数控机床丝杠螺距误差测量及系统补偿
2017-12-27 07:32雷楠南
商丘职业技术学院学报 2017年6期
雷楠南
(三门峡职业技术学院 机电工程学院,河南 三门峡 472000)
数控机床丝杠螺距误差测量及系统补偿
雷楠南
(三门峡职业技术学院 机电工程学院,河南 三门峡 472000)
基于雷尼绍XL-80激光干涉仪测量数控机床X坐标轴的螺距误差,通过激光干涉仪及线性镜组的正确安装和光路调整、测量程序编制及机床实际测量,对获得的误差数据进行分析得到了误差曲线图.同时,以FANUC0i-D数控系统为例,介绍了螺距误差补偿相关系统参数设置方法,将获得的误差补偿数据进行系统补偿后再次测量了螺距误差,测量结果证明机床精度有效提高.
激光干涉仪;螺距误差;FANUC;数控系统;误差补偿
0 引言
数控机床加工精度由刀具与工件之间的相对位置决定. 在影响加工精度的众多因素中,机床的动态误差是主要因素[1]20.为了提高机床的精度,在尽可能提高机床机械部件制造、装配精度的前提下,通常采用软件补偿方式进一步提高精度.因此,利用软件补偿方法提高机床精度只是对机床精度的小范围修正.对于数控机床而言,因为滚珠丝杠副本身的制造误差及机床装配过程中的安装误差,在数控机床调试过程中通常利用雷尼绍激光干涉仪来检测其定位精度,并通过数据分析软件对测试数据进行分析得到误差补偿数据,将误差补偿输入数控系统对机床的运动精度进行修正.此外,数控机床在使用过程中,随着使用年限的延长,丝杠的磨损必然导致机床精度的下降.在不需更换丝杠情况下提高精度,同样可利用激光干涉仪对机床进行检测得到误差补偿数据,利用数控系统通过软件补偿方法提高精度[2]90.本文讲述如何利用激光干涉仪来检测丝杠螺距误差,并通过数控系统进行误差补偿来提高机床运动精度.
1 基于XL-80激光干涉仪测量丝杠螺距误差
利用激光干涉仪测量数控机床丝杠螺距误差时,除了激光头之外,主要用到的是线性测量镜组.线性测量镜组包括1个分光镜和2个线性反射镜.此外,还要用到辅助装置如三脚架、镜组安装组件(安装杆、镜组夹紧块)等.在测量丝杠螺距之前,先要将激光干涉仪及测量镜组进行正确安装和激光调光.
1.1 激光干涉仪及线性镜组的正确安装及调光
测量数控机床各坐标轴丝杠螺距误差时,激光干涉仪及线性镜组的正确安装方法如图1所示.通常情况下,激光头一经安装调整好后,在变换测量其他坐标轴时只需调整线性镜组的安装位置即可.
激光干涉仪及线性镜组安装完成后,接通激光头的电源,预热6 min后,通过调整光路使反射光几乎全部进入激光头的入口,即可完成对光[3]80,[4]114.文中以MVC400数控加工中心X坐标轴丝杠螺距误差测量为例,来说明激光干涉仪及线性镜组的正确安装及调光,如图2所示.调整光路时,首先,将反射镜靠近分光镜,调整光路,使激光头能接收到反射光;其次,再移动X轴使反射镜远离分光镜,在X轴行程末端的测量位置进行光路调整,使激光头能接收到反射光;再次,移动X坐标轴,使反射镜在测量行程内移动. 只有激光头在整个测量行程内都能接收到反射镜的反射光,光路的调整才算成功[5]59.
