轮空压机自动联锁恒压控制系统的应用
2018-01-02 12:37:12俞诗雄
佛山陶瓷 2017年12期
俞诗雄
(广东博德精工建材有限公司,佛山528000)
Machine&Equipment机械与设备
轮空压机自动联锁恒压控制系统的应用
俞诗雄
(广东博德精工建材有限公司,佛山528000)
本文分析了空压机节能现状,探讨了一种空压机自动联锁恒压控制系统的应用。此应用解决了多台空压机与现场压力需求无法实时匹配问题,节约了15~20%空压机用电及大幅减少了空压机加载卸载次数。
空压机;自动联锁;恒压控制;节电
1 前言
陶瓷行业生产线占地面积广、使用空气压缩气的设备众多(如喷雾塔、抛光磨边设备、窑炉、压机等),且部分用气设备属于间歇性生产设备(根据生产计划安排进行开停),因此,空气压缩气需求波动较大。目前陶瓷行业使用的空压机基本为双螺杆式空压机,具有可靠性高、操作维护方便、动力平衡性好、强制输气等特性,但多台空压机之间未能根据生产用气需求进行很好的协作,缺乏一套自动联锁恒压控制系统,导致空压机频繁加载卸载,与用气需求量无法达到实时精准匹配,造成空气压缩气的浪费和空压机的维护成本偏高。本文主要从以下两方面对空压机节能运行进行探讨:
(1)陶企空压机节能现状;
(2)空压机自动联锁恒压控制系统的应用。
2 空压机节能现状
针对现今使用较普遍的螺杆型空压机,陶企主要从以下几个方面进行节约电力:
(1)治理泄漏。
由于陶企几乎各工序均要使用到空气压缩气,管道布置较长,极易存在管道泄漏。解决措施主要是在管路各段设立压力表,一般空压机出口到工厂使用点,压降不能超过1 bar,确保管道不泄漏。
