2种磨料应用于水射流剥离3PE防腐层的效果对比
2018-01-09 03:22:06焦光伟祁志江
重庆理工大学学报(自然科学) 2017年12期
焦光伟,张 冲,祁志江,王 庆
(1.陆军勤务学院 油料系, 重庆 401331; 2.中国石化管道储运有限公司抢维修中心, 江苏 徐州 221000)
2种磨料应用于水射流剥离3PE防腐层的效果对比
焦光伟1,张 冲1,祁志江2,王 庆2
(1.陆军勤务学院 油料系, 重庆 401331; 2.中国石化管道储运有限公司抢维修中心, 江苏 徐州 221000)
3PE防腐层的剥离是管道抢维修作业中的重要环节,采用后混式磨料水射流剥离3PE防腐层相比传统方法和前混式磨料水射流具有一定优势。在后混式磨料水射流剥离3PE防腐层实验中,对2种磨料的剥离效果和剥离效率进行对比研究,结果表明:磨料选用金刚砂时,比建筑砂剥离效率提升较多; 但金刚砂在压力过大或靶距过小时会对钢管表面产生损伤,而建筑砂却不会损伤钢管; 普通抢维修作业时,采用金刚砂成本不高。清除面积较大时,应根据效率要求结合磨料成本选择合适的磨料。
后混式磨料水射流; 3PE防腐层; 磨料
当前石油与天然气埋地管道多用三层聚乙烯(3PE)防腐层进行外防腐,当油气管道发生事故或自然老化需要抢维修时,需要将泄漏点周围涂覆的外防腐层彻底去除,才能进行焊接和补漏作业[1]。因此在抢维修中,3PE防腐层的剥离效率是影响抢修效率的重要因素。
目前,国内外在管道抢修作业3PE防腐层的剥离环节中,多采用火烧法[2]、打磨法[3]、气铲捶打法[4]、红外线加热法或热熔PE去除机法[5]等。但上述方法普遍效率不高,清除不彻底,往往还要再使用人力用手工刀具刮除。国外在管道不停输外修复剥离旧防腐层过程中除了采用人工刮除、机械刀具等手段,还提出了水射流剥离管道外防腐层的方法[6]。但是年代久远,当时射流技术不发达,机器笨重且昂贵,实际应用比较困难,到目前为止尚未普及。后混式磨料水射流是由水泵为水加压,经过高压管路和喷嘴,在加砂喷嘴组件与磨料混合后通过磨料喷嘴形成的一股高速聚集射流[7]。水和磨料的混合射流束携带了大量动能,加上磨料自身颗粒小、硬度大、具有很强的切削能力,在切割硬质物体上具有不错的效果[8]。尤其是磨料水射流在作业时不会造成局部升温,不会产生明火,与传统方法相比具有很大优势,因此应用在剥离3PE防腐层上具有很大潜力[9-10]。目前,在水射流切割领域多用前混式磨料水射流,因其切割能力强,所需压力小,能量转换率高,比后混式磨料水射流在切割材料上更高效[11-12]。但是,根据文献[13]研究发现:前混式磨料水射流在剥离3PE防腐层时不易控制,很容易损伤钢管表面,而且在使用中喷嘴易磨碎或堵塞[14],因此不适用于3PE防腐层剥离。而后混式磨料水射流在清洗作业中应用广泛,其能量转换率低因而磨料携带动能小、射流打击力小且适应力强,同一装置可以换用不同磨料进行剥离。目前后混式磨料水射流多用金刚砂和建筑砂作为磨料,其中金刚砂硬度大、密度大、颗粒粒径小,而建筑砂密度小、硬度小、颗粒粒径大,但是金刚砂的价格是建筑砂的几十倍。本文针对使用后混式磨料水射流剥离3PE防腐层时采用不同的2种磨料的剥离效率和效果进行了对比研究与分析。