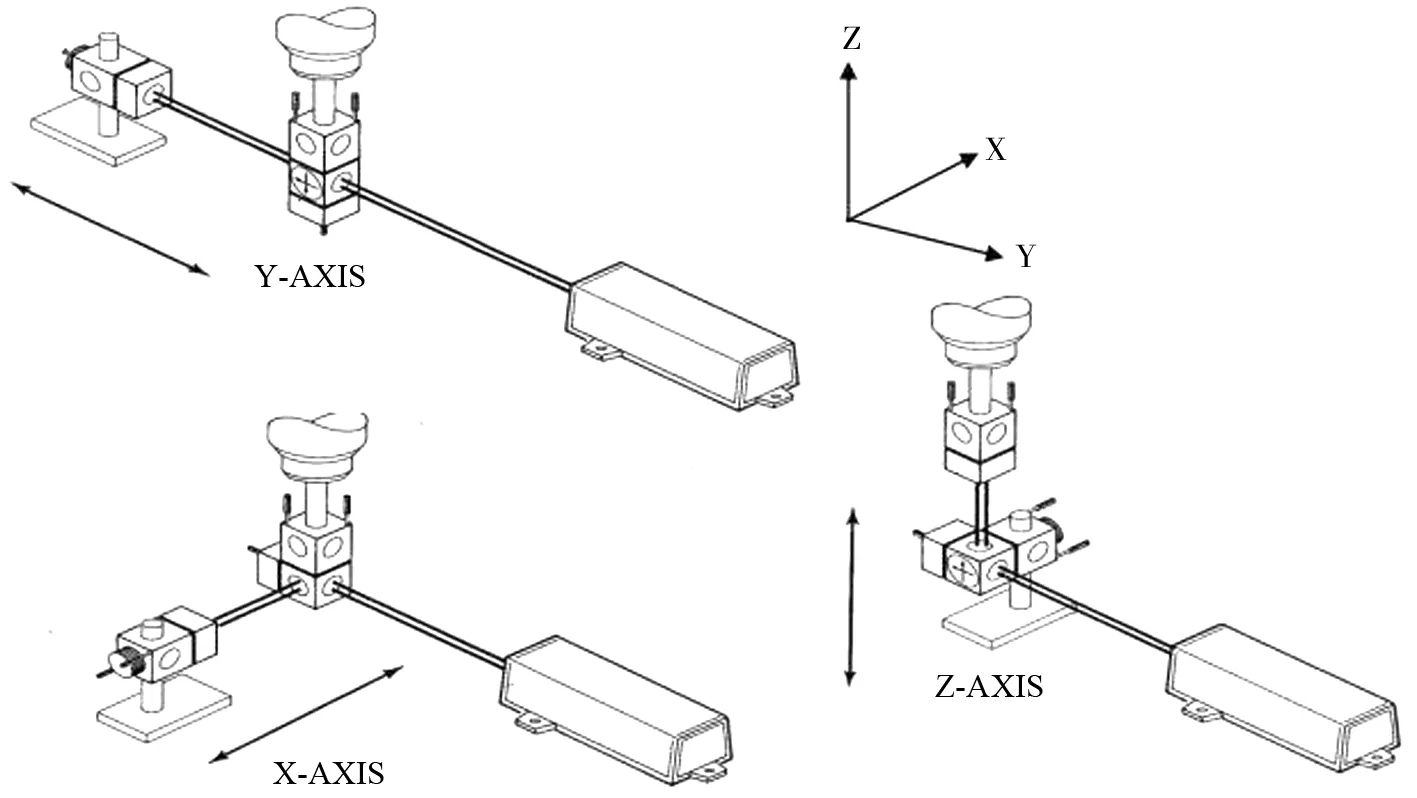
图1 线性测量各轴时激光干涉仪及线性镜组的正确安装
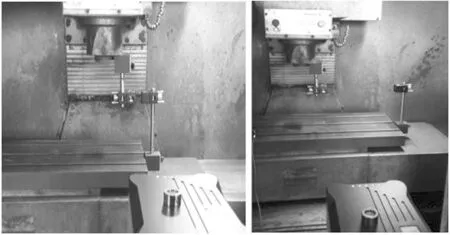
图2 分光镜与反射镜在近端及远端进行对光
1.2 丝杠螺距误差的测量程序编制
RENISHAW激光干涉仪在线性测量时,可以利用软件根据设定的起点、终点和间隔距离,自动生成测量程序.也可以在MDI方式下手动编写程序进行测试,通过手工编制X坐标轴的线性测量程序如下:
%O2345
(RENISHAW LINEAR COMPENSATION)
N0030 G01 G98 G90 G54 G40
#1=0
#2=5
N0070 (LOOP START)
X001.000
G04 X1.
X000.000
G04 X4.
X-040.000
G04 X4.
X-080.000
G04 X4.
......
X-720.000
G04 X4.
X-721.000
G04 X1.
X-720.000
G04 X4.
X-680.000
G04 X4.
X-640.000
G04 X4.
......
X-080.000
G04 X4.
X-040.000
G04 X4.
X000.000
G04 X4.
#1=#1+1
IF [#1 NE #2] GO 70
M30
%
1.3 数据采集及分析
数据采集时,需在测量软件中设置与编程匹配的数据,如设置X坐标轴行程720 mm,补偿间隔为40 mm,补偿起点为0.000 0 mm,补偿终点为-720.000 0 mm,反向间隙为0.000 mm.选择双向测量X坐标轴1次,对测量的数据进行分析得到误差曲线图如图3所示.

