
栾川三道庄钼钨矿综合回收铜试验研究
2018-01-03 02:20吴玉洁张宗合
中国钼业 2017年6期
吴玉洁, 张宗合
(洛阳栾川钼业集团股份有限公司选矿二公司,河南 栾川 471543)
栾川三道庄钼钨矿综合回收铜试验研究
吴玉洁, 张宗合
(洛阳栾川钼业集团股份有限公司选矿二公司,河南 栾川 471543)
洛钼集团三道庄露天矿区为一特大矽卡岩型钼钨矿床,选矿二公司技术人员通过实验室试验和工业试验,对从钼精扫尾矿中回收铜进行了系统试验研究,解决了三道庄钼钨矿中极低品位铜综合回收的难题。通过浓缩、过滤、活化、浮选等工艺,采用一粗—四精—两扫的闭路流程,获得了品位为20%的铜精矿。研究不仅综合回收了钼钨矿中的铜资源,而且对洛钼集团各分子公司和同类型矿山有重要的借鉴意义。
钼钨矿;浮选;综合回收;铜
0 引 言
随着资源的日趋衰竭,从尾矿中综合回收有价资源越来越受到重视。目前众多学者针对钼尾矿的综合利用进行了大量的研究,并取得了一定的成果[1-5]。本文针对洛钼集团选矿二公司钼精扫尾矿,通过实验室试验和工业试验对其进行了系统的研究,确定了最佳的药剂制度和工艺流程。综合回收铜资源,不仅避免资源的浪费,而且给企业带来了一定的经济效益,促进企业长久发展,同时对同类型矿山具有一定的借鉴意义。
1 矿石性质研究
1.1 原矿多元素分析
三道庄钼钨矿原矿化学多元素分析结果见表1。

表1 原矿多元素分析 %
注:Au、Ag的单位为g/t,下同。
由表1可知,原矿中Mo、 WO3和Cu的含量分别为0.128%、0.114%和0.012%,具有一定的回收价值。鉴于此,研究对原矿在进行钼和钨回收的同时,对铜回收进行了系统探索试验。
1.2 原矿X衍射分析
原矿X衍射分析结果见表2。
从表2可以看出,该矿石中主要金属矿物为黄铁矿、辉钼矿、磁黄铁矿、白钨矿、黃铜矿等,其中辉钼矿为主要回收矿物,白钨矿和黄铜矿为综合回收矿物。脉石矿物为石榴子石、石英、长石、云母和萤石等硅酸盐类矿物。结合原矿鉴定可知,黄铜矿的嵌布粒度较细,一般为0.02~0.3 mm,也有部分细粒的黄铜矿被包裹在脉石矿物中。