1 实验设计
1.1 实验装置
实验装置为HPW-DK35.21C后混式磨料水射流清洗装置,主要部件包括水箱、进水单向阀、三柱塞往复泵、出水单向阀、调压阀、压力表、喷枪以及磨料容器。其结构工艺如图1所示。
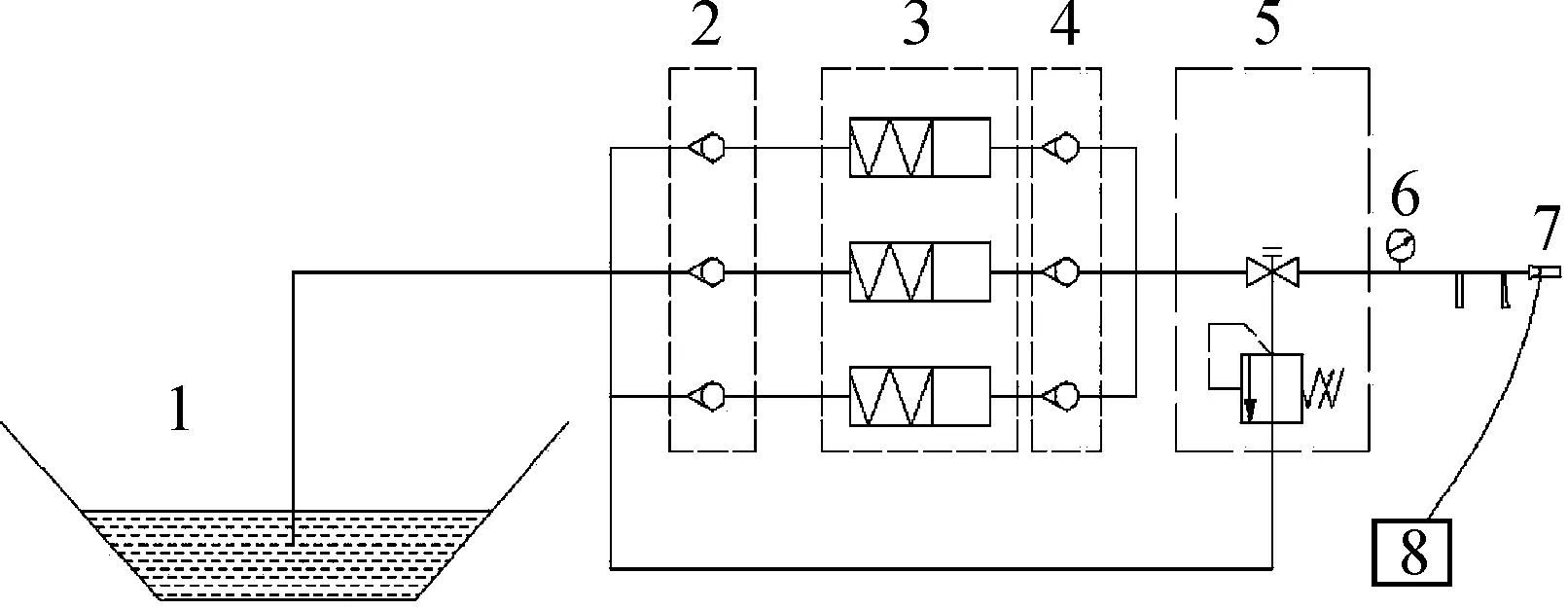
1.水箱; 2.进水单向阀; 3.三柱塞往复泵; 4.出水单向阀; 5.调压装置; 6.压力表; 7.喷枪; 8.磨料容器
结合图1,可知其工作原理:当电源接通后,电动机带动高压泵轴转动,泵轴通过曲柄连杆机构使得柱塞做往复运动。当柱塞向后拉时缸体的泵腔容积增加,进水单向阀打开,出水单向阀关闭,水通过进水管进入缸体。当柱塞向前推动时,泵腔容积减少,缸体内部压力增大,进水单向阀关闭,出水单向阀打开,水经过加压后通过出水管流出,并通过调压装置调节压力。其中,调压装置包括调压阀和安全阀通过限流原理来调节出口管路压力,安全阀在管路压力过高时会及时泄压防止事故发生。高压水经过压力调节后进入喷射装置,通过水喷嘴后加速并在混合腔同吸入的磨料进行混合,通过磨料喷嘴喷出。喷嘴结构尺寸和外观如图2所示。

图2 喷嘴的结构尺寸和外观
此次实验用管材选取Φ406×5 L485天然气管道,截取其中0.5 m进行实验。如图3所示。

图3 实验用管材
该管材外部涂覆了普通级3PE防腐层,总厚度为2.2 mm,其中最外层PE层厚度为1.9 mm,底层FBE层厚度为120 μm,符合国家和行业标准[15-16],适合进行实验。
如图4所示,使用的磨料为金刚砂和普通建筑砂2种,其粒度分别为80目和60目,莫氏硬度分别为9和6,密度分别为 3 900 kg/m3和 1 750 kg/m3。由于物理性质的不同,金刚砂相比建筑砂切削能力更强,颗粒粒径更小,同时含杂质也少,但是价格却是建筑砂的十几倍。建筑砂虽然杂质多但由于该设备主要功能为清洗,喷嘴口径较大,磨料颗粒粒度相比喷嘴口径要小很多,因而并不会出现喷嘴堵塞,影响实验正常进行,同时操作也比前混式水射流切割安全。此外,由于不同压力下产生的真空度不相同,因而磨料质量流量与泵压相关,随泵压增大而增大。

图4 2种磨料的外观
1.2 实验方法
[17-20]中设置,结合实际条件和需要,确定以下3个实验因素:射流压力、靶距、入射角。其中射流压力通过调压阀调节,靶距和入射角通过实验台架控制。实验台架如图5所示。

图5 实验台架
根据文献[13]中研究,选定各因素参数,如表1所示。
将实验设备连接完备,固定好实验管材,人员做好安全防护,进行实验:
