 mm的ER308LSi焊丝。母材和焊丝的成分如表1所示。试板在试验前均用酒精擦拭。焊丝的干伸长约15 mm。

表1 SUS301L不锈钢化学成分表 %
1.2 试验方法和设备
在进行工艺试验时,采用让焊缝处于悬空状态的方法,即0.8 mm底板进行角接的一侧不施加任何约束使其自由变形,而另一侧用机械约束进行固定。优化后的焊接工艺参数如表2所示。焊接设备为TPS4000 CMT焊机,如图1所示。目前,车顶波纹板和底架波纹板与其他薄板部件的焊接拟采用CMT以填补薄板焊接技术的空白,实现车体结构件质量的全面提升,如图2所示。
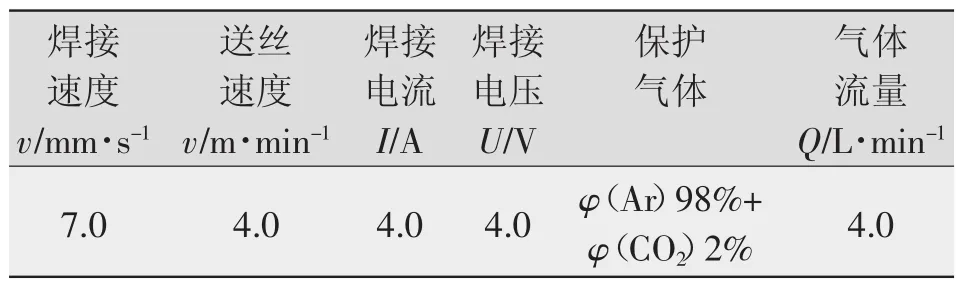
表2 焊接工艺参数

图1 CMT焊接及机械臂
为获得角接接头的焊接热循环参数,在焊接前将热电偶布置在0.8 mm薄板上分别距焊缝中心0 mm、4 mm处。使用CREAFORM手持式3D激光扫描仪(见图3)对角接试板的焊后变形进行扫描测量。基于X射线法使用μ-X360残余应力分析仪(见图4)测试角接试板残余应力,接头模型及残余应力分布点如图5所示。

图2 车体结构示意

图3 手持式3D激光扫描仪
2 试验结果
2.1 焊缝形貌和热循环过程
采用优化后的工艺参数获得的角接接头如图6所示,焊缝均匀美观,表面无明显缺陷,接头无飞溅。由于0.8 mm底板在接头侧未受到约束,因而发生了较大的波浪状变形。接头的横截面宏观形貌如图7所示,焊缝铺展均匀,与底板和腹板的熔合情况良好,且在优化的工艺参数下,0.8mm薄板不会发生烧穿现象。

图4 μ-X360残余应力分析仪
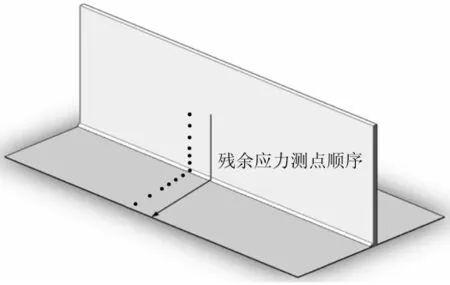
图5 角接接头模型及残余应力布点示意

图6 角接接头宏观形貌
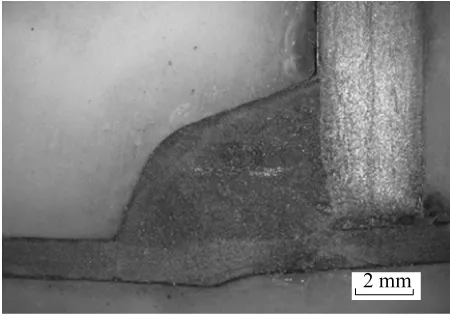
图7 接头截面形貌
热电偶是工业上最常用的温度检测元件之一,它可与被测工件之间接触因而测量精度较高,温度的测量范围广且可根据不同需求使用不同材质的热电偶,构造及使用也相当方便[5]。分别在距焊缝0 mm、4 mm处布置热电偶,采集该处在焊接过程中温度的变化曲线。焊接热循环曲线如图8所示,焊缝中心温度约1 100℃,距焊缝4 mm处最高温度达到600℃。在焊接过程中,焊缝区及远离焊缝区域温度会经历先升高后下降的过程,而由于热传导,靠近焊缝区温度变化更为剧烈,远离焊缝区的温度变化较平缓[5]。距离焊缝中心越近,温度变化范围越大,变化速率越快,在焊缝中心处热循环曲线比较“尖”,随着距焊缝中心的距离增加,热循环曲线会变“钝”[6]。

图8 焊接热循环曲线
2.2 焊接变形测量结果
3D激光扫描仪具有扫描速度快、实时性强、精度高等特点,可以显著降低成本,并且使用方便,能够实现与设计图纸进行分析比较,以确定其变形的大小[7]。利用该设备获得的焊接变形测量结果如图9所示,可以看出0.8 mm底板的变形相对很大,呈波浪形态,其最大变形量为6.545 mm。