表2 原矿X衍射分析 %
2 实验室试验
2.1 铜回收可行性分析
为了分析铜回收的可行性,研究对现场选钼精选尾矿进行了为期一个月的连续取样,并对试样铜含量进行了化学分析,结果见表3。

表3 钼精选尾矿中铜含量 %
从表3可以看出,根据连续钼精扫尾矿取样化验结果,钼精扫尾矿中铜平均品位为0.484%,已达到可回收标准。从选钼精扫尾矿中综合回收铜,节省了采矿、原矿运输及破碎、磨矿费用,以及尾矿处理费用,仅需选别和精矿处理费用,回收成本低,具有较高的回收价值。
2.2 铜金属量分布率
试验前对钼精选尾矿进行取样筛析,并对各个粒级中的铜金属量进行测定,结果见表4。
从表4可以看出,钼精选尾矿中铜累计品位为0.51%;铜主要分布在较细的粒级中,-400目以下占89.64%。筛析时钼精选尾矿浓度较低为7.84%,浮选前需进行浓缩脱水。
2.3 捕收剂种类及用量试验
研究对钼精选尾矿综合回收铜粗选工艺进行了大量的探索试验。硫酸铜用量为200 g/t,利用Z-200、黑药、金堆城捕收剂T-2K、丁基黄药做捕收剂,用量均为30 g/t,采用一次粗选流程,试验结果见表5。
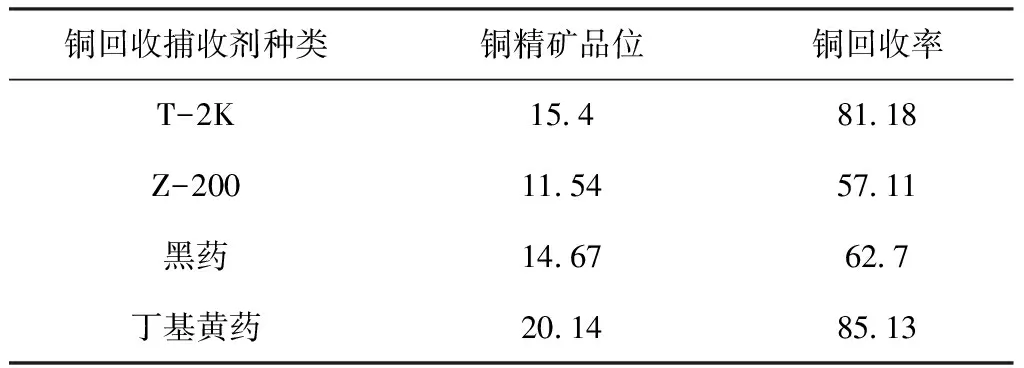
表5 不同种类捕收剂对比浮选试验结果 %
从表5可以看出,使用丁基黄药作为本次试验的捕收剂时,浮选指标最好。因此,本次试验的捕收剂为丁基黄药。在后续的试验中,当丁基黄药的用量为30 g/t时,铜粗精矿选矿指标最好。因此,丁基黄药的最佳用量为30 g/t。
2.4 硫酸铜用量试验
钼精选作业抑铜浮钼选用氰化钠作为抑制剂,故钼精选尾矿中有氰化钠残留。为消除CN-离子对铜回收的影响,试验采用硫酸铜作为铜矿物的活化剂。浓缩矿浆浓度为17.55%,加入石灰调节矿浆pH值为10,丁基黄药用量为30 g/t,硫酸铜用量为变量,试验流程采用一次粗选,试验结果见图1。
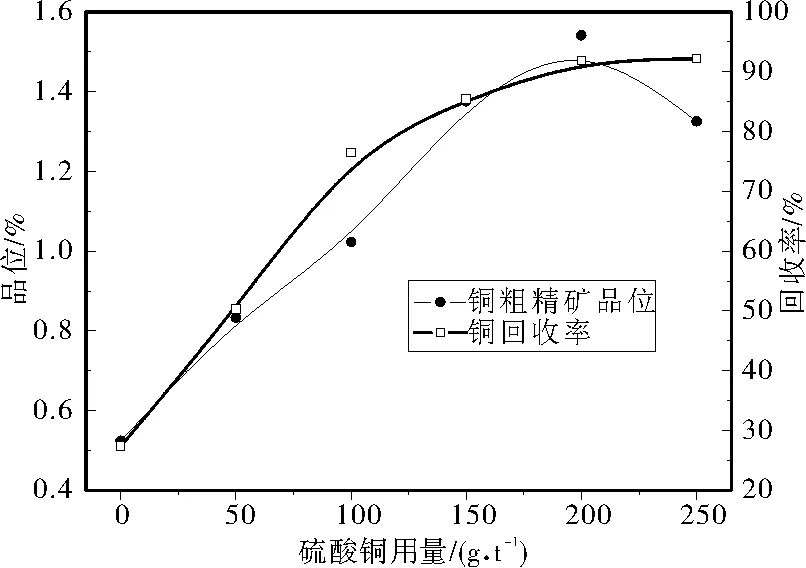
图1 硫酸铜用量试验结果
