
中试厂应急压空控制系统改造
2017-12-06 09:56雷立财彭晓
电子测试 2017年20期
雷立财,彭晓
(中国核工业集团公司四○四有限公司第三分公司,甘肃兰州,732850)
中试厂应急压空控制系统改造
雷立财,彭晓
(中国核工业集团公司四○四有限公司第三分公司,甘肃兰州,732850)
中试厂应急压空站的空压机在运行过程中出现供气补充不稳定,经常无法实现自动启/停的现象。中试厂中采用了大量的气动设备,一旦压空不能达到最低限值,很多设备便无法正常运行。本文通过分析,对出现的问题采用了增加了压空缓冲罐,并摘除了原有的自动控制板,采用硬件连锁的办法实现空压机的自动启/停操作的过程。压空机控制系统经过改造后,可正常进行自动启/停,保证了中试厂工艺设备的正常运行。
应急压空;空压机;改造
1 工艺系统总述
1.1 系统简介
中试厂压空站主要负责接收由外部输送进来的0.6MPa的压缩空气,当外部供气不能达到0.6MPa或压缩空气压力达不到工艺所需压力时,启动0.6MPa应急压空系统。
应急压空系统由两台SA-4100A型喷油螺杆式空气压缩机(简称空压机)4-1#、4-2#组成,由应急空压机出来的应急压空经HAD0120型集装式无热再生干燥器干燥除水后与外部供气一起输送到工艺厂房。(见图1)
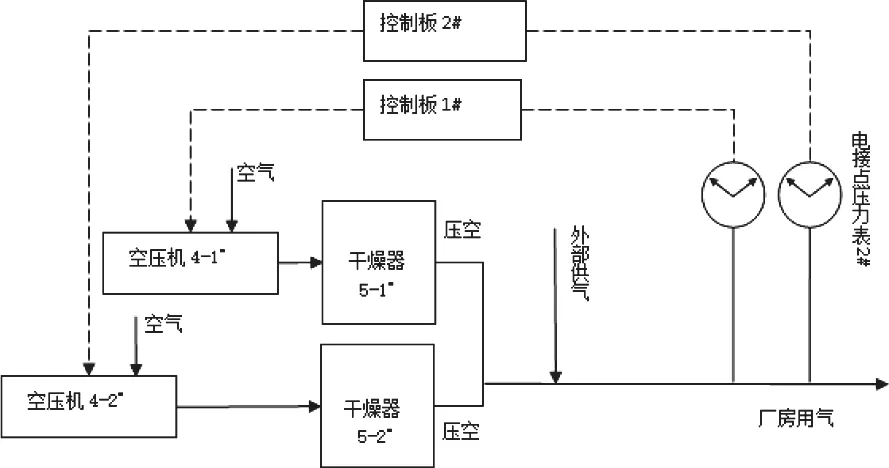
图1 应急空压机系统示意图
1.2 测控装置简介
应急压空系统空压机自动启/停控制信号由电接点压力表反馈。电接点压力表安装在工艺用气的管道末端,用于监控整个系统供气。电接点压力表由测量系统、指示装置、磁助电接点装置及调节装置等组成。当被测压力作用于弹簧管时,其末端产生相应的弹性变形,经传动机构放大后,在度盘上指示出来。指针带动电接点装置的活动触点与设定指针上的触头(上限或下限)相接触的瞬时,控制系统接通或断开,以实现自动控制和发信报警的功能。
电接点压力表可任意设定上、下控制压力值,其与相应的器件配套使用,可对被测压力系统实现设定的最大或最小压力值的双位自动控制。
2 空压机控制系统分析
2.1 生产运行中的问题
应急压空系统可即时产生压空,用来调节压力。生产运行中发现的问题有:(1)压空机在运行时补充的压力波动太大,(2)系统出现无法自动启停现象。
2.2 空压机系统存在的问题分析
2.2.1 运行补充压力波动大
根据图1的应急压空示意图我们可以得到:
P(厂房)=P(外部)+P(1#)+P(2#)
厂房用气等于外部供气与1#和2#压力之和,外部供气经过压空缓冲罐输入总管道,P(外部)相对稳定,而1#启动时出现波动,1#和2#同时启动时波动最大,时常出现报警。通过对系统实验可以得到表1。
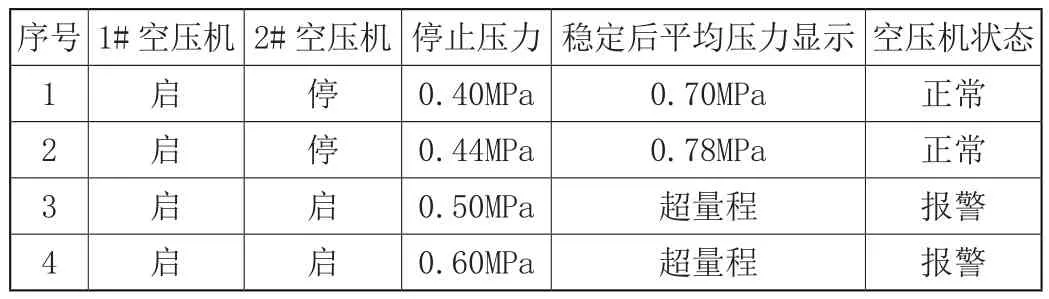
表1 空压机波动数据实验表
2.2.2 系统无法自行启停
中试厂应急压空系统使用两台空气压缩机,当外部供气压力小于厂房用气,压力达到1#电接点压力表下限时,启动一台应急压空补充压空,如果继续减少至2#电接点压力表下限,则启动另一台同时补充压空。应急空压机系统在运行过程中,经常出现系统压力达到下限时不能够自动启动,严重影响到厂房用气。表2是2010年的故障次数统计表。