图9 焊接变形
2.3 残余应力测试结果
X射线法测残余应力是根据晶面间距的变化来确定应变,可以测定很小范围内的应变。该方法理论推导严谨,试验技术完备,测量结果可靠,已在科研和生产领域中得到广泛应用[8]。根据图5的布点顺序,从腹板向底板依次测得的残余应力结果如图10所示。残余应力呈“M”型分布,即在热影响区为拉应力,焊缝中心及母材处均为压应力。由于是不同厚度不锈钢薄板的接头,焊缝两侧残余应力分布趋势不同,0.8 mm底板发生较大的不均匀变形,其残余应力的变化范围也较大,而4mm腹板的残余应力从母材至焊缝中心变化较小。
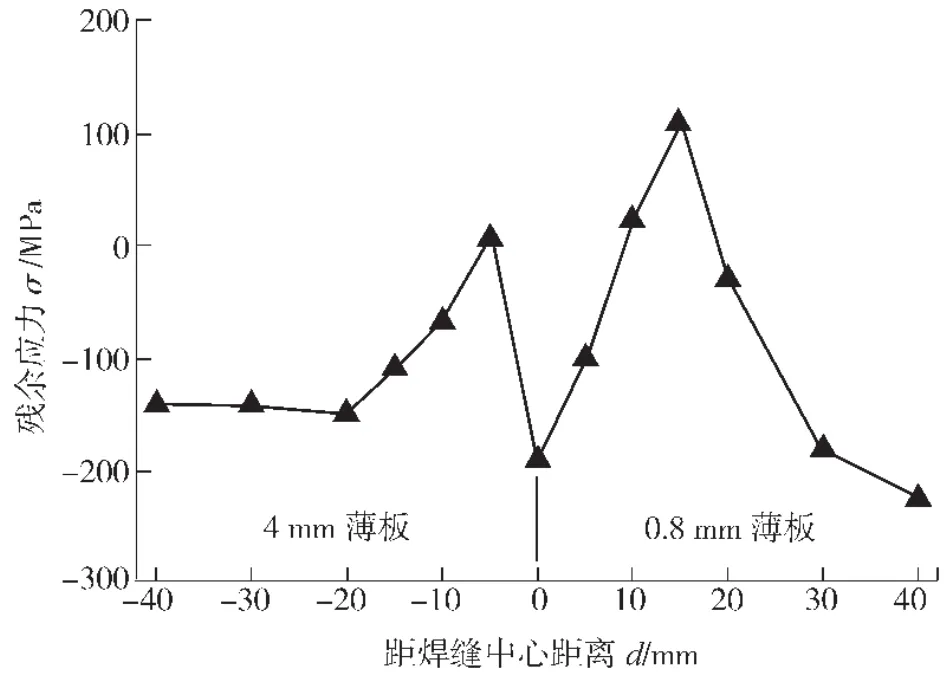
图10 角接接头残余应力分布
3 结论
采用冷金属过渡技术焊接4 mm与0.8 mm异种厚度的角接接头,采集距焊缝不同位置的焊接热循环曲线,测试接头的残余应力与焊接变形。
(1)采用优化后的工艺参数获得的角接接头成形良好,焊缝美观,无明显飞溅。
(2)用热电偶测得焊缝温度约1 100℃,距焊缝4 mm处温度为600℃。
(3)厚度0.8 mm底板发生了较大的波浪状焊接变形,最大变形量为6.545 mm。
(4)接头的残余应力呈“M”型分布,焊缝中心和母材处为压应力,热影响区为拉应力。
[1]张洪涛,冯吉才,胡乐亮.CMT能量输入特点与熔滴过渡行为[J].材料科学与工艺,2012,20(2):128-132.
[2]董强,许鸿吉,谢明,等.薄板06Cr19Ni10不锈钢焊接接头组织与性能的研究[J].制造技术与机床,2016(4):65-69.
[3]张栋.波形参数对高速CMT焊接稳定性及焊缝成形影响的研究[D].山东:山东大学,2016.
[4]卢江.双机器人齿盘协同堆焊生产线关键技术研究[D].浙江:浙江大学,2017.
[5]王勇.熔化焊焊接接头的温度场和应力数值模拟[D].北京:北京交通大学,2009.
[6]张洪才,吉华,苟国庆,等.高速列车用A5083P-O铝合金MIG焊热循环分析及残余应力研究[J].电焊机,2011,41(11):30-34.
[7]谭国铨.3D激光扫描仪在电厂冷却塔变形监测中的应用探讨[J].电力勘测设计,2009(4):30-32.
[8]郑卜祥,宋永伦,席峰,等.对接焊铝合金板材残余应力的 X 射线测试[J].机械工程学报,2009,45(3):275-281.
猜你喜欢
有色金属(矿山部分)(2021年4期)2021-08-30
数学物理学报(2021年3期)2021-07-19
科技创新导报(2021年33期)2021-04-17
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
重型机械(2020年2期)2020-07-24
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
中国塑料(2016年10期)2016-06-27
焊接(2016年5期)2016-02-27