从图1可以看出,随着硫酸铜用量的增加,铜粗精矿的品位先呈上升趋势,当硫酸铜用量达到200 g/t之后,铜粗精矿的品位开始出现下降的趋势;随着硫酸铜用量的增加,铜粗精矿的回收率呈逐步上升的趋势,当硫酸铜用量达到200 g/t之后,铜粗精矿的回收率变化不大。综合考虑硫酸铜最佳用量为200 g/t。另外,硫酸铜用量与钼精选尾矿中残余CN-离子浓度有关,入选矿浆中残余CN-离子浓度越大,硫酸铜用量也就越大。因此工业生产中要根据生产情况酌情调整活化剂硫酸铜的用量。
2.5 铜浮选流程确定
研究在进行了粗选探索试验之后,通过精选次数试验和扫选次数试验,以确定最佳的浮选流程,从而达到最好的浮选效果。为确保铜回收精矿品位达到国家标准,对铜综合回收浮选工艺精选次数进行试验。试验前先对钼精选尾矿进行浓缩,浓度达到26.75%,采用一次粗选、四次精选的工艺流程时,第四次精选铜精矿品位为20.68%。因此,确定该试验浮选流成采用四次精选。从钼精扫尾矿中回收铜的精选试验流程见图2。
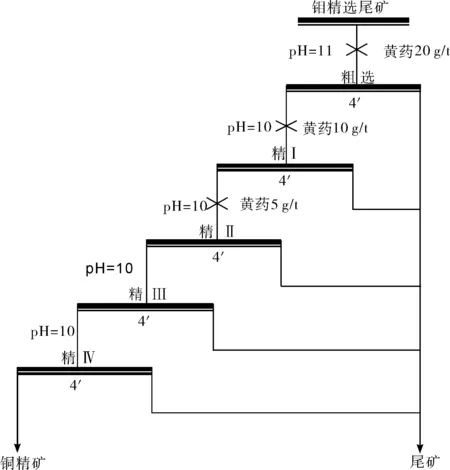
图2 从钼精扫尾矿中回收铜精选试验流程
为了尽可能回收钼精选尾矿中的铜,对铜浮选流程中的扫选次数进行试验。因为当时钼浮选作业生产中用巯基抑铜浮钼,故铜浮选试验中不需加铜活化剂硫酸铜。从钼精扫尾矿中回收铜的扫选试验流程见图3。
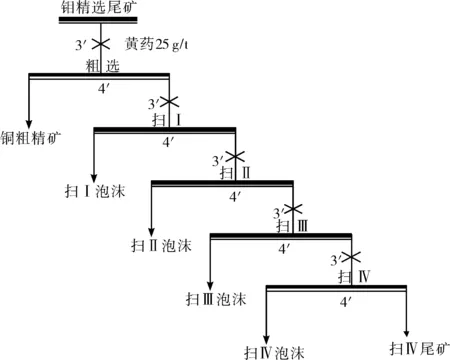
图3 从钼精扫尾矿中回收铜扫选试验流程
对每次扫选精矿进行称重和铜品位检测,并对最终扫选尾矿进行品位分析,扫选精矿产率及品位见图4。
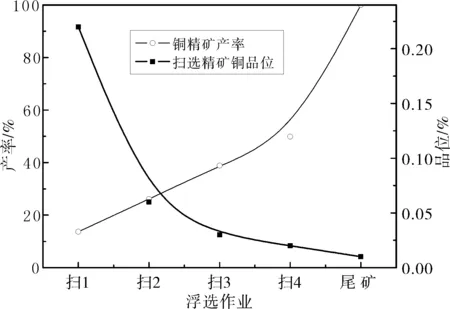
图4 从钼精扫尾矿中回收铜扫选试验结果
试验结果表明,一次扫选精矿品位为0.22%,二次扫选精矿品位为0.06%;当扫选两次后,第三次及第四次精矿品位与尾矿品位相近,不具有回收价值,故确定扫选两次为宜。
3 工业化试验
3.1 第一次工业试验