1) 根据因素水平参数预设。根据表1制定的参数组合方案设置参数,将喷枪夹持在夹具上并调整靶距和入射角。
2) 开机,调节压力参数到方案要求的数值并稳定。
3) 开枪并推动滑块移动,观察防腐层剥离效果,控制滑块的移动速度能够使射流冲击处的防腐层能够刚好完全剥离,以20 s为一次实验的时间,20 s时停止移动并关枪。喷枪移动方向和射流在水平方向的分速度一致。
4) 转动钢管,重新改变参数进行下一组实验。

表1 因素水平
2 实验结果分析
分别使用2种磨料在几个参数组合下进行了8组实验,测量剥离防腐层的面积,计算其剥离效率,对比其剥离效率和剥离效果,其结果如图6和表1所示。
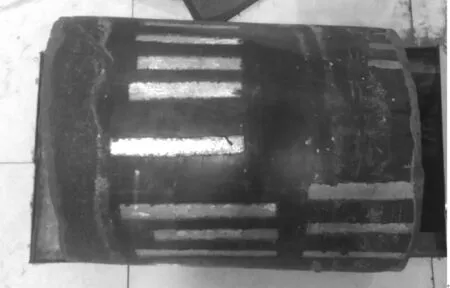
图6 实验后管道表面

编号压力P/MPa靶距H/mm入射角θ/(°)金刚砂剥离效率/(cm2·s-1)金刚砂剥离效果建筑砂剥离效率/(cm2·s-1)建筑砂剥离效果135100302.541效果明显2.384效果明显235100453.004效果明显2.433效果明显33550302.419损伤钢管2.121效果明显43550452.883损伤钢管2.182效果明显530100302.171效果明显1.999效果明显630100452.299效果明显2.134效果明显73050301.958效果明显1.812效果明显83050452.047效果明显1.851效果明显
由表2实验结果可知:1)无论磨料种类,剥离效率随压力升高而增大,靶距H=100 mm时剥离效率较高,入射角θ=45°时剥离效率较高; 2)同样的参数组合,使用金刚砂为磨料的剥离效率要比建筑砂剥离效率高,平均高出14%; 3)金刚砂在35 MPa压力下,靶距H=50 mm时会对钢管造成损伤,而当靶距H=100 mm时剥离效果明显,同时不会损伤钢管,建筑砂在所有参数组合下均对钢管没有明显损伤。2种剥离效果如图7所示。
根据实验结果,当采用金刚砂作为磨料时,磨料水射流的冲击力增强,清洗剥离能力进一步提升。金刚砂在硬度上较建筑砂大,同时颗粒粒径又较小。在对防腐层进行剥离时破碎能力更强,更容易使防腐层发生断裂损伤。同时,底层FBE层的剥离较多地依靠磨料的磨损作用,金刚砂硬度和锋利程度的提升使得FBE层的去除更加容易。但是磨料破坏能力的增强会使钢管表面受到不同程度的损害,必须控制在可接受范围内,因此使用金刚砂磨料时就要限制靶距不能太近,同时当钢管表面露出时应尽量减少在其表面的停留时间。由于金刚砂的制作工艺问题,金刚砂较建筑砂的价格劣势也较明显,目前金刚砂市价在3 000元/吨左右,而建筑砂只有100元/吨左右,建筑砂的价格优势明显。

图7 2种剥离效果