(2)匹配压力需求。
通过仔细评估用气设备的压力需求,在保证生产的情况下尽量调低空压机排气压力。在空压机安装时,采用就近原则,在压缩气使用需求量较大的地方就近选择位置进行安装;在管道布置方面采用环型管网,以平衡各点用气压力。
(3)降低采气温度:因一般空压站内部温度都高于室外,可考虑室外采气。
(4)空压机余热回收。
将空压机运转过程中的热量通过换热管进行回收加热自来水,以送至宿舍等使用。
上述的空压机节能措施均无法真正实现实时匹配用气需求,达到一个精准的状态,会造成空压机频繁加载卸载,导致用电增加和空压机维护成本居高不下。因此,这里提出一种空压机自动联锁恒压控制系统,它能够大大的减少空压机加载卸载,且能够与用气需求达到精准实时匹配,节约空压机用电、减少维护成本等。
3 空压机自动联锁恒压控制系统的应用
空压机自动联锁恒压控制系统主要是通过电路技改,达到与实际用气需求实时匹配,以实现节约用电、节省维护成本的目的。下面举例说明:某陶瓷厂2台空压机(均为75 KW阿特拉斯螺杆型空压机),原先空压机全部采用工频控制,且单独工作不联锁,当管道压力低于5.8 bar时,两台空压机自动进行加载;当管道压力高于6.6 bar时,两台空压机自动进行卸载;当管道压力介于5.8~6.6 bar时,由于空压机的压力变送器存在±0.3 bar误差或因两台空压机距离较远存在管道压力误差等,有时会导致一台空压机正在加载,而另一台空压机却在卸载,造成空压机频繁加卸载及用电损失。其电路如图1所示。