选矿二公司首先回收钼矿物,然后从钼精扫尾矿中综合回收铜。钼精选作业采用的是浮选柱浮选工艺,精选区的尾矿作为中矿返回到粗选作业。这种流程结构,虽然有利于中矿中钼的回收,但原矿中铜含量高时,会导致精选过程中被抑制下来的铜矿物在中矿返回时容易在精矿中富集,被抑制的铜矿物通过精选尾矿再次进入中矿浮选,部分铜矿物进入钼精选区。返回矿浆中铜矿物易与抑铜药剂脱落,造成铜矿物上浮,此时必须添加抑制剂,造成药剂消耗。同时,钼精选尾矿回收铜并实现单独抛尾可避免残余药剂对钼精选的干扰和铜矿物在流程中的恶性循环。因此,如何更好地提高选钼回收率,并有效回收尾矿中的铜矿物,成为选矿二公司的一个重点而又迫切的研究课题。
在第一次工业试验中,为了降低试验成本,所用设备都是用旧设备改造的。从第一次工业试验来看,铜精矿最高品位为14.9%,铜平均品位为9.19%,不太理想。现场试验与实验室试验结果相差较大,主要原因有:(1)脱水使用的旋流器型号太大(利用是闲置和废弃设备),旋流器脱药脱水效果不好,细粒铜金属随旋流器溢流大量损失,影响回收率;(2)生产回水pH过高,导致泡沫较粘,浮选不易操作;(3)试验所采用的给矿立式泵压力不够,给矿管抗压能力小,且停机时给矿泵叶轮容易堵塞,需吊出冲洗,开机前再重新吊装固定,维修工劳动强度大,导致每次开机困难;(4)精矿过细,精矿过滤设备效果不理想,精矿过滤效率较低,试验暂时中断。
3.2 第二次工业试验
在不影响正常生产的情况下,进行了第二次工业试验。浮选设备及工艺与第一次工业试验相同,并修缮和改造部分设备与管道,改进了脱水工艺,采用φ24 m浓密机作为浓缩设备,给矿泵也采用不易堵塞并且具有较大扬程的卧式渣浆泵,重新进行工业试验。与第一次工业试验不同,第二次工业试验期间,钼精选作业改加氰化物抑铜浮钼,因此钼精选尾矿进行铜回收浮选作业前需要增置活化剂搅拌桶。本次铜回收工业试验采用CuSO4作为活化剂,丁基黄药作为捕收剂,生石灰作为絮凝调整剂,本次试验钼精扫尾矿(选铜原矿)铜含量为0.444%,选铜尾矿中铜的品位为0.089%,最终浮选铜精矿品位为17.872%,相对于钼精选尾矿铜理论回收率为77.03%。
3.3 第三次工业试验
