
熔敷金属中扩散氢含量的测定
2018-01-03 05:38,
理化检验(物理分册) 2017年12期
,
(四川大西洋焊接材料股份有限公司 检测所, 自贡 643000)
熔敷金属中扩散氢含量的测定
宗杰,蒋志强
(四川大西洋焊接材料股份有限公司 检测所, 自贡 643000)
依据GB/T 3965-2012分别采用水银法和热导法对熔敷金属中的扩散氢含量进行了测定,对两种方法的测定结果进行了比较,并运用数理统计方法确定了两种方法测定结果之间的函数关系。结果表明:该两种方法均具有较高的测定精度,且两种方法的测定结果很相近,热导法的略小于水银法的;两种方法熔敷金属扩散氢含量测定结果的线性回归方程为y=1.019 5x-0.189 8,与y=x非常接近。
熔敷金属; 扩散氢含量; 水银法; 热导法; 数理统计; 函数关系
目前,常用的测氢方法主要有甘油法、水银法和色谱法。其中甘油法由于测试误差较大已不适用于低含量氢的测定;水银法测试准确,但由于其对人员和环境可能会造成一定的危害,故ISO 3690:2012《焊接和相关工艺方法——电弧焊金属中氢含量的测定》[1]和GB/T 3965-2012《熔敷金属中扩散氢测定方法》[2]均增加了载气热提取式热导法(以下简称“热导法”),并与水银法和集氢式热导法一起作为其基本方法[3-4]。笔者分别采用水银法和载气热提取式热导法对熔敷金属中的扩散氢含量进行了测定,并通过数理统计方法比较了该两种方法的测定精度和重现性,以供同行参考。
1 试样制备与试验方法
1.1 试样制备
本试验中使用的焊条、焊丝、焊剂的化学成分及力学性能均符合相关国家标准要求,焊条焊前烘焙温度及焊接工艺均按产品说明书操作。
表1为水银法和热导法的试样尺寸。
1.2 试验前准备
试块、引弧板和引出板材料均为Q235钢板,在加工成如表1所示的尺寸前,先在干燥的惰性气体或真空中进行(650±10) ℃保温1 h的去氢处理,焊接夹具按照GB/T 3965-2012要求配置[5]。

表1 试块、引弧板及引出板尺寸Tab.1 The size of test block, starting weld Taband run-off weld Tab
1.3 试验设备
试验采用德国布鲁克热导法扩散氢分析仪,其型号为G4 PHOENIX。
1.4 试验方法
由同一名焊接人员,按照产品说明书规定的焊接工艺和GB/T 3965-2012规定的扩散氢测定方法,进行焊接和试块处理。由于水银法的测定周期较长,故同样的产品不同方法尽量在同一天完成,以确保不同方法测试时环境的温湿度接近或一致。焊好的试块不能立即进行测试时,应按GB/T 3965-2012的规定放入低温槽内。不同方法的收集温度及时间见表2。

表2 不同测定方法的收集温度及时间Tab.2 The collecting temperature and time for differentdetermination methods
2 试验结果与讨论
2.1 试验结果
在相同施焊环境、焊接人员和焊接工艺条件下,水银法和热导法的扩散氢含量测定结果列于表3,可以看出水银法和热导法的测定结果相近,热导法的测定结果总体上略小于水银法的。