图3 误差曲线图
因为FANUC0i系列数控系统螺距误差补偿为增量补偿,所以在利用雷尼绍数据分析软件进行误差数据分析时,应设置为增量补偿方式[6]38.利用软件进行误差数据分析后获得的误差补偿数据表如表1所示.
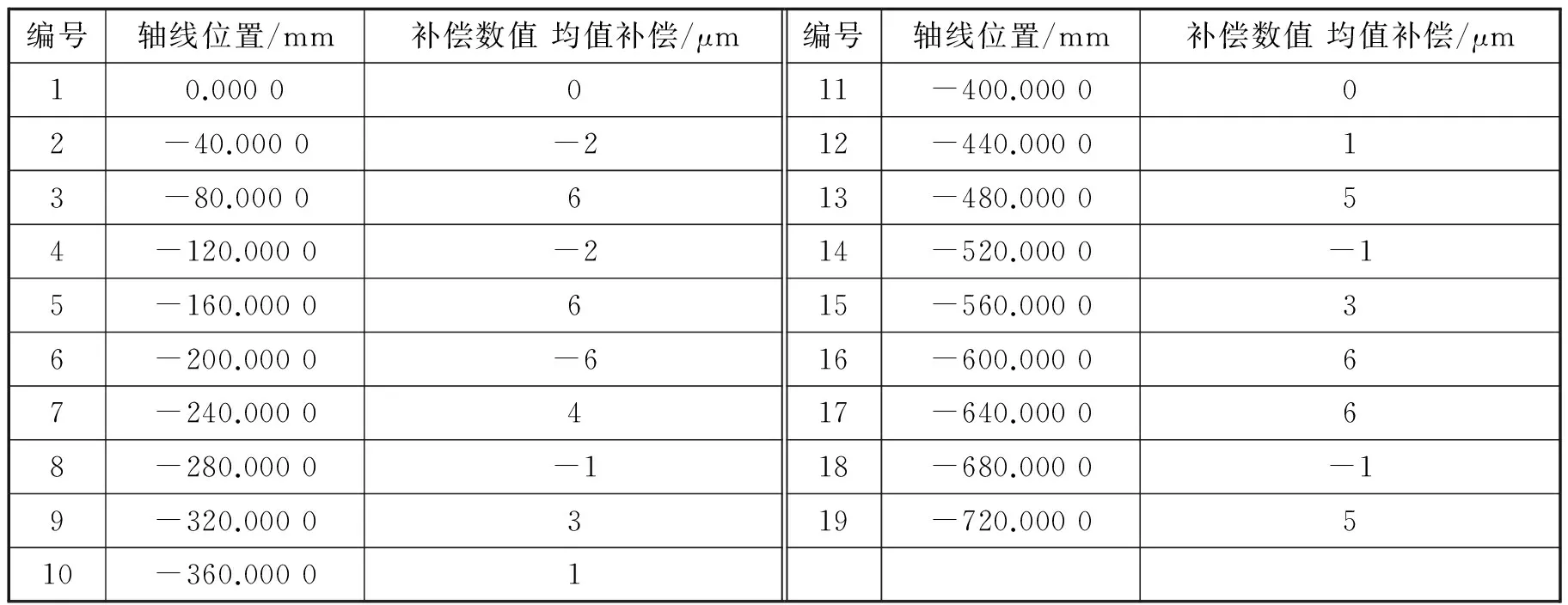
表1 误差补偿数据表
2 FANUC0i-D数控系统丝杠螺距误差补偿
2.1 FANUC0i-D系统螺距误差补偿参数设置
对于FANUC0i-D系统而言,通常需要设置的相关参数有3620、3621、3622、3623、3624等[7]37.在工程实际中,通常先设置坐标轴负向最远端补偿点号3621,因X轴为第1坐标轴,习惯性设置为0;然后设置正方向最远端的补偿点号3622,设置值为坐标轴的运动行程长度除以补偿间隔再加1.补偿点号3620参数设置值必须介于补偿点号3621与补偿点号3622参数之间.由于MVC400数控铣床X坐标轴行程长度为720 mm,补偿间隔取40 mm,所以可设置3624号参数为40,按表2中计算方法可知3622号参数设定值为20. 补偿点号3623参数为误差补偿倍率,设置时应根据误差补偿值而定. 螺距误差补偿系统参数设置值及含义见表2所示[8]125.