为了确保铜精矿品位在20%以上,进一步优化工业试验指标,进行了第三次产业扩大化工业试验,第三次工业试验流程见图5。
根据选矿二公司目前的实际生产状况及现有场地勘测,基于铜的综合回收存在巨大潜力,故提出现场技术改造,改造着眼对选矿车间的精扫选尾矿进行统一的铜综合回收。该项目需新建场地、改造并增加浮选设备、压滤车间以及其他附属配套设施,主要设备见表6。
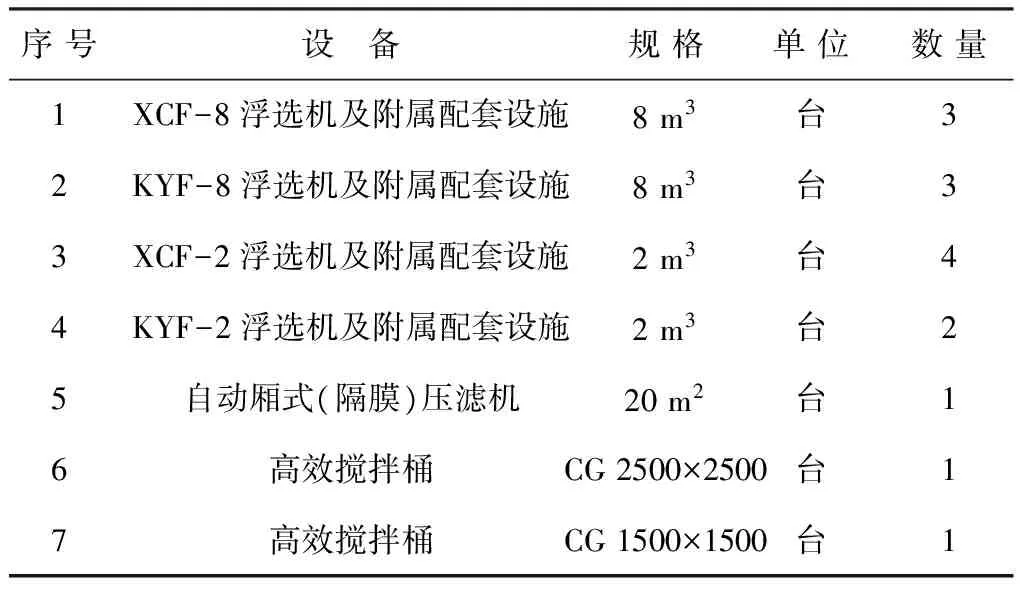
表6 铜综合回收所需主要设备
在搅拌桶内加入硫酸铜进行活化,然后添加丁基黄药进行一次粗选(2槽8 m3),二次扫选(各2槽8 m3),四次精选(精Ⅰ精Ⅱ各是2槽2 m3,精Ⅲ精Ⅳ各是1槽2 m3),精Ⅳ泡沫即为铜精矿。铜精矿经20 m2压滤机压滤后,所得的滤饼经螺旋溜槽进入铜精矿存储池。
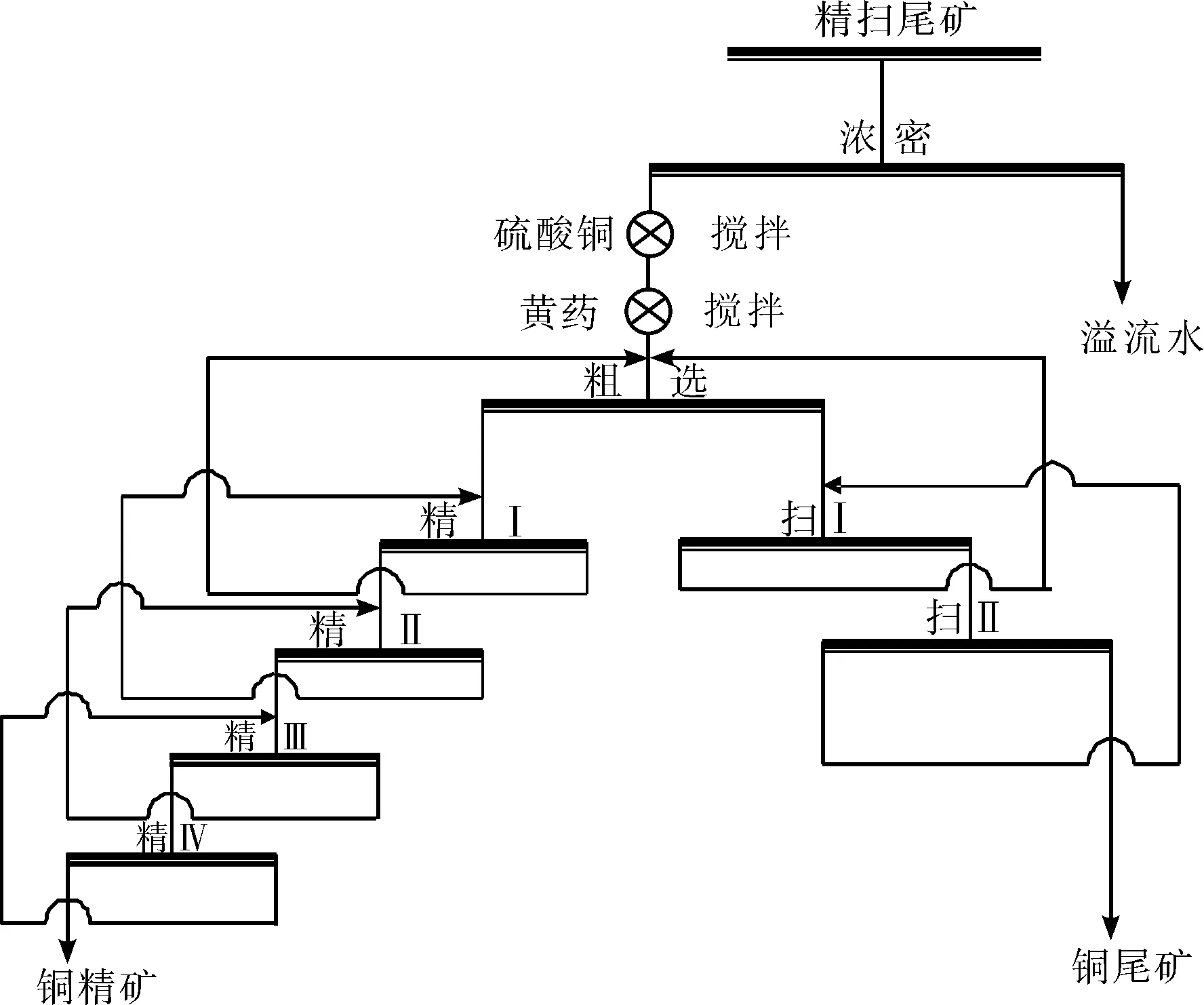
图5 第三次工业扩大化试验流程
第三次工业试验,铜回收累计品位20.32%,平均每月生产干矿为98.80 t,理论回收率为81.53%。第三次工业试验之所以取得理想的选矿指标,主要是因为:采用浓缩工艺对精扫尾矿先进行浓缩,一方面可以提高矿浆内药剂浓度,为选铜创造最佳矿浆浓度条件,同时减少设备负荷,减少药剂用量,节省成本;另一方面通过脱水脱泥的浓缩过程,可以脱去一部分选钼的残余药剂,减少药剂的相互作用,节省铜捕收剂及活化剂用量,更有利于铜的回收。
第三次工业试验结果见表7。
4 结 论
(1)三道庄钼钨矿铜综合回收采用一次粗选、二次扫选、四次精选的工艺流程,可获得20%的铜精矿。工艺结构紧凑、简单、合理,设备用量少,节能降耗,此流程尤其适用于粗选、精选有二次排尾的钼选厂,改造容易,效益明显,易于推广。
(2)选矿二公司率先从钼精选尾矿中综合回收铜,综合回收成本低,节省了采矿、原矿运输及破碎、磨矿费用及尾矿处理费用,仅需选别和精矿处理费用,符合洛钼集团坚持走可持续发展道路、依靠科技进步、致力于矿产资源的高效开发利用的理念。同时使公司增加了一个产品种类,新增了就业岗位,符合国家的产业政策。同时对各分子公司具有重大的现实借签意义,目前洛钼集团其他分子公司也在进行铜回收工业扩大化投产,经济效益和社会效益显著。