表2 空压机故障次数统计表
针对以上故障分析如下:
首先把远程控制按钮打到手动控制状态,人工进行空压机的启动、停止,均正常运行,排除空压机机械部分故障。
当系统压力处于下限或上限时,使用万用表检查电接点压力表的输出正常,表明压力表没有损坏。排除电接点压力表信号传输的问题。
使用万用表检查手/自动按钮转换开关通断正常。打到自动状态,当系统压力达到下限或上限时,检查电动机输入端没有电压,检查自控板没有输出或输出电压太低,检查自控板输入正常。由此可以确定自控板出现故障,导致压空机无法进行自动启停。
2.3 解决思路
根据空压机产生的压力选择增加压空缓冲罐,减少进入系统的压力波动。通过对空压机远程就地控制板检查,手动控制操作正常。经分析将原控制板自动控制部分可以用硬件连锁替代,从而实现空压机的自动启/停操作,保证应急压空机组的正常启/停。
3 解决问题与现场改造
3.1 现场改造要求
在原有的系统中加入压空缓冲罐,确保应急外部供气的平稳、连续。由于原手动板可以实现手动控制功能,现只需在原手动板上进行整改,加入硬件连锁,实现系统的手/自动控制。
3.2 压空稳定性的改进
在干燥器的出口处增加一个压空缓冲罐,压缩空气通过缓冲罐后进入到总系统中,保持气流的平稳,不会产生脉冲现象。增加压空缓冲罐后,系统压力比较平稳,波动减少,效果明显,并且保证了工艺正常平稳用气。试验数据如表3所示。

表3 增加缓冲罐后空压机试验数据表

3 启 启 0 60MPa 0 60MPa 正常4 启 启 0 65MPa 0 65MPa 正常
3.3 现场自控改造
3.3.1 自控系统原理图
应急压空继电器控制原理图和空压机自动控制回路原理图如图2和图3所示。
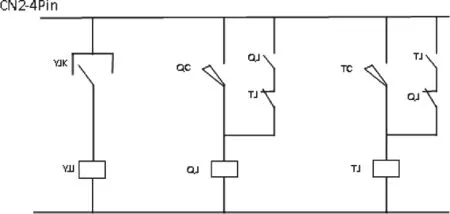
图2 继电器控制原理图
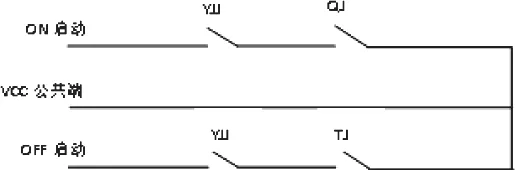
图3 空压机自动控制回路原理图
QC、TC为电接点压力表的常开触点,QC用于在压力下限时启动空压机,TC用于在压力上限时停止空压机;YJK为手/自动转换开关;QJ、TJ、YJJ分别为手/自动启、停开关和中间继电器;CN2-4Pin为手动控制面板的启/停预留端点。依照图2和图3,首先将YJK打到手动位置,手动启/停空压机,查看空压机是否能够正常启动。再将YJK打到自动位置,将电接点压力表根阀关闭(系统处于压力低限),空压机应自动启动;将电接点压力表打开,调整压力使得系统处于压力上限时,空压机自动停止。
3.3.2 结论与验证
当进行手动操作时,YJK打到手动状态,空压机能够正常手动进行启/停。

图4 改造完成系统示意图
当进行自动操作时,YJK打到自动状态,控制过程如下:调整电接点压力表的下限指示,在压力到达下限时,电接点压力表的活动触点与下限触点接通,继电器QJ接通并自锁,其常开触点QJ接通,补充压力。调整上限指示,当压力达到上限时,电接点压力表的活动触点与上限触点接通,继电器TJ动作,其常闭触点TJ断开,切断继电器QJ的供电,常开点QJ断开,断开压力补充。反复试验中,没有出现报警状态,图4为改造完成后总的系统示意图。
经过长时间运行,应急压空运行稳定,故障次数如表4所示。

表4 自控改造完成故障次数
4 结论
通过对应急压空系统压空机输出不稳定与自控方式无法运转的解决,使应急压空可以正常运行,运行状况良好。
[1]李红斌.化工生产反应釜夹套压空控制程序实现[J].装备制造技术,2015,(02):61-62
[2]孟亮,冯雨.应急压空系统干燥器的PLC设计改进[J].产业与科技论坛,2016,15(22):53-54
Transformation of Emergency Pressure Control Systemin Medium Trial Plant
Lei Licai ,Peng Xiao
(The third branch of China Nuclear Industry Group Corporation, 404 Co., Ltd., Lanzhou Gansu,732850)
In the middle of the test machine, the air compressor of the emergency air pressure station is unstable and unstable in the course of running, and it is often impossible to realize the automatic start/ stop In the pilot plant using a large number of pneumatic equipment, once the pressure can not reach the minimum, many devices will not function properly In this paper, through the analysis, the problem has been adopted to increase the pressure buffer tank, and remove the original automatic control panel, the use of hardware chain approach to achieve air compressor automatic start / stop operation process Compression machine control system after transformation, can be automatically activated / stop, to ensure the normal operation of the pilot plant process equipment
emergency pressure; air compressor; transformation
猜你喜欢
铁路通信信号工程技术(2022年12期)2022-12-26
铁道通信信号(2020年8期)2020-02-06
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年4期)2019-05-20
铁道通信信号(2018年7期)2018-08-29
电子制作(2017年17期)2017-12-18
时代农机(2016年6期)2016-12-01
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
时代农机(2015年3期)2015-11-14