为解决此问题,对这两台空压机进行电路技改,技改分联锁控制和变频恒压控制两部分。
首先对2台空压机电磁阀线路进行技改,新增管道压力监测点,增加PLC控制。将压力监测数据送至PLC,由PLC统一控制两台或多台空压机的加卸载动作,保障了不同空压机的统一动作,即同时加载或同时卸载。为避免压力传感器4~20 mA信号受干扰,增加电流隔离器,以保障压力信号的传输准确。
其次对2台空压机主电机线路进行技改,新增变频器、完善PLC程序,保证管道压力信号(4~20 mA)经PLC处理后送至变频器进行变频控制,此技改保障了空压机的运行与实际生产用气需求实时相匹配,即达到恒压控制效果。根据实际情况,设定了恒定压力为5.9 bar;设定变频器下限频率为30 HZ,当低于下限频率时,空压机自动停机。
经上述两部分改造后,空压机节能技改电路如图2所示,其中2号空压机电路技改同1号空压机。
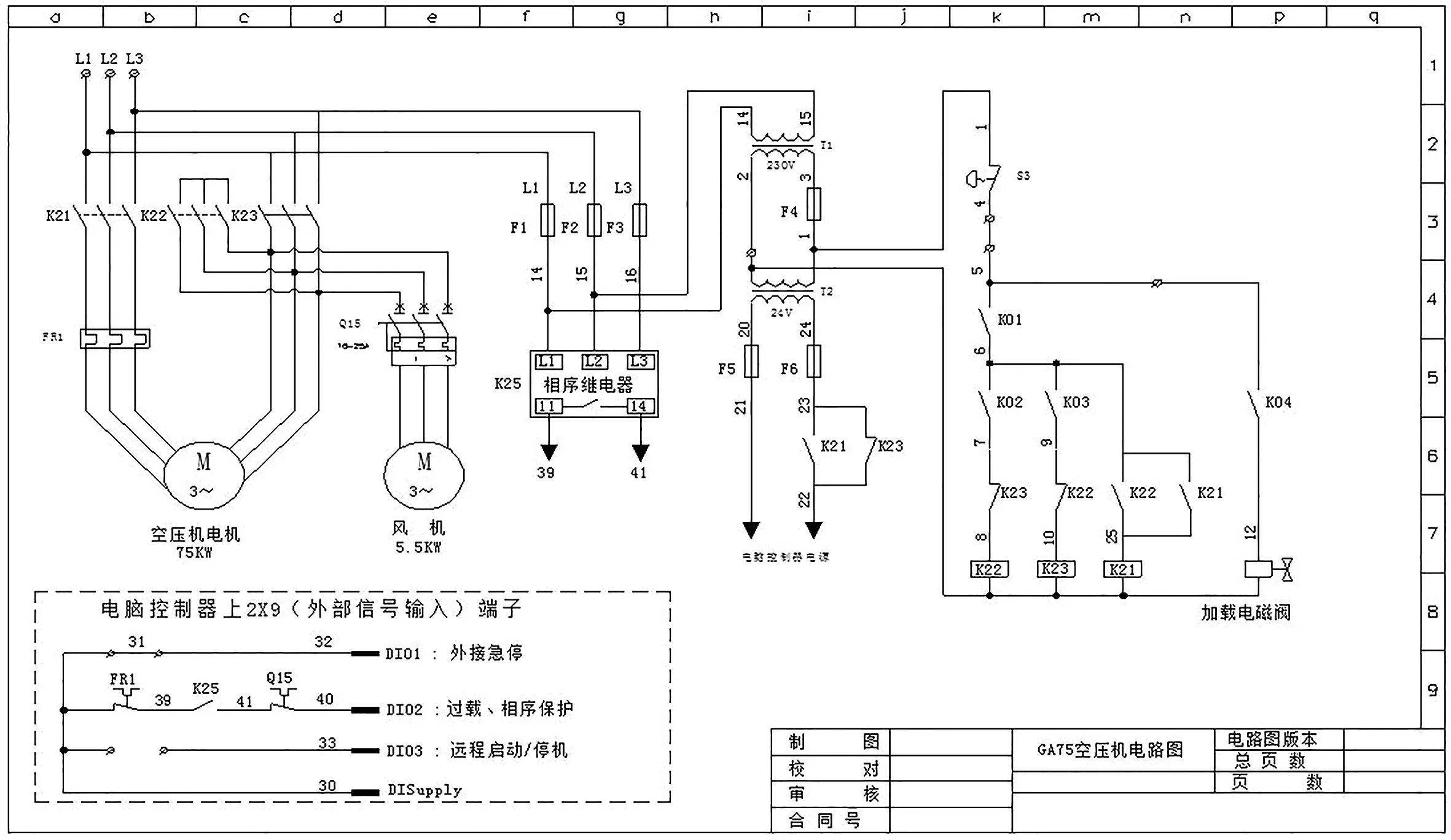
图1 75KW阿特拉斯螺杆型空压机电路控制图
4 结语
上述两台空压机经自动联锁恒压控制系统改造后,大大降低了空压机加卸卸载次数、节约了15~20%的用电、减少了空压机维护成本等。
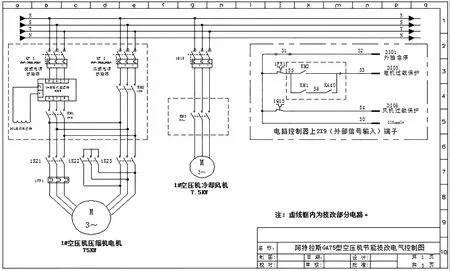
图2 阿特拉斯GA75型新增变频器电路图
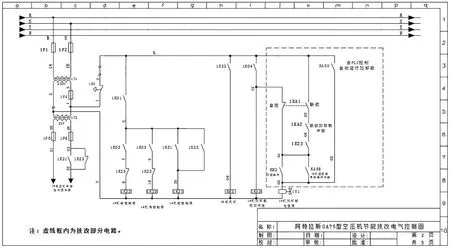
图3 阿特拉斯GA75型加卸载新增PLC自动控制电路图
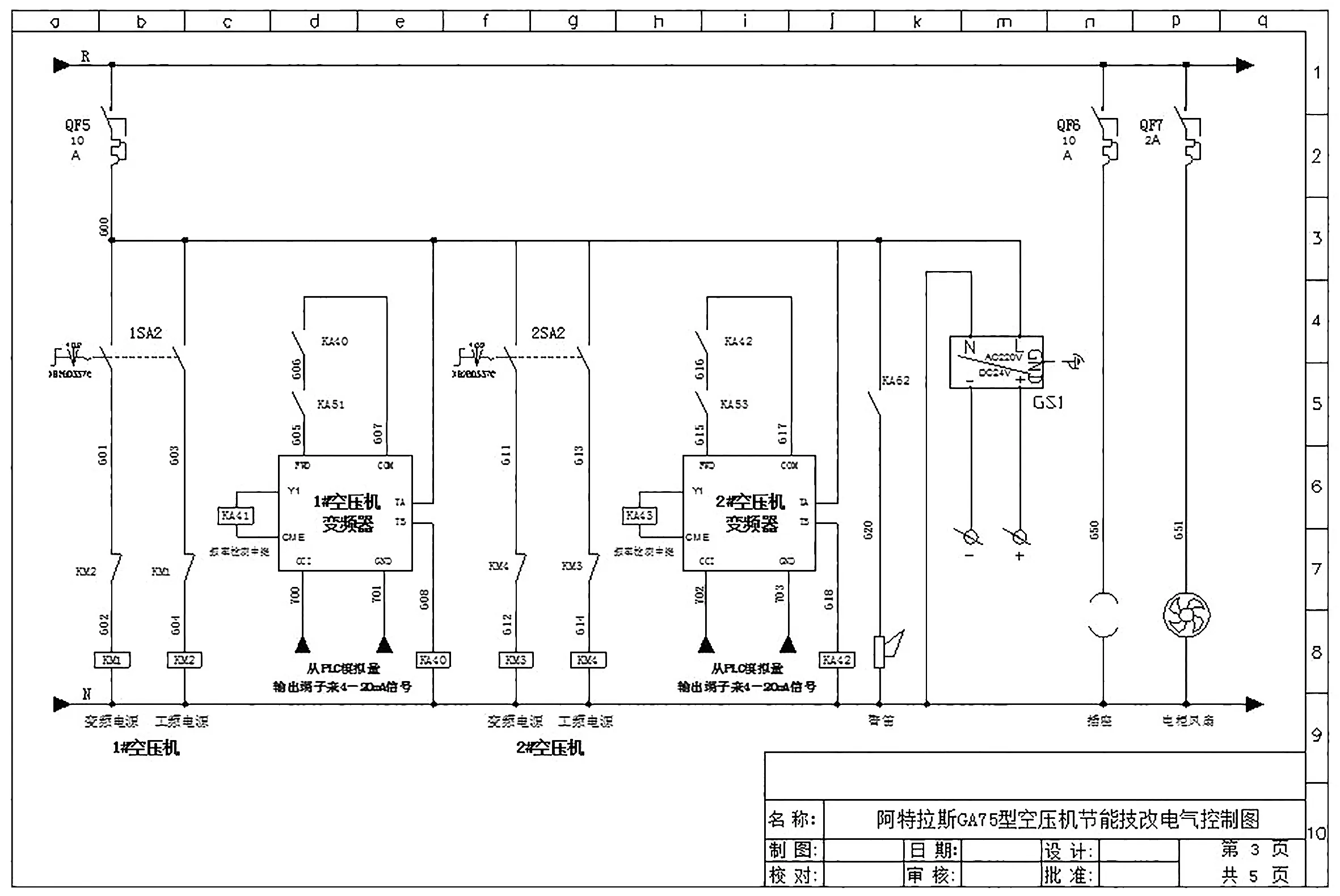