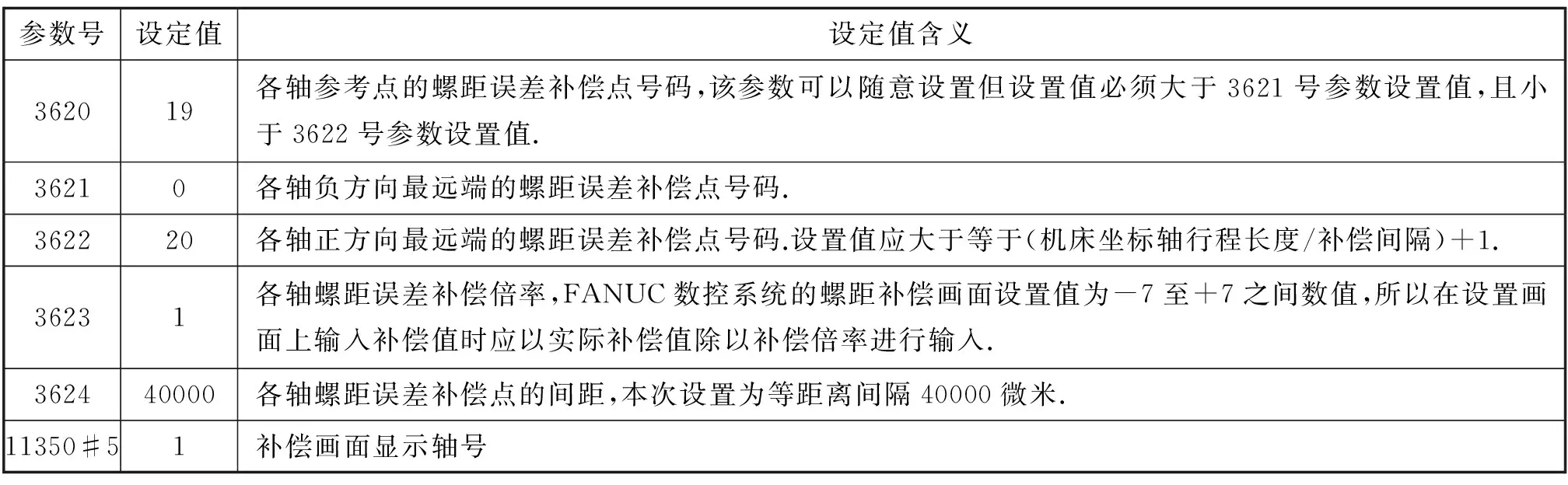
表2 螺距误差补偿参数及设置
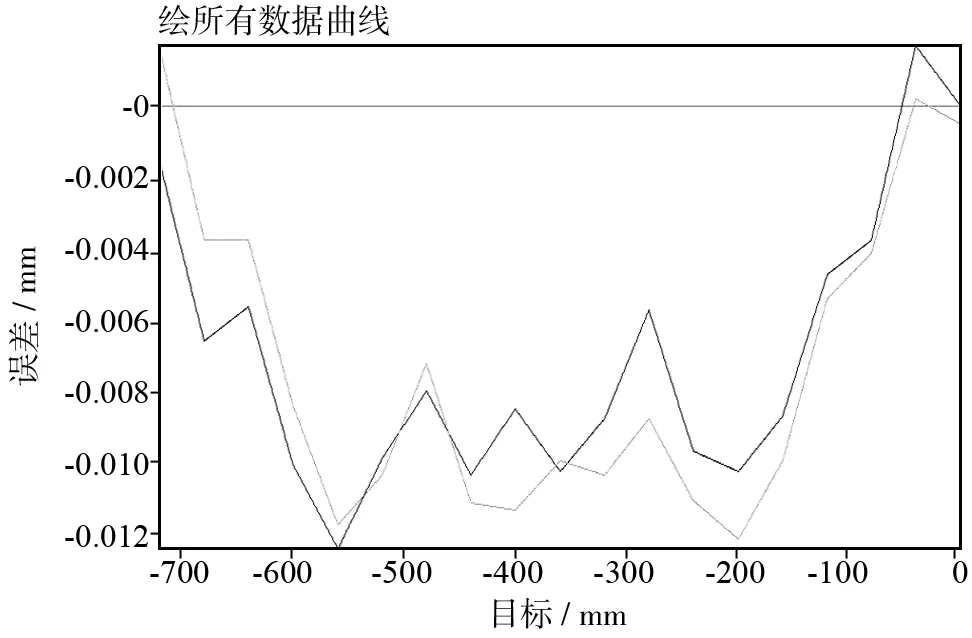
图4 补偿之后的误差曲线图
2.2 误差补偿及数据分析
设置好螺距误差补偿相关系统参数后,将表1中的误差补偿数据输入到数控系统中,重新进行误差测量并分析误差数据得到误差曲线图,如图4所示.观察补偿之后的误差曲线图可知,在X坐标轴从0移动至-720 mm行程上,误差值在-0.002 mm至-0.012 mm之间变化,误差最大值为-0.012 mm.而误差补偿之前的误差曲线图3中,误差值在0至-0.045 mm之间变化,且误差值呈逐渐增大的趋势,逐渐积累增大至-0.045 mm.对比误差曲线图3、4可知,通过丝杠螺距误差补偿,数控机床精度得到较好的提升.