在第2组参数组合下清除相同面积的防腐层时,使用金刚砂和建筑砂的剥离时间关系为t金刚砂=0.8t建筑砂。假设2种磨料在相同工况下的相同时间消耗相同,则所需成本之比为S金刚砂=24S建筑砂。根据文献[16]规范中规定,管道修复要求清除缺陷100 mm范围内防腐层。经过计算使用金刚砂所需时间比使用建筑砂少8 s,当磨料质量流量达到1 kg/min时,使用金刚砂成本比建筑砂成本高0.95元。基本可忽略不计。但如果要求清除面积较大时,应结合工程实际需要选用合适磨料。
3 结论
在后混式磨料水射流剥离3PE防腐层实验中使用2种磨料,对实验结果进行对比可以得出:
1) 使用金刚砂作为磨料可以有效提升后混式磨料水射流剥离3PE防腐层的剥离效率;
2) 当压力过大或靶距过小时,金刚砂会对钢管表面产生损伤而建筑砂不会损伤钢管;
3) 普通抢维修作业时,采用金刚砂可提高施工效率,同时成本不高。清除面积较大时,应根据效率要求结合磨料成本选择合适的磨料。
参考文献:
[1] 李煌英,高光军,吴锋.国外旧管道不停输外修复技术[J].油气储运,2000(3):53-57.
[2] 谢彧馨,马肇臻.燃气管道3PE防腐涂层剥离方法的探讨[J].煤气与热力,2012,32(3):37-39.
[3] 赵慧玲,刘艳利,周号,等.便携式管端3LPE防腐层打磨装置[J].管道技术与设备,2014(2):25-27.
[4] 魏竟.气铲捶打剥离3PE防腐层技术在管道泄漏维抢修中的应用[J].内蒙古石油化工,2015(8):111-112.
[5] 刘忠诚.热熔PE去除机——新型油气管道3PE防腐层快速去除加热装置[C]//中国石油和石化工程研究会.中国油气管道建设与储运技术交流会暨油气储运新技术、新设备、新材料展示会论文集.[S.l.],中国石油和石化工程研究会,2014:3.
[6] 蒋仕章.国外管道旧涂层清除技术的发展[J].管道技术与设备,1998(2):15-16.
[7] 赵永赞,王军,赵民.磨料水射流切割工程陶瓷的机理及实验分析[J].稀有金属材料与工程,2008,37(s1):741-744.
[8] 薛胜雄.高压水射流技术工程[M].合肥:合肥工业大学出版社,2006.
[9] GUHA A,BARRON R M,BALACHANDAR R.An experimental and numerical study of water jet cleaning process[J].Journal of Materials Processing Technology,2011,211(4):610-618.
[10] 张沙,龚烈航,王稳华.前混合磨料水射流切割金属火雷管研究[J].润滑与密封,2011,36(2):72-75.
[11] 张滕飞,邓松圣,张世峡,等.高压磨料水射流切割Q235钢试验研究[J].后勤工程学院学报,2016,32(2):57-61.
[12] 邓松圣,于以兵,廖松,等.前混合磨料射流在管道和储罐切割中的应用[J].天然气与石油,2017,35(2):31-35.