图4 两台空压机变频器控制原理图
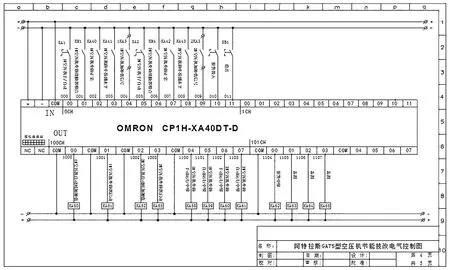
图5 两台空压机PLC自动控制接线原理图
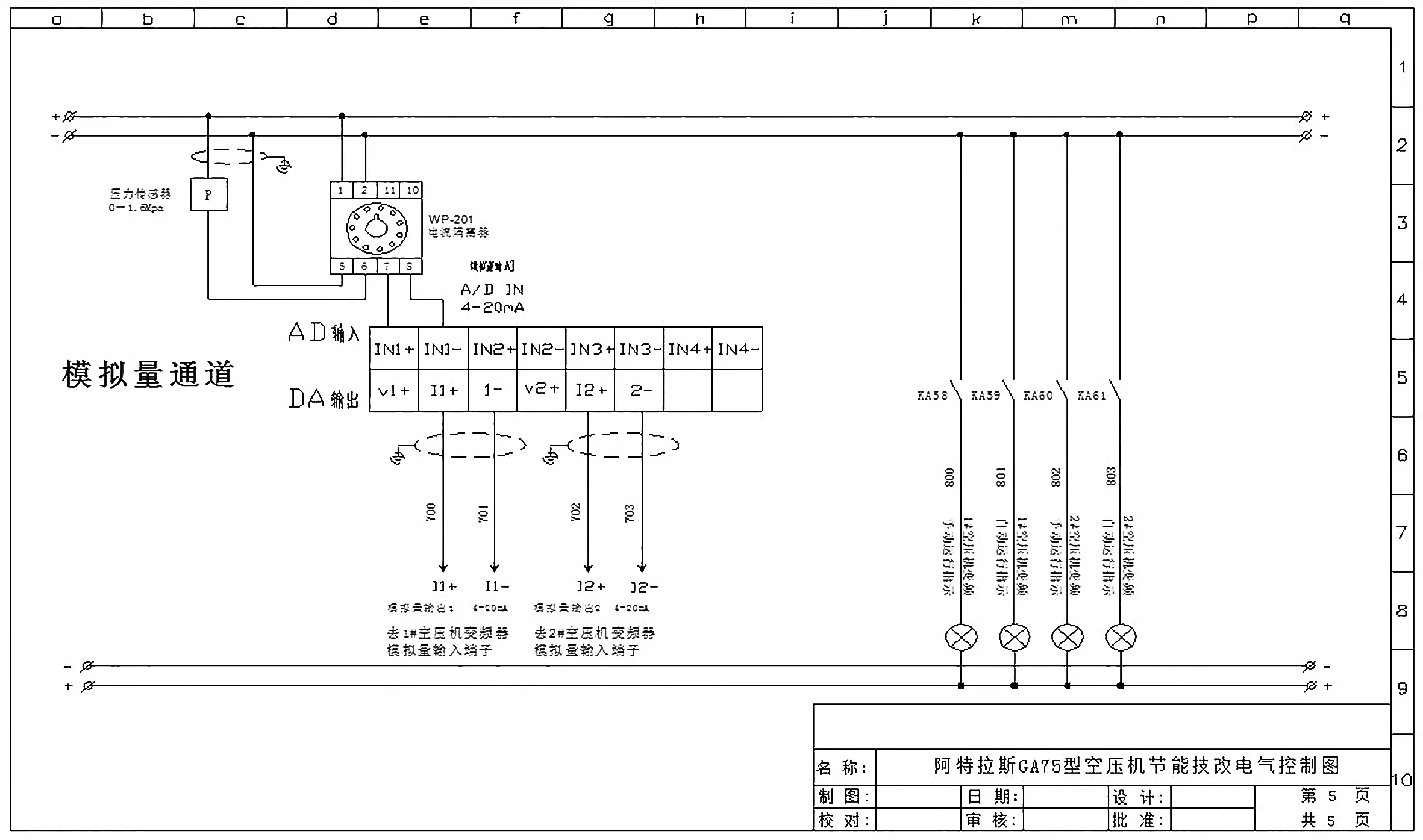
图6 两台空压机PLC模拟量接线图
[1]廖常初等.PLC编程及应用[M].机械工业出版社,2014.
[2]胡寿松.自动控制原理(第四版)[M].科学出版社,2013.
[3]阿特拉斯.科普柯固定式螺杆压缩机使用说明书,2002年.
[4]魏召刚.工业变频器原理及应用[M].电子工业出版社,2006.
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:56
电子制作(2017年17期)2017-12-18 06:40:54
山东工业技术(2016年15期)2016-12-01 05:31:03
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
通信电源技术(2016年5期)2016-03-22 01:09:57
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:31
筑路机械与施工机械化(2014年8期)2014-03-01 03:01:03
筑路机械与施工机械化(2014年5期)2014-03-01 02:59:19
河南科技(2014年24期)2014-02-27 14:19:35