3 结语
雷尼绍激光干涉仪由于操作简便、测量数据精确可靠,在数控机床制造、维修行业得到广泛应用[9]135. 雷尼绍激光干涉仪可以快速、准确地测量数控机床线性误差数据,并通过数据分析软件进行数据分析得到如误差曲线图、误差补偿数据表等.配置FANUC数控系统的数控机床,只要设置好螺距误差补偿相关系统参数,将误差补偿数据输入数控系统,便可完成螺距误差补偿,提高机床定位精度.但是,通过数控系统螺距误差补偿来提高机床精度的前提是误差值必须在系统能够补偿的范围之内.
[1] 殷鹏飞,杨 林.GCMT2500复合式数控机床的精度检测与误差补偿[J].现代制造技术与装备,2016(10).
[2] 王 堃,孙程成,钱 锋,等.基于激光干涉仪的数控机床定位精度检测与误差补偿方法[J].航空制造技术, 2010(21).
[3] 范 浩,宫德波.激光干涉仪在机床精度检测中的应用[J].科技创新导报,2014(23).
[4] 张建辉.激光干涉仪在提高数控机床定位精度中的应用[J].机床与液压,2011,39(04).
[5] 段伟飞.激光干涉仪在测量数控机床位置精度上的应用[J].科技创新与应用,2013(25).
[6] 陈 芳.数控机床螺距误差测量与补偿[J].机床与液压,2009,37(09).
[7] 司卫征,周伦彬,黄志斌,等.数控机床手动补偿误差的方法研究[J].中国测试,2010,36(01).
[8] 黄文广,邵泽强,韩亚兰.FANUC数控系统连接与调试[M].北京:高等教育出版社,2011.
[9] 程 志,张 翔.激光干涉仪在数控机床维修中的应用研究[J].航空制造技术,2014,445(z1).
MeasurementofScrewPitchErrorandSystemCompensationforCNCMachineTool
LEI Nannan
(DepartmentofMechanicalandElectricalEngineering,SanmenxiaPolytechnic,Sanmenxia472000,China)
In this paper, the X axis pitch error of CNC machine tool has been measured which based on XL-80 Renishaw laser interferometer.Through the correct installation of the laser interferometer and linear mirror group, optical path adjustment, the measurement program design and actual measurement of machine tool, the error curve has been obtained by analyzing the obtained error data. At the same time, taking FANUC0i-D CNC system as an example, the paper introduces the pitch error compensation related system parameter setting metho d, andthe pitch error of the shaft is measured again after the obtained error compensation data have been compensated for NC system. The measurement results show that the accuracy of the machine tool is improved effectively.
laser Interferometer; pitch Error; FANUC; numerical control system; error compensation
TG659
A
1671-8127(2017)06-0089-04
2017-08-29
2015年度河南省高等学校重点科研计划项目“双立柱数控镗削铲斗销孔专用机床关键部件优化设计”(15B460009)
雷楠南(1983- ),男,河南灵宝人,三门峡职业技术学院讲师,硕士,主要从事数控技术和机械设计制造研究。
[责任编辑梧桐雨]
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
内江科技(2022年3期)2022-03-30
计测技术(2020年6期)2020-06-09
制造技术与机床(2019年11期)2019-12-04
航天电子对抗(2019年4期)2019-06-02
制导与引信(2017年3期)2017-11-02
通信电源技术(2016年1期)2016-04-16
中国卫生标准管理(2015年4期)2016-01-14
深圳职业技术学院学报(2015年5期)2015-11-30
河南科技(2014年14期)2014-02-27