表3 水银法和热导法扩散氢含量测定结果Tab.3 The determination results of diffusible hydrogen content by mercury method and thermal conductivity method
通过与水银法的测定结果相比较可知,热导法能够准确、快速地测定熔敷金属中的扩散氢含量,除2号试样和3号试样外4次测定的标准差总体较小,说明该方法较水银法的单值离散度要小[6-8]。
2.2 讨论
使用线性回归技术来确定水银法和热导法测定的扩散氢含量之间的函数关系,其引用的函数形式为y=mx+n,其中y表示热导法的测定结果,x表示水银法的测定结果,线性回归函数系数m和n通过最小二乘法确定[6]。
如图1所示,对水银法和热导法测定的扩散氢含量进行线性回归得到的回归曲线为直线,其中m=1.019 5,n=-0.189 8,由此得到本次试验中水银法和热导法测定的扩散氢含量之间的函数关系式为:y=1.019 5x-0.189 8。
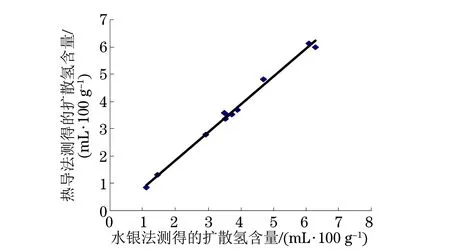
图1 水银法与热导法扩散氢含量测定结果的线性回归曲线Fig.1 The linear regression curve of determination resultsof diffusible hydrogen content by mercury method andthermal conductivity method
由图1可见,尽管两种方法的试块尺寸、加热温度及加热时间不同,但测得的结果非常相近,其线性回归方程与y=x几乎重合,且相关系数R2=0.993 6,接近1,说明这两种方法可以作为互相参考的分析方法。
热导法快速准确,但设备昂贵;而水银法设备简单,但检测周期长。用户可根据自身需求选择相应的检测方法。
虽然本试验只针对11组试验结果进行研究,不能完全反映所有材料的真实情况,且所得回归曲线仅适用于所在试验室的两种测氢方法,但可为今后这两种测氢方法的对比研究提供基础参考[9]。
3 结论
对于熔敷金属中扩散氢含量的测定,热导法是一种快速准确的方法,组内数据标准差较小,测定结果的离散度较小;通过与常用的水银法进行对比,发现两种方法的测定结果很相近,前者略微小于后者,两种方法扩散氢含量测定结果的线性回归方程为y=1.019 5x-0.189 8,与y=x非常接近,这为今后科研型机构确定焊接材料熔敷金属扩散氢含量的标准范围提供了可参考的函数关系。
[1] ISO 3690:2012 Welding and allied processes—Determination of hydrogen content in arcweld metal[S].
[2] GB/T 3965-2012 熔敷金属中扩散氢测定方法[S].
[3] AWS A4.3-1993(R2006) Standard methods for determination of the diffusible hydrogen content of martensitic, bainitic, and ferritic steel weld metal produced by arc welding[S].
[4] 马青军,方乃文,宋北,等. 4种扩散氢测定方法的数据对比及稳定性探究[J]. 焊接,2016(8):50-54.
[5] 宋北,马青军,杨子佳,等. 熔敷金属中扩散氢测试方法的研究进展[J]. 机械制造文摘(焊接分册),2016(1):41-43.
[6] 冯涛. 两种常用扩散氢含量测定方法的比较[J]. 中国高新技术企业,2008(18):88,92.
[7] 蔡俊,田海成,张少健,等. 屈服强度460 MPa级药芯焊丝扩散氢含量研究[J]. 焊接技术,2016,45(8):60-62.
[8] 王怀龙,钱伟方,刘硕. 埋弧焊剂含水率与熔敷金属扩散氢关系研究[J]. 宝钢技术,2016(4):34-37.
[9] 罗雪梅,卜华全. 热导法测定熔敷金属中扩散氢含量[J]. 石油化工设备,2013,42(1):75-77.
DeterminationofDiffusibleHydrogenContentinDepositedMetals
ZONGJie,JIANGZhiqiang
(Department of Test, Atlantic China Welding Consumables INC., Zigong 643000, China)
According to GB/T 3965-2012, the diffusible hydrogen content in deposited metals were determined by mercury method and thermal conductivity method respectively. The determination results by the two methods were compared, and the functional relationship between the determination results by the two methods was determined by using mathematical statistics method. The results show that both the two methods had high determination precision with similar determination results, and the determination results measured by thermal conductivity method were slightly smaller than those measured by mercury method. The linear regression equation between the determination results of diffusible hydrogen content in deposited metals measured by the two methods wasy=1.019 5x-0.189 8 which was very close toy=x.
deposited metal; diffusible hydrogen content; mercury method; thermal conductivity method; mathematical statistics; functional relationship
2017-02-20
宗 杰(1980-),男,工程师,学士,主要从事实验室认可体系管理和理化检测研究工作,593946006@qq.com
10.11973/lhjy-wl201712006
TG406
A
1001-4012(2017)12-0879-03
猜你喜欢
四川蚕业(2022年2期)2022-11-19
玩具世界(2022年1期)2022-06-05
科学技术创新(2022年1期)2022-02-19
无损检测(2021年10期)2021-12-13
环境保护与循环经济(2021年7期)2021-11-02
科学技术创新(2021年3期)2021-01-22
铸造设备与工艺(2019年2期)2019-07-25
中学生数理化·八年级物理人教版(2019年5期)2019-06-25
健康博览(2017年4期)2017-09-19
家庭科学·新健康(2015年6期)2015-06-04