[13] 张冲,焦光伟,管金发,等.磨料水射流剥离3PE防腐层试验研究[J].后勤工程学院学报,2017,33(2):40-43.
[14] 管金发,邓松圣,伍建林,等.前混合磨料水射流喷嘴磨损规律的数值模拟[J].重庆理工大学学报(自然科学版),2016,30,(12):48-54.
[15] 中华人民共和国国家质量监督检验检疫总局,等.GB/T 23257—2009《埋地钢质管道聚乙烯防腐层》[S].北京:中国标准出版社,2009.
[16] 中国石油天然气股份有限公司管道分公司,等.SY/T 5918—2011《埋地钢质管道外防腐层修复技术规范》[S].北京:石油工业出版社,2011.
[17] 郭联欢.磨料水射流切割预测与模拟技术研究[D].重庆:中国人民解放军后勤工程学院,2016.
[18] LI W Y,ZHU H T,WANG J,et al.An investigation into the radial-mode abrasive waterjet turning process on high tensile steels[J].International Journal of Mechanical Sciences,2013,77(4):365-376.
[19] 王兴如.基于超高压纯水射流的船壁除锈除漆关键技术与爬壁试验研究[D].大连:大连海事大学,2010.
[20] 王永韦.磨料水射流切割钛合金的实验研究[D].成都:西华大学,2013.
ComparisonofTwoKindsofAbrasivesIn3PEAnticorrosiveCoatingStrippingExperimentConductedByPost-MixedAbrasiveWaterJet
JIAO Guangwei1, ZHANG Chong1, Qi Zhijiang2,WANG Qing2
(1.Department of Logistics Information & Logistics Engineering, Logistic Engineering University, Chongqing 401331, China; 2.Emergency Repair Center of China Petrochemical Pipeline Storage and Transportation Co., Ltd.,Xuzhou 221000,China)
3PE anticorrosive coating stripping is pivotal in emergency maintenance of pipelines. Using post-mixed abrasive water jet is more efficient than traditional methods and pre-mixed abrasive water jet. An experiment about striping the 3PE coatings was conducted by post-mixed abrasive water jet, and the stripping efficiency and effect of the two kinds of abrasives were compared. Results show that using emery can promote the stripping efficiency but the pipeline will be hurt when the pressure is too high or the standoff distance is too short. And the building sand will never hurt the pipeline. In normal maintenance work, using emery will cost not so much, but when the stripping area is big, demands and cost should both be taken into consideration.
post-mixed abrasive water; 3PE anticorrosive coating; abrasive
2017-06-09
中国石油化工项目(G8603-12-2S-0057)
焦光伟(1963—),男,教授,主要从事油气储运工程、应急保障技术与装备研究,E-mail ostla@163.com。
焦光伟,张冲,祁志江,等.2种磨料应用于水射流剥离3PE防腐层的效果对比[J].重庆理工大学学报(自然科学),2017(12):94-98,129.
formatJIAO Guangwei, ZHANG Chong, Qi Zhijiang, et al.Comparison of Two Kinds of Abrasives In 3PE Anticorrosive Coating Stripping Experiment Conducted By Post-Mixed Abrasive Water Jet[J].Journal of Chongqing University of Technology(Natural Science),2017(12):94-98,129.
10.3969/j.issn.1674-8425(z).2017.12.016
TP69
A
1674-8425(2017)12-0094-05
(责任编辑陈 艳)
猜你喜欢
制造技术与机床(2019年4期)2019-04-04 12:21:18
建筑科技(2018年6期)2018-08-30 03:41:04
四川水泥(2018年1期)2018-03-29 00:40:44
科学与财富(2017年18期)2017-07-09 15:04:37
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
中国兽医杂志(2016年5期)2016-06-27 01:45:00
焊接(2015年5期)2015-07-18 11:03:40
中小企业管理与科技·下旬刊(2014年6期)2014-08-27 13:35:02
筑路机械与施工机械化(2014年7期)2014-03-01 03:00:49
筑路机械与施工机械化(2014年3期)2014-03-01 02:58:31