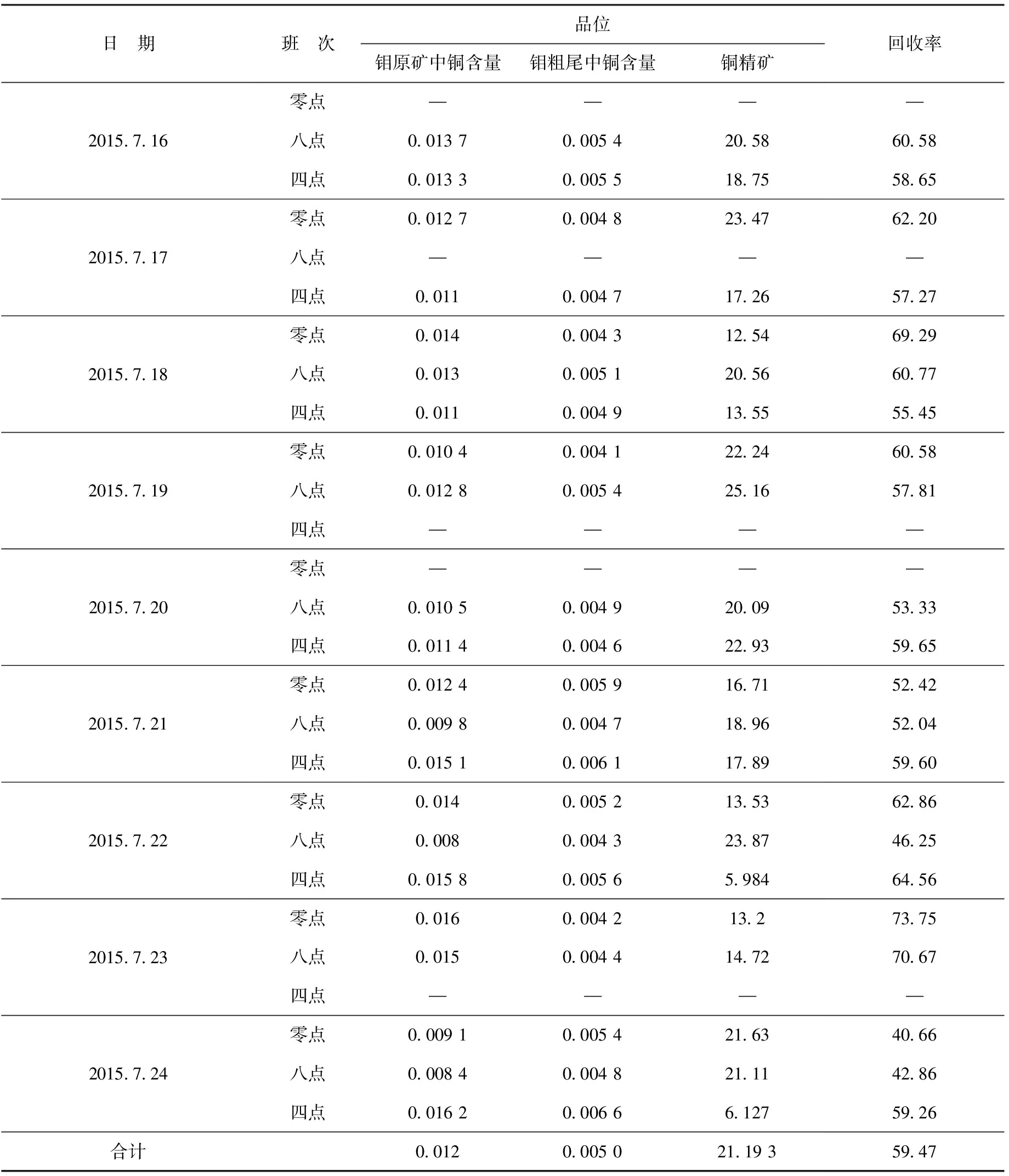
表7 钼粗选中铜回收率工业试验结果 %
[1] 胡卜亮, 王快社, 胡 平, 等.钼尾矿资源回收综合利用研究进展[J].材料导报,2015(19):123-127,134.
[2] 席晓光, 张金良.浅谈钼尾矿综合利用[J].矿业工程, 2013(5):62-64.
[3] 郭小宏.金堆城钼精选尾矿选铜技术发展[J].中国钼业, 2003, 27(4):5-9.
[4] 田朝晖, 王 斌, 李继涛.三道庄钼矿床中白钨矿的赋存特征及其综合回收新进展[J].中国钼业, 2004, 25(2):16-19.
[5] 崔延遂, 卞孝东, 郭俊刚,等.河南栾川三道庄钼矿工艺矿物学研究[J].矿产保护与利用, 2011(1):36-39.
EXPERIMENTALSTUDYONRECOVERINGCOPPERFROMMOLYBDENUM-TUNGSTENMINEINSANDAOZHUANGOFLUANCHUAN
WU Yu-jie, ZHANG Zong-he
(The Second Mineral Processing Company of China Molybdenum Co., Ltd.,Luanchuan 471543, Henan,China)
Sandaozhuang open pit mine is an extra big skarn molybdenum-tungsten deposit.Recovering copper from molybdenum roughing tailings were studied experimentally and systematically through laboratory and industrial tests by technicians from the Second Mineral Processing Company , the problem of comprehensive recovery low grade copper from Sandaozhuang molybdenum-tungsten ore was solved.Through concentration, filtration, activation, flotation and the closed-circuit process of one roughing four concentration-two scavening, copper concentrate with grade of 20% was obtained.The study has significant reference value to subsidiaries of China Molybdenum Co., Ltd and the same type mines.
molybdenum and tungsten ore; flotation; comprehensive recovery; copper
2017-06-30;
2017-08-05
吴玉洁(1976—),女,选矿工程师。E-mail: 360763205@qq.com
10.13384/j.cnki.cmi.1006-2602.2017.06.006
TD952
A
1006-2602(2017)06-0031-05
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
昆钢科技(2022年2期)2022-07-08
陶瓷科学与艺术(2021年8期)2021-10-15
铜业工程(2021年2期)2021-06-27
铜业工程(2021年1期)2021-04-23
钻井液与完井液(2019年4期)2019-10-10
渔业致富指南(2019年17期)2019-01-06
科学大众·小诺贝尔(2016年7期)2017-02-05
河北渔业(2014年8期)2014-08-27
